
Как известно, валы электродвигателя и основного механизма соединяют муфтами. Непременным условием такого соединения является соосность валов, т. е. совпадение их осей. При отсутствии соосности нарушается нормальная работа агрегата, в результате чего появляется вибрация, вызывающая ускоренный износ подшипников и полумуфт. Несоосность валов и повышенная вибрация часто являются причиной поломок и аварийных остановов оборудования. Операцию по приведению валов в соосное состояние называют центровкой.
Смещения соединяемых валов могут быть трех видов: продольное, поперечное и угловое. У каждой пары соединяемых валов обычно имеются все три вида смещений, так как с абсолютной точностью отцентровать валы невозможно. Центровку считают выполненной, если отклонения валов от правильного положения находятся в пределах норм, установленных сборочными чертежами или техническими условиями на сборку агрегата.
Для сборки и установки механизмов существуют общие правила: вначале по чертежу устанавливают основной (приводимый) механизм, а затем – электродвигатель. Вал электродвигателя прицентровывают к валу основного механизма. Если между основным механизмом и электродвигателем имеются зубчатый привод и редуктор, привод прицентровывают к основному механизму, редуктор – к приводу, а электродвигатель – к редуктору. Соосности валов при центровке добиваются во всех случаях, изменяя положение прицентровываемого механизма, а не ранее установленного.
До начала центровки должны быть закончены ремонтные работы по основному механизму и электродвигателю и проверено состояние узлов агрегата. Болты крепления фундаментной рамы и подшипников должны быть прочно затянуты.
Валы механизма и электродвигателя центрируют обычно по полумуфтам в следующей последовательности: предварительно выверяют ось вала электродвигателя по оси вала механизма; устанавливают центровочные скобы на полумуфты и скобы с отжимными болтами на фундаментную раму электродвигателя; окончательно центрируют вал электродвигателя относительно вала механизма по диаграмме центровки и также по диаграмме производят контрольную проверку центровки валов.
Электродвигатель устанавливают на фундаментную раму таким образом, чтобы было выдержано осевое расстояние между полумуфтами, предусмотренное чертежом. Перед замером этого расстояния роторы электродвигателя и механизма сдвигают друг к другу до упора. Если специальных указаний не имеется, расстояние между полумуфтами при сдвинутых роторах – не менее 4 мм для небольших агрегатов и не менее 8 мм – для больших.
Линейкой и клиновым щупом предварительно выверяют ось вала электродвигателя по оси вала механизма. Вначале накладывают линейку на верхние образующие полумуфт (рис. 3.11, а) и проверяют совпадение осей валов в вертикальной плоскости. Оси валов совпадают, если линейка прилегает к обеим полумуфтам без просвета.
Чтобы оси валов совпали по вертикали, поднимают вверх или опускают вниз электродвигатель, подкладывая стальные прокладки под его лапы. Достигнув совпадения осей валов по вертикали, проверяют клиновым щупом горизонтальность вала электродвигателя. Для этого заводят щуп в зазор между полумуфтами сверху и снизу (рис. 3.11, б). Неравенство зазоров свидетельствует о негоризонтальности вала электродвигателя. Горизонтальности добиваются, устанавливая подкладки под соответствующие лапы электродвигателя или снимая их. При этом стараются не нарушить ранее достигнутую выверку валов по высоте.
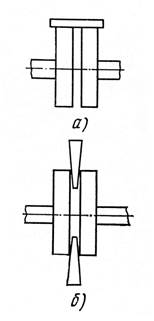
Рис. 3.11. Предварительная выверка осей валов по вертикали линейкой (а), по горизонтали – клиновым щупом (б).
После достижения горизонтальности вала электродвигателя проверяют совпадение осей валов в горизонтальной плоскости, прикладывая к боковым образующим полумуфт линейку. Одновременно клиновым щупом проверяют зазоры между полумуфтами и выравнивают электродвигатель в горизонтальной плоскости.
Читайте также: Как правильно отцентровать диск сцепления без первичного вала
Окончив предварительную выверку, поворачивают валы в положение, при котором риски на полумуфтах совпадут. На полумуфты устанавливают центровочные скобы (рис. 3.12, а), а на фундаментную раму электродвигателя – скобы с отжимными болтами (рис. 3.12, б).Между центровочными скобами винтами устанавливают зазоры в пределах 1–2 мм. Чтобы убедиться, что скобы не будут задевать друг друга, оба вала одновременно поворачивают на один оборот.
