

цилиндров соответствующие технические и экономические преимущества и недостатки должны тщательно взвешиваться друг относительно друга.
Нижеследующие главы дают обзор различных видов конструкций блоков цилиндров.
- Монолитные блоки
- Блоки из двух частей (с опорной плитой)
- Конструкция «Open-Deck» с отдельными, свободно стоящими цилиндрами
- Конструкция «Open-Deck» с вместе отлитыми цилиндрами
- Конструкция «Closed-Deck»
- Исполнения рубашки охлаждения
- Болтовое соединение головки блока цилиндров
- Блок цилиндров двигателя внутреннего сгорания
- Читайте также
Монолитные блоки
Под монолитными блоками понимаются конструкции блоков цилиндров, которые не имеют ни мокрых гильз, ни привёрнутых основных плит в форме корпуса коренных подшипников — опорной плиты (Bedplate) (изобр. 1). Для получения определённых поверхностей или прочности монолитные блоки могут иметь, однако, соответствующие заливаемые части в зоне отверстий цилиндров (вставки из серого чугуна, LOKASIL®-Preforms), а также заливаемые части из серого или ковкого чугуна и усиления волокном в зоне отверстий под коренные подшипники. Последние, однако, не отражают ещё состояния техники.
Изображение 1
PSA 4 Zyl. (ряд)
Блоки из двух частей (с опорной плитой)
У данной конструкции крышки коренных подшипников коленчатого вала размещены совместно в отдельной опорной плите (изобр. 2). Опорная плита соединена резьбовыми соединениями с картером и усилена залитым в алюминий шаровидным графитом с целью уменьшения люфта в коренных подшипниках, соответственно, чтобы компенсировать большее удельное температурное расширение алюминия. Таким путём достигаются чрезвычайно жёсткие конструкции блоков цилиндров. Как и у монолитных блоков цилиндров, здесь в зоне отверстий цилиндров могут также быть предусмотрены заливаемые части.
Конструкция «Open-Deck» с отдельными, свободно стоящими цилиндрами
У данной конструкции рубашка охлаждения открыта к плоскости разъёма головки блока цилиндров, и цилиндры стоят свободно в блоке цилиндров (изобр. 3). Перенос тепла от цилиндров к охлаждающему веществу, благодаря омыванию со всех сторон, равномерный и выгодный. Относительно большое расстояние между цилиндрами влияет, однако, у многоцилиндровых двигателей отрицательно на их конструктивную длину. Благодаря открытой кверху, относительно просто сконструированной полости для охлаждающего вещества, при изготовлении можно отказаться от применения песчаных стержней. Поэтому блоки цилиндров могут изготавливаться как методом литья под низким давлением, так и литьём под давлением.

Конструкция «Open-Deck» с вместе отлитыми цилиндрами
Логическим выводом для уменьшения конструктивной длины блоков цилиндров со свободно стоящими цилиндрами является уменьшение расстояния между цилиндрами. Из-за сдвигания цилиндров они должны быть, однако, исполнены в совместной отливке (изобр. 4). Это положительно влияет не только на конструктивную длину двигателей, но при этом увеличивается и жёсткость в верхней части цилиндров. Таким путём, можно, напр., у шестицилиндрового рядного двигателя сэкономить 60-70 мм на конструктивной длине. Перемычка между цилиндрами может быть при этом уменьшена на 7-9 мм. Данные преимущества перевешивают тот недостаток, что при охлаждении рубашка охлаждения между цилиндрами получается меньше.
Изображение 4
Volvo 5 Zyl. (Diesel)
Конструкция «Closed-Deck»
При данной концепции блока цилиндров, в противоположность конструкции «Open-Deck», верх цилиндров до отверстий для входа воды со стороны головки блока цилиндров закрыт (изобр. 1). Это влияет особенно положительно на уплотнение головки блока цилиндров. Преимущества данной конструкции имеются, в особенности, и тогда, если существующий блок цилиндров из серого чугуна должен быть переведён в алюминий. Из-за сравнимой конструкции (уплотняемая поверхность головки блока цилиндров) головка блока цилиндров и уплотнение головки блока цилиндров не должны претерпеть никаких изменений, соотв., только незначительные.
По отношению к конструкции «OpenDeck» исполнение «Closed-Deck», естественно, труднее изготовить. Причиной является закрытая рубашка охлаждения и из-за этого необходимый песчаный стержень рубашки охлаждения. Также выдерживание узких полей допусков толщины стенок цилиндров усложняется при применении песчаных стержней. Блоки цилиндров «ClosedDeck» могут изготавливаться как методом свободного литья в формы, так и методом литья под низким давлением.
