

Генри Форд в свое время говорил: «Нет плохих автомобилей, есть люди, которые неправильно сделали свой выбор». Поговорим сегодня о том, как выбрать редуктор для полуавтоматической или автоматической сварки в среде защитных газов и сделать этот выбор правильно.
Заблуждение №1
Состоит в том, что многие сварщики выбирают редуктор УР-6-6. Чем он плох? Изначально он разрабатывался для пищевой промышленности еще в советское время, т.е. он использовался для газирования воды, всевозможных напитков, при консервации колбас, мяса, креветок и других продуктов. Сегодня же существует целая линейка редукторов, которые предназначены непосредственно для сварки в среде защитных газов, например:
- Универсальный АР-40/У-30
- На аргон АР-40-2
- На углекислоту У-30
Основной особенностью этих редукторов, в отличие от УР-6-6, является наличие на манометре низкого давления градуировки в л/мин для каждого рода газа. Это очень удобно для работы, вам уже не нужно будет, как на УР-6 настраивать расход на глаз, приблизительно или смотреть по таблицам.
Заблуждение №2
Когда выбирают для регулярного использования при сварке в среде защитных газов малогабаритный редуктор, который не предназначен для ежедневного использования и стопроцентной загрузки. «Малогабаритки», если их использовать в промышленности, будут недолговечны. При постоянной работе используйте редукторы большого габарита с более качественным редуцирующим узлом, который способен выдержать длительные механические и температурные нагрузки, более точно поддерживать заданное давление и расход, соответственно, потери газа в таком редукторе будут меньшими.
Заблуждение №3
Многие сварщики думают, что редукторы с ротаметром являются более экономичными, чем с манометрическим указанием расхода. На самом деле это не так. Расход одинаковый. Отличие состоит только в том, что расход ротаметром измеряется и показывается в реальном времени, а редуктор с манометром показывает расход косвенно, т.е. в соответствии с расходной шайбой и рассчитанной шкалой в л/мин, нанесенной на манометр низкого давления.
Заблуждение №4
Некоторые сварщики думают, что редукторы с двумя ротаметрами предназначены для подключения двух сварочных постов. На самом деле они используются для сварки химически активных материалов, таких как титан, ведь при сварке титана защиту сварного шва нужно обеспечить с двух сторон. Пригодится такая защита и при сварке ответственных узлов из нержавейки. К первому ротаметру подключается горелка, через которую подается газ для защиты сварочной ванны, ко второму – рукав по которому газ поступает к обратной стороне шва.
Заблуждение №5
Применение (с целью экономия средств) вместо специализированного редуктора, допустим, редуктора кислородного или пищевого назначения. Этого делать нельзя, так как последние устройства не предназначены для сварки в среде защитных газов. Особенно при работе в среде углекислого газа они будут постоянно замерзать и выходить из строя, что грозит потерей углекислоты или аргона, которые достаточно дорогостоящие. Поэтому вместо экономии вы потеряете.
Заблуждение №6
Не использовать подогреватели при работе с углекислотой. Диоксид углерода имеет высокий коэффициент расширения, поэтому в процессе его испарения из баллона и редуцирования температура на редуцирующем клапане может понижаться до – 60 градусов. Влага, которой достаточно много в этом газе, кристаллизуется, что может привести к выходу из строя редуктора, что в свою очередь повлечет или прекращение подачи газа, или его самотек. Все это отразится на качестве сварных швов.
Применяйте при работе с углекислотой подогреватели. Они бывают:
- Проточного типа
- Встроенные на входной штуцер
- Встроенные (этот тип мы не рекомендуем покупать)
Заблуждение №7
Купив редуктор с ротаметром, некоторые сварщики пытаются снять корпус и регулировать задающий винт или клапан. Этого делать не нужно. Все уже настроено производителем. Ваша задача установить регулирующее устройство на баллон и подключить к сварочному аппарату.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Выбор редуктора для сварки
В процессе выполнения сварки или газопламенной резки давление подаваемого в зону сварки или резки газа должно быть меньше того, что имеется в газовом баллоне. Чтобы уменьшить давление, используется устройство, называемое газовым редуктором. Принцип его работы достаточно простой. При открытии вентиля газового баллона, газ начинает поступать в камеру высокого давления, находящуюся внутри редуктора. Рабочее давление газа зависит от натяжения пружины, воздействующей на редуцирующий клапан. Виды газовых редукторов различают по принципу работы:
Прямого действия. Поступающий в устройство газ стремится открыть клапан.
Обратного действия. Поступающий в редуктор газ стремится закрыть клапан и прижать его к седлу.

Маркировка устройств по цвету
Выбор редуктора для сварки или резки следует делать в соответствии с используемым типом газа. Существует система цветовой маркировки. Согласно ей, корпус редуктора окрашивается в цвет, который присваивается определенному газу. Перечислим наиболее распространенные редукторы и специальные требования к ним:
Кислородный (голубой). Используется при газовой резке и сварке металлов. Все детали, которые соприкасаются с кислородом, обязательно обезжириваются. Пружины и прочие движущиеся части, которые находятся в контакте с кислородом, выполняются из материалов, стойких к окислению. На пружины допустимо наносить защитное покрытие, стойкое по отношению к кислородной среде.
Ацетиленовый (белый). Применяется при газовой сварке и резке изделий из металла. Для изготовления деталей, которые контактируют с ацетиленом, не допускается использование меди и её сплавов (с содержанием меди свыше 65%), цинка (исключением являются антикоррозийные покрытия), ртути, магния, серебра (кроме твердых припоев) и его сплавов.
Читайте также: Редуктор наклонного транспортера тсн 160
Пропановый (красный). Широко применяются на разного рода предприятиях – особенно в металлургии и машиностроении. Неметаллические детали (к примеру, смазки и уплотнители), которые контактируют с пропаном, должны отличаться стойкостью к n-пентану.
Углекислотный (черный с жёлтой надписью). Такой тип редуктора в отличие от кислородного имеет иной диаметр форсунки клапана и размер накопительной камеры. Чтобы повысить чистоту поступающего в редуктор газа, впускающий клапан зачастую оснащается очистными фильтрами.
Аргоновый (черный с белой или синей надписью). Фиксируется на баллоне при помощи присоединения штуцера и его фиксации гайкой. Особенность аргоновых редукторов – большая площадь мембраны. Причиной этому является необходимость тщательного контроля расхода аргона в процессе сварки. Большая мембрана позволяет экономичнее расходовать газ и не давать ему замерзать при низких температурах.
Возможна ли взаимозаменяемость
Обычно рекомендуется использовать конкретный вид редуктора с учётом используемого гащитного или горючего газа. Но некоторые устройства взаимозаменяемы. К примеру, вместо углекислотного редуктора допустимо применение кислородного, но обратную замену производить нельзя. Это связано с тем, что кислород представляет собой сильнейший окислитель, для работы с которым применяются специальные металлы и сплавы. Кроме того, этот вид газа закачивается в баллон под давлением, которое превышает аналогичный параметр для CO2 в два раза. Углекислотный редуктор, зафиксированный на кислородном баллоне, способен продержаться не более 1-2 недель в связи с неминуемым разрушением уплотняющих мембран.
Что касается кислородного редуктора, устанавливаемого на углекислотный баллон, то он подвержен другой проблеме. Углекислота способна вызывать промерзание деталей, контактирующих с ней, до -60°C. Так как устройство для регулирования давления кислорода не предназначено для работы в таком режиме, оно постепенно начнет разрушаться. Кроме того, в случае обмерзания редуктора, возможно полное прекращение прохождения газа через каналы редуктора и, как следствие, нарушение газовой защиты в зоне сварки.
Чтобы сварщик не допустил ошибочных действий, на моделях редукторов для горючих и негорючих веществ выполняется разная резьба. Для горючих газов используется левая резьба, для негорючих – правая.
На что обратить внимание при выборе редуктора для сварки или газопламенной резки
Чтобы не ошибиться с покупкой, обратите внимание на следующие характеристики:
тип сварочного оборудования;
значение входного и выходного давления;
При установке газового редуктора следует убедиться в полной герметичности и надежности резьбовых соединений, а также обязательно закрывать вентиль газового баллона после завершения работ. При большом объёме сварочных работ и отсутствии ограничений по финансам можно купить модель не с дополнительным манометром, а ротаметром. Он позволяет более точно контролировать расход газа, т.к. дает визуальный контроль и позволяет выявить даже малейшую утечку газа.
Редукторы производства ГК «КЕДР»
Группа компаний «КЕДР» специализируется на производстве надёжного и долговечного оборудования для сварки, в т.ч. и газовых редукторов. Среди предлагаемой продукции есть следующие модели:
УР-6 (углекислотный). Максимальная пропускная способность составляет 6 м3/ч, рабочее давление газа – 0,6 МПа.
БКО-50 (кислородный). Имеет климатическое исполнение УХЛ-2. Рабочий интервал температуры составляет от -15С до +15С. Максимальная пропускная способность составляет 50 м3/ч, рабочее давление газа – 1,25 МПа.
БПО-5 (пропановый). Подходит для типа атмосферы II и группы условий эксплуатации – 3 по ГОСТ 15150. Рабочий интервал температуры: от -15С до +15С. Максимальная пропускная способность составляет 5 м3/ч, рабочее давление газа – 0,3 МПа.
При выборе оптимального решения Вы можете воспользоваться помощью нашего специалиста. Также у него Вы можете узнать о действующих акциях и сроках доставки заказа.
ДОМОСТРОЙСантехника и строительство
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице «Аргонная сварка» существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную «Ручную аргонно-дуговую сварку с неплавящимся электродом»
Вот краткий список того что нам потребуется для сварки.
- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.

А теперь давайте рассмотрим как эти баллоны маркируются.

И так же нужно знать какие данные наносят на баллоны и что там набито.
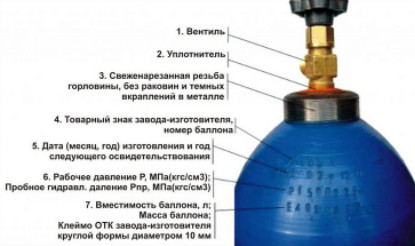
Данные на каждом баллоне могут отличатся.
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.

Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром
Читайте также: Редуктор высокого давления мп рсп 400 15

его чаще используют под аргон, но и под углекислоту он тоже предназначен. Теперь мы знаем какой редуктор использовать.
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами. Например аппарат может выглядеть вот так.

Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.

Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.


Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.

Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.

Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.

Паришься с баллоном под углекислоту/аргон/сварочную смесь Ar+CO2 для сварки? мечтаешь о струйном переносе, но все ищешь смесители и 10 литровые баллоны? Все ответы здесь.
Итак, электродуговая сварка в среде защитных газов знает три типа основных газов, которые можно найти почти во всех крупных столичных городах:
— углекислота (CO2);
— аргон (Ar);
— сварочная смесь Ar+CO2
Все остальное или очень специфично, или тупо дорого (гелий He).
Применяемость газов хорошо описана в Интернете, но если проще — варить заборы из чернухи => углекислота. Варить в своем гараже: для TIG — аргон, для полуавтомата — сварочная смесь.
Какие баллоны использовать? 5 литров? 10 литров? 40 литров? 50?
Вопрос насколько я понимаю прямо таки больной и понимания ситуации с баллонами никакого нет.
Давайте изначально определимся с массой и объемом баллона. Каждый раз новички и дрищи предпочитают покупать 10 литровку и нудеть по форумам на тему последующей заправки 10 л баллона. Продвинутые дрищи ищут и покупают 20 литровые баллоны и идентичным образом нудят «где их заправить?».
Истина жизни в том, что продажа технических газов ориентирована на массового, промышленного покупателя и в подавляющем большинстве случаев это баллон 40 л.
Структура большинства заправок выстроена именно под баллоны 40 л: производится их оперативная заправка и (или) обмен.
Из этого правила есть одно исключение — углекислота от огнетушителей у пожарных. Все заправки МЧС (ВДПО) предназначены для малых баллонов и углекислотных огнетушителей.
Тем самым, если Вы хотите стационарно работать с аргоном или сварочной смесью => Ваш выбор однозначно 40 л баллон. Если Вы хотите быть мобильным и наличие аргона/сварочной смеси не критично, то уточняйте у местных пожарных имеется ли возможность заправлять углекислотные баллоны 10 л., а если ответ положительный, то покупайте 10 л. с плоским дном.
Забегая вперед, баллоны выпускались по ГОСТ 949-73 (www.docload.ru/Basesdoc/10/10462/) и различие между аргоновым/углекислотным/смесевым/кислородным только в окраске и вентиле. На станции Вам могут баллон переделать в другой тип (перекрасить и поменять вентиль).
Ворочить одному 40 литровый баллон с аргоном или сварочной смесью реально. Поставили баллон, накрутили защитный алюминиевый колпак, наклонили баллон, положили его на колено и двумя руками в путь… Я лично гружу и таскаю один, но по технике безопасности, да и просто спина здоровее будет — нужно таскать вдвоем, ибо масса пустого порядка
65 кг, а полного соответственно 75 кг. Есть легированные баллоны, они легче на
10 кг.
Углекислотный, полностью заправленный, 40 литровый баллон одному не поднять, нужно звать помощника.
Что нужно знать при покупке и обмене баллонов
Не буду повторяться, есть отличное видео —
Срок службы баллонов определяет организация-изготовитель. При отсутствии таких сведений срок службы баллона устанавливают 20 лет. Экспертизу промышленной безопасности в целях продления срока службы баллонов массового применения, объем которых менее 50 л, не производят, их эксплуатация за пределами назначенного срока службы не допускается, за исключением баллонов специального назначения, конструкция которых определена индивидуальным проектом и не отвечает типовым конструкциям баллонов и экспертизу (техническое диагностирование) которых проводят по истечении срока службы, а также в случаях, установленных руководством (инструкцией) по эксплуатации оборудования, в составе которого они используются.
Читайте также: Редуктор для тельфера электрического
На основании разъяснений разрешается использовать баллоны с истекшим сроком службы, но с действующей аттестацией.
Таким образом, покупая баллон, Вы должны выбрать максимально более свежий по году выпуска. Баллоны старше 95 года без действующей аттестации являются металлоломом.

Далее, на рынке есть три типа разного рода регуляторов/редукторов:
— регулятор с ротаметром
— стрелочный регулятор
— редуктор.
Отличие редуктора от регулятора понятно: редуктор на выходе выдает просто определенное давление, а регулятор на выходе регулирует поток газа. Редуктор Вам не нужен вообще ?
регулятор с ротаметром или стрелочный регулятор?
Возникает еще один вопрос, на рынке есть два основных типа регуляторов
Редуктор, в глобальном смысле слова, это устройство, изменяющее какой-либо физический показатель, обычно в сторону его уменьшения или понижения (редуцирование).
Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.

Цветовая маркировка
По сути своей редуктор — это регулятор давления смеси для сварки. Он в обязательном порядке входит в состав оборудования для сварочного полуавтомата, использующего принцип сварки в защищенной газовой среде. Минимум два редуктора (каждый к своему баллону) используют в установке газовой сварки и резки.
Безусловно, лучшим решением будет выбирать для баллона с определенным газом только специально предназначенный для него редуктор. Существует строгая система цветовой маркировки:
- голубой цвет с черной надписью — кислород;
- белый с красным текстом — ацетилен;
- черный с синей надписью — технический аргон;
- черный с белой надписью — сырой аргон;
- черный с желтой надписью — углекислота (СО2).
В зависимости от того, применяется ли вами газовая сварка, аргонодуговая либо сварка в углекислоте, выбирайте соответствующий редуктор.
На рынке или в магазине это легко сделать по цвету — цвет редуктора ля сварки соответствует цвету баллона, для которого он предназначен. Голубой — для кислорода, черный — для аргона (он же подойдет для углекислого газа), и так далее.
Возможна ли взаимозаменяемость
Некоторые виды сварочных редукторов взаимозаменяемы, но далеко не все. Так, вместо специализированного редуктора СО2 для сварки допустимо использовать кислородный, но обратную замену производить категорически нельзя.
Кислород — химически активное вещество, сильнейший окислитель, поэтому для работы с ними используются специальные металлы и сплавы. К тому же кислород закачивается в газовые баллоны под давлением, превышающим этот же параметр для углекислоты более чем в 2 раза.
Сварочный редуктор для углекислого газа, накрученный на кислородный баллон, может продержаться, в зависимости от его качества, от нескольких часов до пары недель. Но в нем неминуемо произойдет полное разрушение уплотняющих мембран — основного элемента конструкции, вследствие чего прибор начнет травить.
Во избежание ошибочных действий сварщика на редукторах для горючих и негорючих газов делается разная резьба. Для горючих — левая, для негорючих, соответственно, правая.
Аналогичная резьба и в баллонах ля резки и сварки. При этом кислородный редуктор имеет правую резьбу. Кислород не горит сам по себе, но поддерживает горение. В некоторых условиях он взрывоопасен.
Кислородный редуктор, используемый во время сварки с углекислотным баллоном, ждет другая угроза. Углекислота вызывает промерзание контактирующих с ней деталей до -60 °C. Поскольку регулятор давления, предназначенный для кислорода, и не должен выдерживать такого режима работы, он также начнет разрушаться.
Что выбрать

Считается, что для бытовых условий сварки — кратковременных, эпизодических операций — подойдет любое устройство, которое совпадет по резьбе с баллоном.
Операцию вроде сварки мангала для дачи может выдержать даже углекислотный редуктор, накрученный на кислородный баллон (если используется газовая сварка) или на баллон для сварочной смеси из 80% аргона и 20% углекислоты. Другое дело, что впоследствии это механизм придется выбросить.
Типичным примером такого редуктора, предназначенного для работы с СО2, является очень известный и популярный среди сварщиков старой закалки УР 6-6.
Он компактный, недорогой, а благодаря наличию двух манометров позволяет довольно удобно определять расход «на глаз». Для бытовой сварки высокая точность не нужна. Один манометр при этом показывает остаточное давление в баллоне, а второй ориентирован на демонстрацию расхода газа — литр в минуту.
Кислородный и аргоновый регуляторы ля сварки теоретически взаимозаменяемы. При этом кислородный будет работать хуже с падением давления в баллоне до критической точки около 1 атмосферы.
В качестве примера аргонового редуктора для сварки можно назвать АР-40-2 отечественного производства. Существует и действительно универсальный регулятор давления — АР-40/У-30 (аргоновый редуктор/углекислотный). Он выдержит и перепады температур, и высокое давление.
Если нет ограничений по финансам, а объем сварочных работ предполагается высоким, то стоит предпочесть устройство не с дополнительным манометром, а с ротаметром.
Ротаметр значительно точнее показывает расход газовой смеси, поскольку работает по иным принципам — он делает измерения в режиме реального времени. Такими приборами пользуются профессионалы.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала