

- Алюминиевый или чугунный блок цилиндров: эксперт пояснил, какие двигатели лучше и почему
- Технологии рабочих поверхностей блоков цилиндров
- Обзор различных технологий рабочих поверхностей
- ALUSIL®-paбочие поверхности цилиндров
- Рабочие поверхности цилиндров LOKASIL®
- Рабочие поверхности цилиндров, покрытые нитридом титана
- Покрытые никелем рабочие поверхности цилиндров
- Слои плазменного напыления на железной основе
- Лазерное легирование рабочих поверхностей цилиндров
- Гильзы из серого чугуна Мокрые гильзы из серого чугуна
- Заливаемые алюминиевые гильзы (ALUSIL®, Silitec®)
Алюминиевый или чугунный блок цилиндров: эксперт пояснил, какие двигатели лучше и почему
Получайте на почту один раз в сутки одну самую читаемую статью. Присоединяйтесь к нам в Facebook и ВКонтакте.


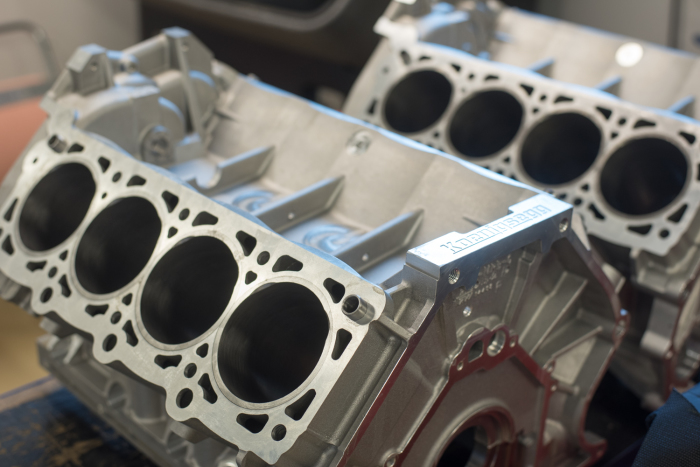
Основу любого двигателя внутреннего сгорания составляет блок цилиндров. Это массивная металлическая деталь, в которой выполнены отверстия – цилиндры. В них перемещаются поршни, которые и передают энергию газов на коленчатый вал, создавая крутящий момент. При этом блок подвергается большой температуре, давлению, трению. Именно поэтому прочность и износостойкость этой детали является столь же важной характеристикой, как и марка применяемого масла в многом влияет на «живучесть» мотора.
Для автомобильных двигателей основными материалами для изготовления блока и головки цилиндров являются чугун и алюминиевый сплав. У каждого из этих вариантов есть свои существенные преимущества и недостатки, поэтому остановимся на них подробнее.

Если верить гаражным знатокам, то чугунный блок цилиндров – это полный архаизм. То же утверждают и автопроизводители, которые активно рекламируют как новые, так и «новые» технологии, в частности, широкое применение алюминия для снижения веса машины. Как результат, на большинстве современных машин стоят моторы с алюминиевыми блоками. При этом часто все забывают о главном — о прочности материала и его сопротивлению к изнашиванию. Чугун, сам по себе, более прочный и износостойкий, чем алюминиевый сплав любой марки. А это значит, что машина с чугунным мотором проедет больше, и 300-400 тысяч километров – не предел. Даже нанесение специального покрытия на алюминий – не панацея от раннего износа. Одно упоминание таких материалов, как «никасил» и «алюсил» вызывают немало гнева у владельцев машин и радость у сотрудников СТО.

Против чугунных блоков двигателя у алюминиевых есть весомый «козырь» — малый вес, а разница может достигать несколько десятков килограммов. Это, без сомнения, полезно, поскольку машина разгружается, что улучшает динамику и помогает экономить топливо. Но у алюминиевых деталей есть и свои недостатки.
Во-первых, склонность к перегреву и деформации. Алюминиевые детали чаще коробятся при повышении температуры, в то время как чугунные аналоги меньше подвержены проблеме. Особенно это опасно на моторах с турбонаддувом. К тому же, при ремонте алюминиевого блока нужна особая осторожность, т.к. чаще случаются различные неприятности наподобие слизанной резьбы.
Подытожим результат. По мнению профильного эксперта-двигателиста сайта Novate.ru, моторы с алюминиевым блоком цилиндров лучше подходят для небольших городских машин, а также в тех случаях, когда нужна скорость. А для всех остальных автомобилей наилучшими можно считать детали из чугуна как более надежные и дешевые.
Понравилась статья? Тогда поддержи нас, жми:
Технологии рабочих поверхностей блоков цилиндров
Основной момент каждой концепции алюминиевых блоков цилиндров — точное определение профиля требований. Основной структурный элемент каждой концепции — рабочая поверхность цилиндра. Поскольку при применении обычных литейных алюминиевых материалов невозможно в достаточной степени реализовать свойства трения и износа, то подбирается подходящий метод для данного случая применения, оптимальный как по сроку службы рабочих поверхностей цилиндров, так и по изготовлению, а также экономически.
Большие различия имеются, как всегда, в концепциях рабочих поверхностей бензиновых и дизельных двигателей. В то время, как развитие алюминиевых рабочих поверхностей у бензиновых двигателей продвинулось очень далеко и метод ALUSIL® широко применяется в изготовлении двигателей, он до сих пор не смог пробить себе дорогу у дизельных двигателей. Поэтому заливаемые гильзы цилиндров из серого чугуна ещё регулярно применяются у дизельных двигателей. Развитие рабочих поверхностей идёт в настоящий момент в направлении покрытия данных поверхностей железом. Это производится либо способом термонапыления (плазменное покрытие), либо дуговым методом напыления проволоки, либо способом PVD. Эти новые методы освещены подробнее в последующих главах.
Обзор различных технологий рабочих поверхностей

ALUSIL®-paбочие поверхности цилиндров
При методе ALUSIL® весь блок цилиндров состоит из заэвтектического алюминиево-кремниевого сплава. Для такого заэвтектического сплава характерно повышенное содержание кремния; у наиболее часто применяемого ALUSIL®- сплава (AISi17Cu4Mg) содержание кремния — 17%.
В противоположность заэвтектическому сплаву, эвтектический алюминиево-кремниевый сплав содержит только 12-13 % кремния. При такой доле кремния степень насыщения алюминия достигнута. Более высокая доля кремния приводит к тому, что при застывании расплава образуются первичные кристаллы кремния. Это означает, что та часть кремния, которая из-за насыщения алюминия кремнием не может войти в соединение с алюминием,выкристаллизовывается и откладывается среди (насыщенного) алюминиево-кремниевого сплава (эвтектика). Для облегчения выкристаллизования кремния в расплав добавляется небольшое количество фосфора. Кристаллы кремния растут вокруг гетерогенного алюминиево-фосфидного зародыша. Величина кристаллов кремния находится в пределах от 20 до 70 |jm. Данные первичные кристаллы кремния, соответствующим образом обработанные и раскрытые, без дополнительного армирования, образуют устойчивую к износу внутреннюю поверхность цилиндра для поршня и поршневых колец. Изображение 1: речь идёт о съёмке прозрачной плёнкой 1 — здесь показана с увеличением окончательно обработанная АШЗИ®-рабочая поверхность цилиндра (механическое шлифование для раскрытия). Отчётливо видны раскрытые кристаллы, выпукло лежащие в кристаллической решётке алюминия. Кристаллы кремния вырастают тем больше, чем дольше длится процесс застывания. Благодаря различной скорости охлаждения в блоке цилиндров в нижней части цилиндров образуются несколько большие кристаллы кремния, чем в верхней части, которая, в силу конструкционных особенностей, быстрее охлаждается. На изображении 2 показана трёхмерная картина шероховатости одной окончательно обработанной .
Читайте также: Рабочий цилиндр сцепления нивы шевроле ремонт
0axfilm — тонкая прозрачная плёнка для прямой съёмки структур поверхностей.
На изображении 3 представлены различия строения между доэвтектическим, эвтектическим и заэвтектическим алюминиево-кремниевыми сплавами
Из-за гомогенного распределения первичного кремния во всей отливке получаются в целом худшие свойства обрабатываемости со снятием стружки и меньшая стойкость инструментов, чем у стандартных алюминиевых сплавов. Меньшая скорость резания увеличивает к тому же время обработки, что негативно влияет на производственный такт выпуска.
Данная проблема при обработке может быть решена применением режущих инструментов (PKD), оснащённых алмазами. Только для изготовления отверстий в цельном материале и при нарезании резьбы не имеется инструментов, оснащённых алмазами.
Обработка рабочих поверхностей цилиндров подробно описана, начиная от главы 3.3 под названием «Обработка алюминиевых рабочих поверхностей цилиндров».