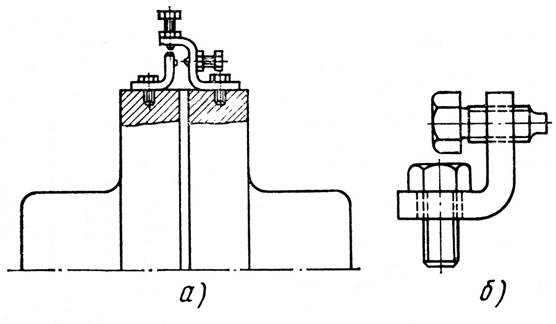
Рис. 3.12. Приспособления для центрирования валов:
а – центровочные скобы, б – скоба с отжимными болтами
При окончательной центровке поворачивают обе полумуфты в положении I, II, III и IV (рис. 3.13, а) и в каждом из них замеряют пластинчатым щупом радиальные и торцевые (осевые) зазоры между центровочными скобами. Размеры зазоров записывают на круговой диаграмме (рис. 3.13, б), где отмечают соответствующие положения. Радиальные зазоры а1 – а4 обычно записывают снаружи окружности, а торцевые Т1 – Т4 – внутри.
При проверке центровки по скобам вращают полумуфты в одну сторону. В каждом положении перед замером зазоров сближают полумуфты до предела и затягивают все фундаментные болты электродвигателя. Центровку по круговой диаграмме ведут до тех пор, пока не будут одинаково расположены на одном диаметре радиальные зазоры и соответствующие им торцевые.
Для частот вращения вала 1500; 750; 500 об/мин допустимая разница диаметрально противоположных зазоров между центровочными скобами составляет 0,07–0,11; 0,1–0,12; 0,15–0,2 мм соответственно.
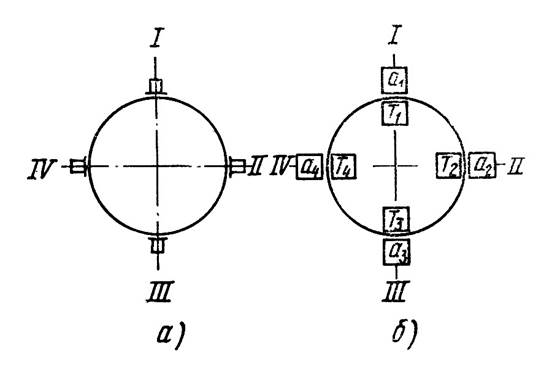
Рис. 3.13. Центрирование осей валов по круговой диаграмме:
а – положение полумуфт, при котором замеряют зазоры между центровочными скобами, б – круговая диаграмма
Для получения равенства зазоров между центровочными скобами в диаметрально противоположных положениях осторожно перемещают электродвигатель в горизонтальной плоскости отжимными болтами, а по высоте – рычагами или домкратами. При этом уменьшают или увеличивают общую толщину прокладок под соответствующими лапами электродвигателя. Нельзя перемещать электродвигатель ударами кувалды. После каждого перемещения привода туго затягивают болты, которыми электродвигатель крепится к фундаментной раме.
Контрольную проверку правильности замеров при центровке выполняют в положении I после поворота полумуфт на 360°. При повторном измерении зазоры в положении I должны быть равны зазорам, полученным при первоначальном измерении в этом же положении.
Для ускорения центровки валов применяются также центровочные скобы с микрометрическими винтами и клиновые домкраты.
Центровочные скобы с микрометрическими винтами показаны на рис. 3.14. К концу 1 вала хомутом 3 крепится штатив 2 с кронштейном 4 и микрометрическим винтом 5. На конце 10 вала закрепляется штатив 8 с кронштейном и микрометрическим винтом 7.Микрометрические винты 5 и 7 служат для измерения радиальных и осевых зазоров соответственно.

Рис. 3.14. Центровочные скобы с микрометрическими винтами для центрирования валов:
5, 7 – микрометрические винты
Зазоры измеряют так же, как и при обычной центровке. При совместном вращении обеих полумуфт (или валов) в четырех положениях замеряют зазоры с помощью микрометрических винтов, возвращая каждый раз винт в первоначальное положение. Использование микрометрических винтов повышает точность замеров и ускоряет центровку.
Читайте также: Как поменять подшипник компрессора кондиционера шевроле авео
Перемещение тяжелых электродвигателей при центровке в вертикальной плоскости производят клиновыми домкратами (рис. 3.15), которые устанавливают между фундаментом (фундаментной рамой) и электродвигателем. Домкрат состоит из корпуса 4,винта 3,верхнего 2 и нижнего 1 клиньев. Домкрат заводится под электродвигатель клиновой частью и при вращении винта клин 1 приподнимает клин 2,поджимающий электродвигатель.
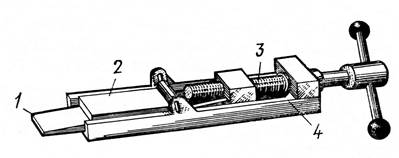
Рис. 3.15. Клиновой домкрат для центрирования валов:
1, 2 – нижний и верхний клинья, 3 – винт, 4 – корпус
Видео:ОТВЕТЫ НА ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ: центровка валов насосных агрегатовСкачать

Центровка валов для насаживания муфт

Видео:Как выставить соосность вала, и устранить эффект мягкой лапы.Скачать

Центровка валов
По конструкции валы могут работать или совместно на изгиб и кручение (основной случай) или только на кручение (что реже), оси — работают только на изгиб. Основное их отличие в том, что
Для правильной оценки прочности вала следует внимательно назначать воспринимаемую им рассчетную нагрузку, с учетом наибольших, хоть и редко встречаемых значений, так и в части ее изменений во времени с учетом абсолютных и относительных нагрузок различных уровней, важно насколько возможно точно выявить характер и величину нагрузок. Основным условием, определяющим надежность и долговечность эксплуатации электрических машин является правильно выполненная центровка валов.
Центровка валов включает в себя две основные операции: выверку оси общего вала (выверку линии валов) и собственно центровку, то есть устранение боковых и угловых смещений машин и механизмов.
Для обеспечения правильного распределение нагрузок между подшипниками валы соединяемых машин должны быть установлены в такое положение, при котором торцовые плоскости полумуфт в горизонтальной и вертикальной плосткостях будут параллельны, а оси валов продолжением одна другой, без смещений. Под действием собственного веса ротора ось вала каждой электрической машины принимает несколько изогнутую форму. Если соединяемые валы установить строго горизонтально, то изгибы осей валов приведут к тому, что торцовые плосткости полумуфт не будут параллельны и получат раскрытие сверху. В этом случае оси валов будут продолжением одна другой. При работе такого агрегата его валы будут вибрировать, оказывая вредное влияние на подшипники и другие части механизма.
Выверка линии валов по уровню. При одновременном монтаже двух частей (например, двигатель и генератор), для выполнения этой операции есть несколько способов.
Несоосностью валов называют такое их взаимное расположение, при котором центрируемые оси и имеют боковое (радиальное) или угловое (осевое) смещение относительно друг друга.
Величины допустимых смещений определяются конструецией применяемых муфт, имеющих разную компенсационную способность. Под компенсационной способностью следует понимать способность некоторых типов муфт компенсировать неточность выверки соосности валов соединяемых машин.
Валы, соединяемые при помощи жесткой поперечно-свертной муфты практически не допускают боковых и угловых смещений так как при таком соединении они должны работать как общий вал.
Технологическая последовательность операций по монтажу электрических машин зависит от их габаритов и способов поставки (в собранном или разобранном виде).
Перед центровкой валов должны быть выполнены следующие подготовительные работы: подготовка рабочего места; проверка шеек валов, проверка состояния полумуфт к насадке, нагрев полумуфт, насадка полумуфт, очистка и осмотр вкладшей подшипников, проверка положения шеек вала в нижних вкладышах, предварителльная проверка совпадения линии валов, проверка радиального биения валов и полумуфт, проверка полумуфт на осевое биение.
Остановимся на наиболее важных моментах
Читайте также: Картофелекопалка для мотоблока брайт с валом отбора мощности
Отверстие в ступице и посадочная часть вала должны иметь форму цилиндра. Для тяжелых условий работы полумуфты насаживают на валы в горячем состоянии с натягом, обеспечивающим необходимую прочность насадки. Величина натяга считается достаточной, если диаметр отверстия в ступице полумуфты, насаживаемой в горячем состоянии будет до нагревания меньши диаметре посадочного конца вана на 0,08-0,1 мм. на каждый 100 мм. диаметра вала.
При такой разнице в диаметрах создается натяг, обеспечивающий достаточную прочность насадки. Допускать слишком большую величину натяга не следует, так как это может привести к разрыву ступицы, при меньшем натяге возможно провертывание полумуфт на валу при передаче больших моментов.
