

Блок цилиндров (блок двигателя) является основной и базовой деталью двигателя внутреннего сгорания, на него приходится основная часть нагрузки и в нем размещаются основные узлы и механизмы. Поэтому к блоку цилиндров предъявляют жесткие требования, его производят из материалов высокого качества и обрабатывают на специальных высокоточных станках. В основном блоки цилиндров выполняют из перлитного серого чугуна с небольшими добавками легирующих элементов, но в последнее время их часто можно встретить из алюминия и даже магния. Из чугуна, в основном, изготавливают блоки для грузовых автомобилей и тракторной техники, а из алюминия — для легковых и спортивных автомобилей. На высокофорсированных спортивных двигателях с турбонаддувом в настоящее время стали выполнять блоки из комбинированных материалов, внутренняя часть которых отлита из алюминия, а внешняя (где располагается рубашка охлаждения) — из магния.
Алюминиевые и комбинированные блоки позволяют добиться серьезного снижения веса всего двигателя и автомобиля в целом, что является большим плюсом для спортивных автомобилей. За счет сложной конструкции лабиринтного типа с огромным количеством скрытых полостей блоки цилиндров отливают под высоким давлением. Именно высокое давление позволяет получить правильную форму, предотвратить образование неоднородности и воздушных полостей в «тело» металла.
Блоки цилиндров, которые изготавливают из комбинированного металла, получают более сложным способом – сначала отливают среднюю часть под высоким давлением из алюминия высокой чистоты, и только после этого внешнюю часть из магния. Технология изготовления блоков из комбинированных (Рисунок №1) металлов очень сложна и ответственна, именно поэтому такую конструкцию применяют только на очень дорогих автомобилях и, как правило, несерийного производства, где снижение веса двигателя оправдано. Однако чугунные блоки выдерживают более высокие нагрузки, они устойчивее к перегревам и обладают меньшей теплоемкостью. Теплоемкость чугуна позволяет быстрее прогреться двигателю до рабочей температуры, что позволит сократить время работы ДВС во время прогрева при эксплуатации в зимний период. Не стоит забывать, что и теплопроводность чугуна намного ниже (примерно в 4 раза) алюминия, из-за чего система охлаждения в таких двигателях работает в более сложных условиях.
 Рисунок №1 — Блок цилиндров автомобиля Ferrari 911 |
Читайте также
При изготовлении блока цилиндров учитывают способ монтажа гильз цилиндров (рисунок №3). Гильзы цилиндров изготавливают из высоких сортов стали. Гильзы цилиндров бывают либо съемные, либо влитые (вмонтированные в блок), в настоящее время чаще всего используют влитые гильзы. Влитые гильзы устанавливают в форму еще до образования самого блока цилиндров, который отливают вместе с гильзами за счет чего происходит диффузия одного металла в другой. Такой способ изготовления блока цилиндров снижает затраты на производство ДВС, но также снижает и ремонтопригодность двигателя в целом. В случае поломки вследствие естественного износа или других факторов, заменить гильзу не представляется возможным, и блок утилизируется целиком. Съемные гильзы могут быть как «мокрым», так и «сухими». «Мокрая» гильза соприкасается с охлаждающей жидкостью, а «сухая» устанавливается в дополнительную внутреннюю втулку и не соприкасается с жидкостью. Также в алюминиевых двигателях первых серий существовала острая проблема в использовании технологии установки гильзы, так, если гильзу вливали или устанавливали «сухую», то через некоторое время гильза расклепывала блок цилиндров за счет разных линейных колебаний вследствие воздействия температур. Из-за этого было отдано предпочтение «плавающим» «мокрым» гильзам. С начала 1980-х годов начали применять технологию запрессовки тонкостенной гильзы, окруженной алюминием, в блок цилиндров. Но у такого способа есть много недостатков.
Читайте также: Какое допустимое давление в тормозных цилиндрах грузовых вагонов без авторежима
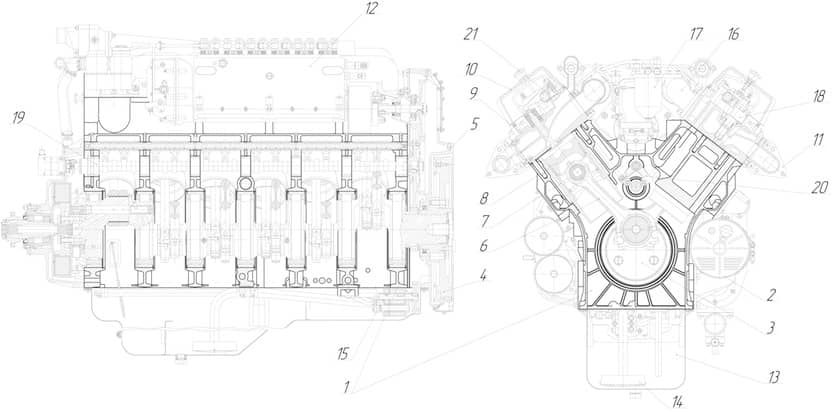 Рисунок №2 — Краткое описание устройства двигателя ЯМЗ 240 (жирным показан блок цилиндров) 1. блок цилиндров, 2. стартер, 3. вал коленчатый, 4. маховик, 5. кожух маховика, 6. шатун, 7. цилиндр, 8. поршень, 9. головка блока цилиндров, 10. крашка клапанная, 11. коллектор выпускной, 12. топливный насос высокого давления, 13. поддон картера, 14. маслозаборник, 15. масленный насос, 16. коллектор впускной, 17. фильтр тонкой очистки топлива, 18. форсунка высокого давления, 19. вал распределительный, 20. толкатель, 21. коромысло. |
Рубашка системы охлаждения выполняет очень важную роль в блоке цилиндров ДВС — она предоставляет доступ охлаждающей жидкости к нагретым деталям цилиндро-поршневой группы. Рубашка охлаждения представляет собой пустоты во внутренних полостях блока и проектируется таким образом, чтобы охлаждающая жидкость смогла эффективно и равномерно отводить тепло от нагретых деталей.