б) доэвтектический с зернистой структурой

в) доэвтектический с улучшенной структурой


Рабочие поверхности цилиндров LOKASIL®
При методе LOKASIL® стандартный сплав для литья под давлением (напр., AISi9Cu3) обогащается локально кремнием в зоне рабочих поверхностей цилиндров. Это достигается благодаря высокопористым цилиндрическим фасонным частицам из кремния, которые вкладываются в литейную форму и при методе литья прессованием (Squeeze Casting, см. такж главу «2.2.5. Прессование») под высоким давлением заливаются в блок цилиндров. Находящийся под высоким давлением (900-1000 бар) алюминиевый сплав во время процесса литья продавливается (инфильтрируется) сквозь поры кремниевых фасонных частиц (Preform).
Необходимые для армирования рабочей поверхности цилиндра кристаллы кремния имеются, таким образом, только в зоне рабочих поверхностей цилиндров. Благодаря такому местному обогащению кремнием получают свойства рабочих поверхностей, эквивалентные ALUSIL®-MeTOfly. Благодаря меньшей доле кремния в алюминиевом сплаве получают блоки цилиндров, которые, в противоположность ALUSIL -методу, до рабочих поверхностей цилиндров очень хорошо обрабатываются резанием. На изображении 1 показывается с 20-ти, соотв., 50-кратным увеличением под микроскопом разрез блока цилиндров, изготовленного LOKASIL®-Meтодом. Отчётливо видно обогащение кремнием в зоне рабочих поверхностей цилиндров (более тёмная зона).
Кремний-Preforms (изобр. 2) имеется в двух различных исполнениях. Различают между LOKASIL®-! и LOKASIL®-. Оба исполнения перед заливкой в блок цилиндров вначале ещё обжигаются в печи. При этом выгорает связка из органической смолы и активируется неорганическая связка, связывающая кристаллы кремния вплоть до заливки.
отовая комбинация материалов содержит после заливки в блок цилиндров при LOKASIL®-! примерно 5-7% волокна и 15 % кремния. При LOKASIL®-!! — это 25 % кремния и ровно 1% неорганической связки. Размеры частиц кремния при LOKASIL®-! состаляют от 30 до 70 |JM, при LOKASIL -II — от 30 до 120 |jm. На изображении 3 показана структура LOKASIL®-!, увеличенная под микроскопом. Отчётливо видны волокна, находящиеся между кристаллами кремния. На изображении 4 показана структура LOKASIL®-.
Рабочие поверхности цилиндров, покрытые нитридом титана
Сранительно новый метод, не применяемый ещё в серийном производстве, представляет собой покрытие рабочих поверхностей цилиндров нитридом титана (TiN) или нитридом титана и алюминия (TiAIN). Для достижения нужной износостойкости хонингованные алюминиевые рабочие поверхности цилиндров покрываются PVD-методом («Physical Vapour Deposition»: физическое отделение газообразной фазы). Толщина покрытия относительно невелика, так что структура хонингования при покрытии остаётся. Сравнительно высокие затраты и недостаточная надёжность процесса стоят, однако, на пути широкого применения данного метода.