При насадке полумуфт посадочный конец вала и отверстие в ступице должны быть очищены от осевшей на них пыли, заусенцев, шероховатостей и т.п.
Небольшие полумуфты с призматической шпонкой в холодном состоянии насаживают вручную. Для насадки полумуфты в горячем состоянии заранее подготавливают приспособления для переноса нагретой муфты, а также для ее насадки.
У двигателей с коническим концом вала на валу предусмотрена нарезка и коническая полумуфта насаживается на вал путем затяжки гайкой.
Перед сопряжением валов проверяют радиальное и осевое биение валов и насаженных полумуфт. Совпадение линий валов предварительно проверяют по полумуфтам при помощи измерительных инструментов.
Радиальное биение вала и полумуфт
Радиальное биение вала проверяют в нескольких плосткостях по длине вала. При этом окружность вала делят на восемь равных частей. Для проверки используют индикатор часового типа, который устанавливают на жесткое основание с таким рассчетом, чтобы измерительный стержень индикатора касался поверхности вала. Для проверки муфт на осевое биение два индикатора устанавливают в диаметрально противоположных точках торца полумуфты на одинаковом расстоянии от оси вращения вала. Для замеров окружность делят на четное число равных частей (например на 8) и торцевое биение определяют на основании восьми пар замеров. Если замер произведен правильно, то сумма верхего и нижнего зазоров равна сумме боковых зазоров (или разница не более 0,03 мм.).
В практике электромонтажных организаций применяют ряд своих способов центровки валов. К ним относятся:
Центровка валов при помощи одной или двух пар радиально-осевых скоб
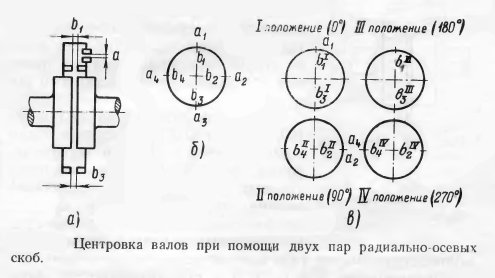
При угловых смещениях валов т.е. когда а1+а3 больше или меньше а2+а4 (или b1+b3 больше или меньше b2+b4) для центровки рекомендуется применять две пары скоб, сдвинутых одна относительно другой на 180 градусов, как показано на рисунке а, причем одной парой скоб измеряют боковые и угловые зазоры, а другой только угловые на одинаковом расстоянии от оси, измерения проводят при повороте ротора на 0,90,180 и 270 градусов. После измерений проводят необходимые корректировки и перемещения.
Центровка валов по полумуфтам
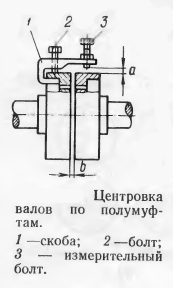
В скобу вворачивают измерительный болт с контргайкой, боковые зазоры измеряют при помощи щупа между измерительным болтом (или индикаторов) и внешней поверхностью полумуфты, а угловые зазоры — между торцами полумуфт.
В каждом положении полумуфт (0,90,180,270) замеряют один боковой замер и два или четыре угловых зазора. Средние значения угловых зазоров при нескольких замерах определяют как среднее арифметическое путем деления суммы числовых значений зазоров на количество замеров.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
🎬 Видео
Основы центровки валовСкачать

Лазерная центровка валов, полумуфт.Скачать
Как правильно сделать центровку валов | Соосность | ВыравниваниеСкачать
Центровка валов. Приборы для центровки валов. Для чего нужна центровка валов?Скачать
Ремонт насосов Биение валов и муфт Центровка валовСкачать
Ремонт электродвигателей Центровка электродвигателей часовыми индикаторамиСкачать
Центровка длинных валов.Скачать
Люфт в муфтовом соединении Центровка валовСкачать
Центровка валов и валопроводов, ремонт насосов, валов, муфтСкачать
Центровка учебное пособие курса ТОР-101 (Балтех)Скачать
Выставить соосность при помощи проволоки? Показываем, как это сделать подручными средствами.Скачать
Выверка и центровка валовСкачать
Центровка насосаСкачать
Центровка валов видеоСкачать
Лазерная центровка валовСкачать
Мастер-класс по лазерной центровке валаСкачать
Центровка валов Польза центровкиСкачать
