Читайте также: Как сделать цилиндр из бумаги своими руками пошагово
По причине соместно отливаемых цилиндров и возникающей благодаря этому более высокой жёсткости в верхней части цилиндров данная конструкция имеет, по сравнению с конструкцией «Open-Deck», большие резервы нагрузки.
Изображение 1
Mercedes 4 Zyl. (ряд)
Алюминиевые блоки цилиндров с мокрыми гильзами
Данные блоки цилиндров изготавливаются большей частью литьём из более дешёвого алюминиевого сплава и оснащаются мокрыми гильзами цилиндров из серого чугуна. Предпосылкой применения данной концепции является овладение конструкцией «Open-Deck» со связанной с ней проблематикой уплотнения. При этом речь идёт о конструкции, которая больше не применяется при серийном изготовлении двигателей легковых автомобилей. Типичным представителем производства KS был V6- блок PRV (Peugeot/Renault/Volvo) двигателя (изобр. 2).
Такие блоки цилиндров применяются в настоящее время только в спортивном и гоночном двигателестроении, где проблема затрат отступает, скорее, на второй план. Там применяются, однако, гильзы не из серого чугуна, а высокопрочные мокрые алюминиевые гильзы с рабочими поверхностями цилиндров, покрытыми никелем.
Исполнения рубашки охлаждения
При переходе от блоков цилиндров из серого чугуна к блокам из алюминия стремились ранее к тем же конструктивным размерам при исполнении из алюминия, которые уже существовали в исполнении из серого чугуна. По этой причине глубина рубашки охлаждения (размер «X»), окружающей цилиндр, соответствовала у первых алюминиевых блоков вначале только до 95% длины отверстий цилиндров (изобр. 3).
Благодаря хорошей теплопроводности алюминия как рабочего материала глубина рубашки охлаждения (размер «X») смог быть выгодно уменьшен до величины от 35 до 65 % (изобр. 4). Благодаря этому был уменьшен не только объём воды, и, тем самым, вес двигателя, но и также был достигнут более быстрый нагрев воды для охлаждения. Благодаря укороченному, сберегающему мотор времени нагрева сокращается также время нагрева катализатора, что особенно благоприятно влияет на выделение вредных веществ.
В производственно-техническом отношении уменьшенные глубины рубашки охлаждения также принесли преимущества. Чем короче стальные литейные стержни для рубашки охлаждения, тем меньше тепла воспринимают они в процессе литья. Это сказывается как в большей стойкости формы, так и в увеличении производительности, благодаря уменьшению такта выпуска.


Болтовое соединение головки блока цилиндров

1. Усилие болта болтов крепления головки блока цилиндров /2. Уплотняющее усилие между головкой блока цилиндров и её уплотнением / 3. Деформация цилиндра (представлено очень утрированно) / 4. Находящаяся вверху резьба болта /5. Глубоко лежащая резьба болта
Для того, чтобы деформацию цилиндра при монтаже головки блока цилиндров поддерживать по возможности малой, бобышки под болты — утолщения для резьбовых отверстий болтов крепления головки блока цилиндров — связаны с наружной стенкой цилиндра. Прямой контакт со стенкой цилиндра вызвал бы несравненно большие деформации при затяжке болтов. Дальнейшие улучшения даёт также глубоко лежащая резьба. На изображениях 1 и 2 показаны различия деформаций цилиндров, получающиеся при находящейся вверху и глубоко лежащей резьбе болта.
Дальнейшие возможности — в применении заливаемых стальных гаек вместо обычных резьбовых отверстий, с целью избежать проблем перекоса и прочности (особенно у дизельных двигателей прямого впрыска). У некоторых конструкций применяются длинные стяжные болты,практически провёрнутые через плиту блока цилиндров (изобр. 3) или прямо соединённые с опорой подшипников (изобр. 4).
Блок цилиндров двигателя внутреннего сгорания
Что такое блок цилиндров, какие функции он выполняет и как изготавливается?
Блок цилиндров (блок двигателя) является основной и базовой деталью двигателя внутреннего сгорания, на него приходится основная часть нагрузки и в нем размещаются основные узлы и механизмы. Поэтому к блоку цилиндров предъявляют жесткие требования, его производят из материалов высокого качества и обрабатывают на специальных высокоточных станках. В основном блоки цилиндров выполняют из перлитного серого чугуна с небольшими добавками легирующих элементов, но в последнее время их часто можно встретить из алюминия и даже магния. Из чугуна, в основном, изготавливают блоки для грузовых автомобилей и тракторной техники, а из алюминия — для легковых и спортивных автомобилей. На высокофорсированных спортивных двигателях с турбонаддувом в настоящее время стали выполнять блоки из комбинированных материалов, внутренняя часть которых отлита из алюминия, а внешняя (где располагается рубашка охлаждения) — из магния.
Алюминиевые и комбинированные блоки позволяют добиться серьезного снижения веса всего двигателя и автомобиля в целом, что является большим плюсом для спортивных автомобилей. За счет сложной конструкции лабиринтного типа с огромным количеством скрытых полостей блоки цилиндров отливают под высоким давлением. Именно высокое давление позволяет получить правильную форму, предотвратить образование неоднородности и воздушных полостей в «тело» металла.
Блоки цилиндров, которые изготавливают из комбинированного металла, получают более сложным способом – сначала отливают среднюю часть под высоким давлением из алюминия высокой чистоты, и только после этого внешнюю часть из магния. Технология изготовления блоков из комбинированных (Рисунок №1) металлов очень сложна и ответственна, именно поэтому такую конструкцию применяют только на очень дорогих автомобилях и, как правило, несерийного производства, где снижение веса двигателя оправдано. Однако чугунные блоки выдерживают более высокие нагрузки, они устойчивее к перегревам и обладают меньшей теплоемкостью. Теплоемкость чугуна позволяет быстрее прогреться двигателю до рабочей температуры, что позволит сократить время работы ДВС во время прогрева при эксплуатации в зимний период. Не стоит забывать, что и теплопроводность чугуна намного ниже (примерно в 4 раза) алюминия, из-за чего система охлаждения в таких двигателях работает в более сложных условиях.
Читайте также: Цилиндр с внутренней резьбой м6х22
 Рисунок №1 — Блок цилиндров автомобиля Ferrari 911 |
Читайте также
При изготовлении блока цилиндров учитывают способ монтажа гильз цилиндров (рисунок №3). Гильзы цилиндров изготавливают из высоких сортов стали. Гильзы цилиндров бывают либо съемные, либо влитые (вмонтированные в блок), в настоящее время чаще всего используют влитые гильзы. Влитые гильзы устанавливают в форму еще до образования самого блока цилиндров, который отливают вместе с гильзами за счет чего происходит диффузия одного металла в другой. Такой способ изготовления блока цилиндров снижает затраты на производство ДВС, но также снижает и ремонтопригодность двигателя в целом. В случае поломки вследствие естественного износа или других факторов, заменить гильзу не представляется возможным, и блок утилизируется целиком. Съемные гильзы могут быть как «мокрым», так и «сухими». «Мокрая» гильза соприкасается с охлаждающей жидкостью, а «сухая» устанавливается в дополнительную внутреннюю втулку и не соприкасается с жидкостью. Также в алюминиевых двигателях первых серий существовала острая проблема в использовании технологии установки гильзы, так, если гильзу вливали или устанавливали «сухую», то через некоторое время гильза расклепывала блок цилиндров за счет разных линейных колебаний вследствие воздействия температур. Из-за этого было отдано предпочтение «плавающим» «мокрым» гильзам. С начала 1980-х годов начали применять технологию запрессовки тонкостенной гильзы, окруженной алюминием, в блок цилиндров. Но у такого способа есть много недостатков.
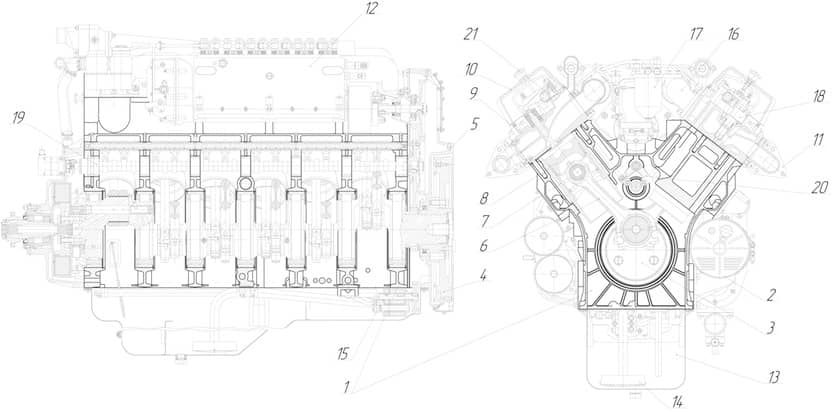 Рисунок №2 — Краткое описание устройства двигателя ЯМЗ 240 (жирным показан блок цилиндров) 1. блок цилиндров, 2. стартер, 3. вал коленчатый, 4. маховик, 5. кожух маховика, 6. шатун, 7. цилиндр, 8. поршень, 9. головка блока цилиндров, 10. крашка клапанная, 11. коллектор выпускной, 12. топливный насос высокого давления, 13. поддон картера, 14. маслозаборник, 15. масленный насос, 16. коллектор впускной, 17. фильтр тонкой очистки топлива, 18. форсунка высокого давления, 19. вал распределительный, 20. толкатель, 21. коромысло. |
Читайте также: Suzuki djebel 200 цилиндр
Рубашка системы охлаждения выполняет очень важную роль в блоке цилиндров ДВС — она предоставляет доступ охлаждающей жидкости к нагретым деталям цилиндро-поршневой группы. Рубашка охлаждения представляет собой пустоты во внутренних полостях блока и проектируется таким образом, чтобы охлаждающая жидкость смогла эффективно и равномерно отводить тепло от нагретых деталей.
Также в блоке цилиндров расположены каналы для подачи смазывающей жидкости (моторного масла), ко всем трущимся поверхностям. Чаще всего такие каналы изготавливают в готовой отливке, а ненужные выходы закрывают пробками.
В блоке цилиндров располагаются все основные узлы двигателя внутреннего сгорания: коленчатый вал, поршни, приводной механизм ГРМ, поддон и т.д. Их относительное положение очень важно выдерживать в пределах допуска, указанного на чертеже. Несоблюдение этих требований приводит к браку или к резкому снижению ресурса работы ДВС. При изготовлении и обработке блока цилиндров очень важно соблюдать допуски на перпендикулярность осей цилиндров и оси коленчатого вала. Именно поэтому при обработке блока цилиндров важное значение имеет правильный выбор и подготовка баз, обеспечивающих постоянство установки деталей относительно инструментов и рабочих органов станка на всех операциях. Наиболее часто в качестве установочных баз при обработке блоков применяют плоскости достаточно большой протяженности и два отверстия, расположенные на наибольшем расстоянии. У блоков чаще всего в качестве установочных баз выбирают плоскости разъема или плоскости лап и отверстий для крепления, а в качестве черновой базы – отверстия под гильзы цилиндров и гнезда подшипников.
Гнезда для установки крышек коренных подшипников обычно обрабатывают набором фрез с последующей обработкой сборной протяжкой на специальных протяжных станках и обычных горизонтальных протяжных станках, оснащенных приспособлениями для закрепления детали и направления протяжки.
Торцовые поверхности крупных блоков обрабатывают на горизонтально-расточных станках.
Плоскости крышек цилиндров (головок) блоков крупных двигателей, особенно в тех случаях, когда поверхности деталей имеют выступы или выемки, обрабатывают на карусельных станках. Плоскости небольших блоков обрабатывают на продольно-шлифовальных протяжных станках.
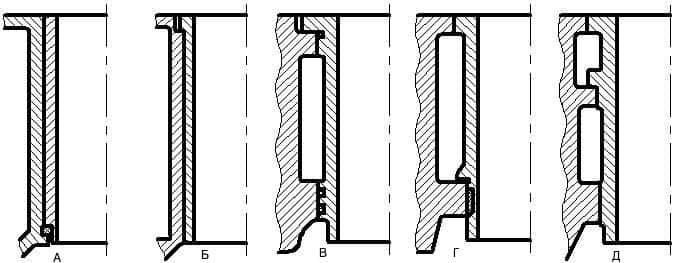 Рисунок №3 — типы гильз цилиндров. А — сухая без упорного буртика, Б — сухая с упорным буртиком, В — мокрая с верхним упорным фланцем, Г — мокрая с нижним упорным буртиком, Д — мокрая со средним упорным буртиком. |
Обработка основных отверстий производится на универсальных горизонтально-расточных и радиально-сверлильных станках по разметке.
Растачивание глухих отверстий ведется борштангами, консольно закрепленными в шпинделе станка. При обработке сквозных отверстий, а также для обеспечения правильного расположения и точности отверстий, станки оснащают приспособлениями, в которых расточные борштанги направляются неподвижными или вращающимися втулками.
В крупносерийном производстве растачивание отверстий под гильзы в крупных блоках производят на приспособлениях, размещенных на столе горизонтально-расточного станка с постоянными жестко закрепленными опорами борштанг и установкой блока на постоянные базовые поверхности. В крупносерийном производстве при обработке отверстий под гильзы в блоках средних и малых размеров широко применяются вертикальные и многошпиндельные станки. На этих станках деталь устанавливается на нижнюю полость и контрольные отверстия, а борштанги с набором резцов вращаются в верхних и нижних направляющих втулках. Одновременно с растачиванием отверстий под гильзы производится подрезание буртиков, на которые опирается гильза. Эти буртики должны быть точно обработаны по высоте и строго перпендикулярны оси отверстий под гильзы, так как это определяет размеры камеры сжатия и надежность уплотнения стыка блока с головками цилиндров.