При применении PVD-метода испаряется в вакууме существующий в твёрдой форме материал-донор. Это происходит либо путём ионной бомбардировки, либо в форме электрической дуги. На изображении 5 схематически показано, как ионизированные ионы газа аргона выбивают из материала-донора мельчайшие частицы. Испарённые или выбитые металлические частицы движутся по баллистическим орбитам через вакуумную камеру или откладываются на покрываемых поверхностях. Длительность процесса покрытия определяет требуемую толщину покрытия. Если подвести в PVD-камеру реагирующие газы, такие, как кислород, азот, или углеводороды, то могут быть отделены также оксиды, нитриды или карбиды.
Покрытые никелем рабочие поверхности цилиндров
С целью достижения необходимой износостойкости рабочие поверхности цилиндров покрывались в прошлом в течение некоторого времени дисперсионным слоем никеля и карбида кремния : Ni-SiC), который наносился гальваническим способом на тонко обработанную рабочую поверхность цилиндра. В качестве названий марок стали известными оба понятия — Galnikal® и Nikasil®. Толщина никелевого слоя в среднем — от 10 до 50 |jm. В данный слой интегрированы для улучшения износостойкости твёрдые фазы из карбида кремния (7-10 объёмных %). Величина зерна интегрированного карбида кремния — 1-3 рм. В качестве основного материала блока цилиндров применимы выгодные алюминиевые сплавы, такие, как Silumin® (напр., AISi9Cu3). На изображении 2 виден разрез в увеличении под микроскопом покрытой никелем рабочей поверхности цилиндра.
Из-за неравномерной толщины никелевого слоя, возникающего при гальваническом покрытии, рабочие поверхности цилиндров после нанесения никелевого покрытия должны быть выглажены обычным хонингованием и структурированы. По сравнению с гильзой из серого чугуна никелевый слой сравнительно гладок и не имеет графитовых жил, в которых может отлагаться смазочное масло. Заключительная операция хонингования особенно важна для создания каналов распределения масла и оптимизации объёма масла, остающегося на рабочей поверхности цилиндра.
Никелевые покрытия требуют больших инвестиций в гальванические установки и устройства дезактивирования ядовитых веществ ванн предварительной подготовки.
Не в последнюю очередь также удаление образующихся никелевых шлаков негативно сказывается на стоимости производства. Покрытие никелем нашло применение, главным образом, в серийном производстве одноцилиндровых двигателей. Многоцилиндровые блоки, напротив, находят применение в серийном производстве только в единичных случаях. Были проблемы при изготовлении с пористостью чугуна на поверхности цилиндра, что имело следствием отделение слоя. Проблемы проявлялись в прошлом также при частой эксплуатации на коротких участках, во взаимосвязи с серосодержащим горючим. У двигателей, которые или вообще не достигали своей рабочей температуры, или достигали её редко, эксплуатация на коротких участках приводила к образованию конденсата, который, совместно с образующейся от сжигания серой, вёл к возникновению сернистой кислоты. Данные кислотосодержащие продукты сгорания вели к коррозии, к упомянутому отделению слоя и, в конечном счёте, к отказу от покрываемых никелем рабочих поверхностей цилиндров при серийном изготовлении двигателей для легковых автомобилей.

В противоположность к ALUSiL®-MeTOду, восстановление отверстий цилиндров в ходе среднего или капитального ремонта — включая новое никелевое покрытие — возможно только при высокой трудоёмкости и с большими трудностями. Из-за недостатка подходящих специальных предприятий это практически едва ли выполнимо. На изображении 1 показан алюминиевый ребристый цилиндр мотоциклетного двигателя с Galnikal®- покрытием.
Слои плазменного напыления на железной основе
Данный метод применяется в серии уже несколько лет. При плазменном покрытии в плазменной горелке возбуждается электрическая дуга. Подводимый плазменный газ (водород или аргон) ионизируется до состояния плазмы и покидает сопло горелки с высокой скоростью. Посредством газаносителя материал покрытия (напр., в составе 50% легированной стали и 50% молибдена) в виде порошка наносится в плазменном луче с температурой 15000-20000° С. Материал покрытия расплавляется и в жидком состоянии напрыскивается со скоростью от 80 до 100 м/с на покрываемую поверхность. В плазменный напрыскиваемый слой из железа при необходимости могут быть дополнительно интегрированы керамические материалы. Процесс происходит при атмосферном давлении. На Изображении 3 показан схематически процесс покрытия.
Полученная при плазменном покрытии толщина слоя составляет 0,18-0,22 мм. Покрытие обрабатывается окончательно хонингованием. Остающаяся после хонингования толщина слоя составляет приблизительно 0,11-0,13 мм.
На изображении 4 показан в увеличении под микроскопом разрез рабочей поверхности цилиндра с плазменным покрытием. На изображении 5 видна увеличенная рабочая поверхность готовой обработанной рабочей поверхности цилиндра. Отчётливо распознаваемы углубления в рабочей поверхности, получающиеся из пористого плазменного слоя. В углублениях может отлагаться моторное масло, что улучшает свойства трения и износа рабочей поверхности.
Благодаря плазменному покрытию увеличивается срок службы двигателя, а благодаря меньшему потреблению горючего и масла уменьшаются вредные выбросы. Благодаря малой толщине слоя плазменного покрытия можно реализовать, по отношению к заливаемым гильзам цилиндров из серого чугуна, ещё меньшие расстояния между цилиндрами, что позитивно отражается на конструктивной длине двигателя.
Лазерное легирование рабочих поверхностей цилиндров

3. Вращающееся лазерное оптическое устройство
Лазерное легирование представляет собой дальнейший метод армирования кремнием рабочих поверхностей цилиндров. При лазерном легировании рабочая поверхность цилиндра изготовленного из стандартного алюминиево-кремниевого сплава (напр., AISi9Cu3) блока цилиндров с помощью вращающегося лазерного оптического устройства оплавляется и металлургически легируется параллельным подводом порошка (кремний и т.д.) (изобр. 1). Тем самым получают тонкий слой с очень тонко отделённой твёрдой фазой (в основном кремнием) в зоне внутренней поверхности цилиндра. Отверстия цилиндров после лазерного легирования должны ещё хонинговаться, и частицы кремния должны быть раскрыты. Т. к. размеры частиц малы (в пределах нескольких цм), раскрытие интегрированных кремниевых кристаллов целесообразно производится химическим травлением. Процесс раскрытия химическим травлением подробнее описан в главе «3.6.2.Различные методы раскрытия кремния».
Гильзы из серого чугуна Мокрые гильзы из серого чугуна
Данный вид конструкции находит на сегодняшний день лишь относительно редко применение в двигателях для легковых втомобилей. Причиной этого является различное поведение алюминиевого блока цилиндров и гильзы цилиндра из серого чугуна при тепловом расширении. Особенно это требует выдерживания жёстких полей допусков по длине гильзы цилиндра при изготовлении с тем, чтобы наверняка избежать проблем с уплотнением головки блока цилиндров (по данному вопросу см. также главу «2.3.1. Различные виды конструкций блоков цилиндров»).
Заливаемые гильзы цилиндров из серого чугуна
Данная концепция объединяет в значительной степени весовые преимущества материала алюминия и отсутствие проблем свойств скольжения рабочих поверхностей цилиндров из серого чугуна. Изготовление производится, чаще всего, выгодным методом литья под давлением (конструкция Open-Deck). При изготовлении методом литья под давлением получаются сравнительно малые зазоры между гильзой и окружающим литьём, а также, в целом, хорошие показатели теплопроводности. Для обеспечения глухой посадки гильзы из серого чугуна в блоке применяются различные методы. Простейшим методом является изготовление с канавками по наружному диаметру (изобр. 2). Несмотря на применяемый метод литья под давлением, здесь могут быть, однако, проблемы с механическою связью и, тем самым, с глухой посадкой гильзы в блоке. Причиной этого являются оставшиеся между гильзой и алюминиевым блоком, хотя и очень маленькие, воздушные зазоры. Поэтому перешли к использованию так называемых гильз шероховатого литья (изобр. 3). Благодаря сильно изборождённой внешней наружной поверхности при заливке происходит истинное защемление гильзы материалом блока

