
Энциклопедический словарь, 1998 г. Значение слова в словаре Энциклопедический словарь, 1998 г.
СКОБА измерительная подковообразный инструмент для контроля наружных размеров деталей машин (диаметров валов и т.п.).
Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова. Значение слова в словаре Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова.
ж. Изогнутая полукругом металлическая полоса, вбиваемая во что-л. и служащая в качестве ручки чего-л., опоры при подъеме и т.п. Название деталей, приборов, инструментов и т.п. такой формы. Изогнутая под углом железная полоса или проволока, служащая для.
Примеры употребления слова скоба в литературе.
Когда Бойс помедлил, горящие факелы, вставленные в скобы в стене, замерцали, отбрасывая причудливые тени через банкетный стол.
Это связано с изнурительным трудом, выбиранием из танка буксировочных тросов и подсоединением тросов к соединительным скобам.
Затем, взявшись за оконные скобы, закрыл вдвижную оконную раму, которая вся, словно соты, состояла из множества свинцовых угловато-округлых ячеек со вставленными в них стеклами.
Заправляя самолет множество раз еще курсантами в училище, мы накрепко усвоили вдолбленный старыми техниками урок: статические заряды бензозаправщика и самолета должны быть уравнены еще до нажатия спусковой скобы, а в процессе заправки пистолет должен быть плотно, без зазора прижат к горловине.
Вместе с Пьеро они подняли и перетащили валек с доктором Лектером на вильчатый рычаг и вдели в укрепленную на нем скобу, перед кабиной.
Источник: библиотека Максима Мошкова
КОНТРОЛЬ И ИЗМЕРЕНИЕ ДИАМЕТРОВ ВАЛОВ И ОТВЕРСТИЙ
Требования, записанные в технологических процессах, обязательны как к окончательным, так и к операционным, т. е. промежуточным, размерам. Невыполнение операционных размеров, которые могут быть предельными, может привести к забракованию детали, так как на последующей операции не всегда удастся достигнуть требуемой точности размеров и геометрической формы.
1.1. Для контроля диаметров валов наиболее часто используют гладкие предельные калибры-скобы. Контроль больших размеров или размеров, недоступных для стандартных калибров, производят специальными калибрами-скобами.
3) возможность использования для контроля деталей непосредственно на станке.
1) достоверность результата измерения будет убывать с увеличением размера скобы. Для жестких скоб с размерами более 300мм это различие в размерах может составлять 20—30 мкм и более, что значительно искажает результаты измерения. Поэтому при контроле жесткими скобами валов больших размеров эту разницу следует учитывать.
При контроле валов станочником, мастером или контролером ОТК, используются рабочими калибрами, имеющие клейма:
Р—ПР (проходная сторона или проходной рабочий калибр)
Р—НЕ (непроходная сторона или непроходной рабочий калибр).
При контроле валов, сданных на склад, пользуются приемными калибрами, имеющими клейма:
П—ПР (проходная сторона или проходной приемный калибр)
П—НЕ (непроходная сторона или непроходной приемный калибр). Приемные проходные калибры имеют смещенное поле допуска, учитывающее возможность изготовления детали по изношенным рабочим проходным калибрам.
Читайте также: Авария в валах сегодня
1.2. Для контроля диаметров отверстийиспользуют предельные гладкие калибры-пробки. Контроль диаметров отверстий больших размеров или размеров, недоступных для стандартных калибров, производят специальными калибрами.
3)применяют для контроля деталей как снятых со станка, так и в процессе обработки.
Надежность контроля отверстий пробками достаточно высока, т.к. пробки почти де изнашиваются.
1.3. Для определения действительных размеров валов и отверстий применяют универсальные измерительные инструменты и приборы: штангенциркули, микрометры, рычажные микрометры, рычажные скобы, микрометрические нутромеры, индикаторные нутромеры и др.
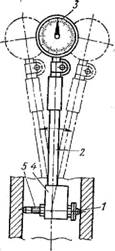
Схема измерения диаметра отверстия с помощью индикаторного нутромера: рис. Прибор состоит из длинной трубки 2, в которой помещен шток, связывающий измерительный наконечник 1 прибора с измерительным штифтом индикатора 3. Трубка 2 соединена с корпусом нутромера 4, в котором помимо рычажной передачи находится поперечная трубка,, несущая на одном конце-измерительный наконечник 1, а на другом — регулируемый сменный удлинитель 5, с помощью которого можно производить измерения диаметров отверстий в разных интервалах. При измерениях индикаторный нутромер следует покачивать, как показано на рисунке, для того чтобы найти наименьшее показание, соответствующее кратчайшему расстоянию между диаметрально противоположными образующими измеряемого отверстия.