Также в блоке цилиндров расположены каналы для подачи смазывающей жидкости (моторного масла), ко всем трущимся поверхностям. Чаще всего такие каналы изготавливают в готовой отливке, а ненужные выходы закрывают пробками.
В блоке цилиндров располагаются все основные узлы двигателя внутреннего сгорания: коленчатый вал, поршни, приводной механизм ГРМ, поддон и т.д. Их относительное положение очень важно выдерживать в пределах допуска, указанного на чертеже. Несоблюдение этих требований приводит к браку или к резкому снижению ресурса работы ДВС. При изготовлении и обработке блока цилиндров очень важно соблюдать допуски на перпендикулярность осей цилиндров и оси коленчатого вала. Именно поэтому при обработке блока цилиндров важное значение имеет правильный выбор и подготовка баз, обеспечивающих постоянство установки деталей относительно инструментов и рабочих органов станка на всех операциях. Наиболее часто в качестве установочных баз при обработке блоков применяют плоскости достаточно большой протяженности и два отверстия, расположенные на наибольшем расстоянии. У блоков чаще всего в качестве установочных баз выбирают плоскости разъема или плоскости лап и отверстий для крепления, а в качестве черновой базы – отверстия под гильзы цилиндров и гнезда подшипников.
Гнезда для установки крышек коренных подшипников обычно обрабатывают набором фрез с последующей обработкой сборной протяжкой на специальных протяжных станках и обычных горизонтальных протяжных станках, оснащенных приспособлениями для закрепления детали и направления протяжки.
Торцовые поверхности крупных блоков обрабатывают на горизонтально-расточных станках.
Плоскости крышек цилиндров (головок) блоков крупных двигателей, особенно в тех случаях, когда поверхности деталей имеют выступы или выемки, обрабатывают на карусельных станках. Плоскости небольших блоков обрабатывают на продольно-шлифовальных протяжных станках.
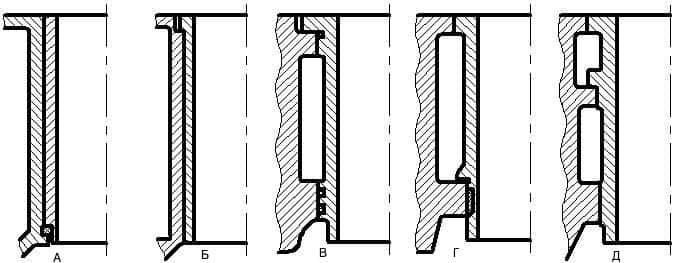 Рисунок №3 — типы гильз цилиндров. А — сухая без упорного буртика, Б — сухая с упорным буртиком, В — мокрая с верхним упорным фланцем, Г — мокрая с нижним упорным буртиком, Д — мокрая со средним упорным буртиком. |
Обработка основных отверстий производится на универсальных горизонтально-расточных и радиально-сверлильных станках по разметке.
Растачивание глухих отверстий ведется борштангами, консольно закрепленными в шпинделе станка. При обработке сквозных отверстий, а также для обеспечения правильного расположения и точности отверстий, станки оснащают приспособлениями, в которых расточные борштанги направляются неподвижными или вращающимися втулками.
В крупносерийном производстве растачивание отверстий под гильзы в крупных блоках производят на приспособлениях, размещенных на столе горизонтально-расточного станка с постоянными жестко закрепленными опорами борштанг и установкой блока на постоянные базовые поверхности. В крупносерийном производстве при обработке отверстий под гильзы в блоках средних и малых размеров широко применяются вертикальные и многошпиндельные станки. На этих станках деталь устанавливается на нижнюю полость и контрольные отверстия, а борштанги с набором резцов вращаются в верхних и нижних направляющих втулках. Одновременно с растачиванием отверстий под гильзы производится подрезание буртиков, на которые опирается гильза. Эти буртики должны быть точно обработаны по высоте и строго перпендикулярны оси отверстий под гильзы, так как это определяет размеры камеры сжатия и надежность уплотнения стыка блока с головками цилиндров.