Дальнейшее улучшение — хотя и за счёт более высоких расходов — приносит альфинирование или плазменное покрытие гильз перед заливкой. При альфинировании гильзы покрываются вначале алюминием в ванне с чистым алюминием. Тем самым возникает особая внутренняя, металлургическая связь алюминия с гильзой из серого чугуна. При данном методе речь идёт об относительно высокозатратном методе подготовки литья. Поэтому перешли — когда это необходимо, — к тому, чтобы гильзы из серого чугуна вначале с наружной стороны сделать струйной обработкой шероховатыми, а затем покрыть напыляемым плазменным слоем из алюминия. В противоположность альфинированию, при плазменном покрытии всё же не возникает металлургической связи серого чугуна с алюминием.
Нанесённые таким способом на гильзы алюминиевые слои при заливке в блок цилиндров вновь немного оплавляются и лучше соединяются с материалом блока по сравнению с гильзами без алюминиевого покрытия. Проблемы связи, которые при известных условиях могли бы появиться, можно таким способом уменьшить или их избежать.
Заливаемые алюминиевые гильзы (ALUSIL®, Silitec®)
Наряду с изготовлением монолитных блоков цилиндров из ALUSIL — материала возможно также изготовление блоков цилиндров с заливаемыми алюминиевыми гильзами с высоким содержанием кремния (ALUSIL®, Silitec®). Необходимое для армирования цилиндра обогащение кремнием существует при данном методе только в зоне рабочей поверхности цилиндра. Остальной блок цилиндров состоит из стандартного алюминиево-кремниевого сплава (напр., AISi9Cu3).
Компактное набрызгивание заливаемых гильз
Здесь речь идёт об относительно новом методе для изготовления алюминиевых гильз с высоким содержанием кремния (Silitec ). Требуемый материал гильз для заливки изготавливается так называемым методом компактного набрызгивания. Ради простоты и понятности в последующем тексте применяется понятие Silitec®. Здесь в одной камере металлический расплав алюминия с помощью распыляющего газа (азот) мельчайше распыляется, и, таким образом, слой за слоем образует заготовку (изобр. 1). Форма конуса распыления обуславливает позднейшую форму полуфабриката. Принципиально с помощью данного метода возможно изготовление труб, шайб, штанг или листов непосредственно в ходе одного рабочего процесса. По технике изготовления компактное набрызгивание находится между спеканием и классическим формообразующим литьём По сравнению с обычными литейными материалами создается возможность, похоже, как и при спекании, производить материалы необычного состава. Содержание кремния при данном методе может доходить до 25%. Получают очень тонкую структуру с гомогенным распределением элементов и фаз и хорошими возможностями формоизменения.
Таким способом полученный сырой материал в форме болта перерабатывается методом непрерывного выдавливания в трубы, которые затем, распиленные на куски, применяются как заливаемые детали для блока цилиндров (изобр. 3). Для улучшения связи перед заливкой делают струйным способом наружную поверхность гильз шероховатой. Из-за опасности расплавления вНН©й’®-гильз заливка производится более быстрым методом литья под давлением.
Обработка цилиндров производится как и у прочих алюминиево-кремниевых рабочих поверхностях цилиндров. Кристаллы кремния очень тонко распределены в структуре и имеют величину 4 — 10 рм (изобр. 2). Из-за очень малых размеров частиц раскрытие кристаллов кремния при окончательной обработке рабочих поверхностей цилиндров предъявляет особые требования. У изготовленных данным методом блоков цилиндров используется поэтому в серийном производстве преимущественно раскрытие обработкой едким натром.