Для измерения внутренних диаметров отверстий применяют также рычажные нутромеры, имеющие пределы измерения 11 — 120 мм, и клиновые нутромеры с пределами измерения 5— 250 мм.
Предельные погрешности измерения клиновыми и рычажными нутромерами значительно меньше, чем погрешности измерения индикаторными нутромерами, и составляют у рычажных ±0,008 мм, у клиновых ±0,001—±0,0005 мм.
В крупносерийном и массовом производстве для проверки точных диаметров валов и отверстий широко применяют пневматические приборы высокого или низкого давления, работающие в сочетании со специальными измерительными головками (скобами и пробками), а также оптико-механические измерительные приборы и др.
1.4. Для контроля диаметров больших размеров применяют:
1) жесткие линейные скобы, имеющие меньшую массу и большую жесткость. Такие скобы применяют для размеров 1500—2000 мм и более. Использование возможно только для контроля детали с торца из-за малого вылета губок скобы, также применяются для измерения линейных размеров
2) Микрометры — производят измерение диаметров валов в любом месте осевого сечения
4) диаметральные скобы — производят измерение диаметров валов в любом месте осевого сечения
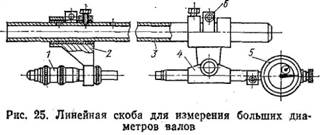
Линейная скоба имеет микрометрическую головку 1, перемещающуюся по трубе 3 с кронштейном 2, в котором она закреплена и индикатор 5, перемещающийся по трубе 3 с кронштейном 4. В требуемом положении кронштейны 4 и 2 фиксируют с помощью винтовых устройств 6. Линейными скобами можно определять размеры торца детали только со стороны, поэтому их используют для измерения диаметров наружных поверхностей деталей типа дисков, колец фланцев, крышек и т. п.
Для измерения больших наружных диаметров валов с торца могут применять также штангенциркули.
Недостаток: точность измерения ими меньше точности измерения инструментами с микрометрическими измерительными головками, у которых отсчет по нониусу производят с точностью 0,01 мм, в то время как нониус штангенинструмента, как правило, имеет точность отсчета 0,05 мм и грубее. Выпускают облегченные штангенциркули с величиной отсчета по нониусу 0,1 мм и с пределами измерения 1500—3000 мм и 2000— 4000 мм. Линейные скобы с микрометрическими головками и штангенциркули применяют также для измерения длин деталей.
Читайте также: Не запускается компрессор в холодильнике в чем причина
Для измерения больших диаметров валов применяют инструменты, основанные на косвенных методах:
1) При использовании способа опоясывания применяют рулетки с длиною стальной ленты 10—50 м, и специальные измерительные стальные ленты, При применении рулетки ее лентой опоясывают вал и снимают показание со шкалы ленты, равное длине окружности. Известно, что длина окружности L=πD, где D — диаметр детали. Следовательно, значение диаметра будет равно D = L/π. При измерении больших диаметров в серийном производстве применяют специальные ленты, имеющие определенную длину. Опоясывая такой лентой 1 измеряемую деталь (рис. 26, а), проверяют зазор а между торцами ленты с помощью щупа. При этом диаметр D = L+а/π, где L — длина ленты; а — зазор между торцами ленты.
При таком методе измерения необходимо хорошее натяжение ленты (до ее полного прилегания к поверхности вала), поэтому применяют грузы или специальные натяжные устройства, у специальных лент приваривают натяжные ушки.
2) метод измерения диаметра вала по хорде и высоте сегмента с помощью штангенциркуля: рис. 26, б. Определяемый диаметр D рассчитывают по формуле
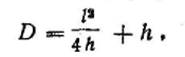
где l — длина хорды (или величина отсчета по шкале штангенциркуля), h — высота сегмента или вылет губок штангенциркуля (величина постоянная).
3) метод измерения диаметра вала по хорде и высоте сегмента с помощью седлообразного прибора 3 с клиновыми вставками: рис. 26, в. Для данного случая измерения рассчитывают отклонение ΔD диаметра детали от номинального;
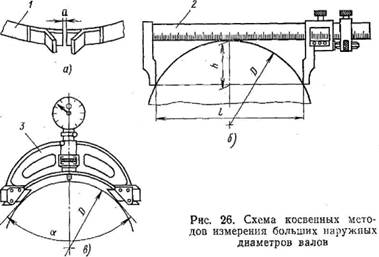
где а — угол между измерительными плоскостями конических вставок; Δh — величина отклонения, отсчитанная по шкале измерительного прибора.
Седлообразные приборы перед измерением настраивают на нулевое деление по радиусным калибрам или шаблонам, радиусы которых равны номинальному размеру радиуса измеряемой детали.
К косвенным методам измерения больших диаметров относятся измерения детали на станке от дополнительных измерительных баз.
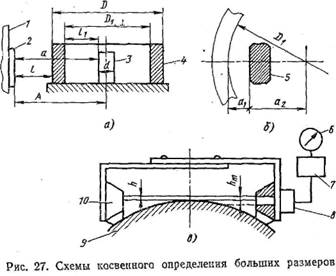
Схема определения от дополнительных баз размеров детали с большими габаритными размерами, обрабатываемой на токарно-карусельном станке: рис. 27а. На колонке 1 станка закреплена закаленная пластина 2, расстояние А до которой от оси вращения планшайбы станка должно быть строго определенным. Это обеспечивается установкой на планшайбе станка контрольной оправки 3 диаметром d и от которой определяют размер а до пластаны 2. Тогда А = а + 0,5d. Его клеймят из пластине 2. При обработке детали 4 для измерения ее наружного диаметра D достаточно измерить расстояние l между пластиной и образующей детали: D = 2 (А-l).
1) обеспечивает требуемую точность при обработке по 3-му классу точности.
2) возможность определить погрешности формы обрабатываемой поверхности.
Дата добавления: 2016-02-02 ; просмотров: 14182 ;
Методы измерения валов
Под измерением валов подразумевают снятие геометрических, линейно-угловых и других параметров — не только с продолговатых цилиндрических изделий, «стержней», так как любой предмет с постоянной формой можно рассматривать как осевой вал: даже у куба есть условная ось вращения, которая после обработки, к примеру, на токарном станке (с превращением в цилиндр) обретает реальное значение. Происхождение тематического термина в большей степени основано на методологии выполняемых замеров: когда тестируемый экземпляр закрепляют за две крайние «точки» и начинают вращать с тактильным или оптическим считыванием необходимых данных.
Читайте также: Компрессор из шприца для аквариума своими руками
Элементарные и поэтапные измерения валов
До появления современных приборов со сложной электронной начинкой для снятия сравнительно точных размеров использовали штангенциркули, а для стандартизированного контроля — калибры-кольца и калибры-пробки. Кольцевыми приспособлениями замеряют внешний диаметр, калиброванными пробками — внутренний; на одном инструменте, только с разных сторон находится проходной (эталонный) и непроходной калибры. Простейшее измерение вала подразумевает получение информации о диаметре (внешнем/внутреннем) и длине. Чтобы проверить соответствие определенному стандарту, достаточно использовать подходящий эталон. Но в случае с коленчатым автомобильным валом потребуется целый комплекс измерительных действий, а вал шестерни часового механизма даже не всякому микрометру будет по силам правильно измерить.
Точное снятие сложных замеров
Основная трудность заключается не столько в сложной форме, сколько в необходимости придерживаться критериев допуска, которые могут измеряться минимальными микронными значениями. По «золотому правилу» международных измерительных стандартов степень погрешности не должна превышать десятой доли от допустимых разногласий в размерах. То есть, при допуске 0,1 мм максимальное отклонение в измерении валов составляет — 0,01 мм (или 10 микрон). Теперь представим, что деталь имеет сложную осевую форму со ступенчатыми переходами и техническими «канавками» — если под каждый составной размер выставлять отдельно прибор, то с учетом приблизительно тридцатисекундных фаз может потребоваться несколько минут, чтобы полностью выполнить только одно измерение. Сколько же уйдет времени, чтобы таким медленным способом в условиях массового производства проверить каждую деталь, и можно ли существенно ускорить выполнение замеров с сохранением высокой точности результатов?
Современное измерительное оборудование валов.
Компания «Остек» предлагает измерительную систему с оптическим детектором, сторона квадратного пикселя в котором составляет — четыре микрона. Модель MTL X5 от Vici Vision способна выполнять измерение геометрических параметров валов диаметром 16 мм и длиной 10 сантиметров. Принцип действия заключается в подаче яркого пучка света, который создает четкую тень, а линейная камера считывает контур и передает его геометрию для программного анализа. Прибор в автоматическом режиме способен контролировать мельчайшие внешние параметры изделия, а именно:
- расстояния между контрольными точками, углы, длины, радиусы;
- симметрию, параллельное или перпендикулярное расположение линий;
- цилиндрические контуры вращения, соосность, биение;
- асимметрические размеры и соотношения в сложноформенных деталях.
Оптический измерительный контролер после замеров выдает отчетную информацию менее чем за одну минуту после запуска процесса, что значительно ускоряет «потоковую» проверку и сокращает количество незамеченного брака. Одним прибором для измерения валов Vici Vision MTL X5 можно обслуживать несколько производственно-технологических участков, а также быстро проверить все изделия из товарной партии при ее получении на выезде. Устройство с успехом применяют для проверок стоматологических имплантатов, мельчайших механических элементов, входящих в конструкцию медицинского и другого сверхточного оборудования.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала