
Страницы работы
Изучение основных операций при проверке соосности и центровке секций валов, определение отклонений валов от соосности и анализ полученных результатов.
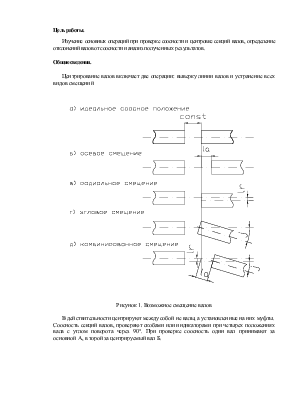
Центрирование валов включает две операции: выверку линии валов и устранение всех видов смещений
Рисунок 1. Возможное смещение валов
В действительности центрируют между собой не валы, а установленные на них муфты. Соосность секций валов, проверяют скобами или индикаторами при четырех положениях вала с углом поворота через 90°. При проверке соосность один вал принимают за основной А, в торой за центрируемый вал Б.
Таблица 1- допуски на несоосность валов
Зубчатые и пружинные муфты
втулочно-пальцевых муфт радиальное смещение в 2 раза
же размера, угловое смещение — то жё
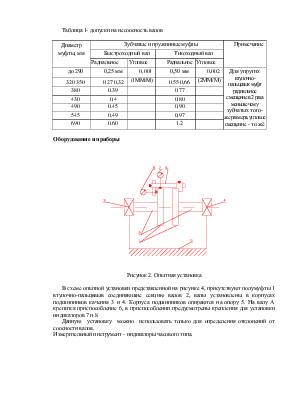
Рисунок 2. Опытная установка
В схеме опытной установки представленной на рисунке 4, присутствуют полумуфты 1 втулочно-пальцввыв соединяющие секцию валов 2, валы установлены в корпусах подшипников качения 3 и 4. Корпуса подшипников опираются на опору 5. На валу А крепится приспособление 6, в приспособлении предусмотрены крепления для установки индикаторов 7 и 8.
Данную установку можно использовать только для определения отклонений от соосности валов.
Измерительный инструмент — индикаторы часового типа.
Проводим измерения отклонения соосности вала Б относительно вала А на стенде, показания индикаторов сводим в круговые диаграммы:
Составляем расчетную схему замеров:
Сводим полученные расчеты в общую результирующую схему:
Радиальные смещения вала Б относительно вала А:
а) в горизонтальной плоскости
Sr=S3-S4 / 2= -1.17-0.06 / 2 = 0.6 мм
б) в вертикальной плоскости
SB= S1-S2 / 2 =-1.78-1.53 / 2 =-1.6 мм
Угловыв смещения вала Б относительно вала А:
а) в горизонтальной плоскости
tg βr= a3-a4 / 2D = 0.10-(-0.25) / 248 =0.0014 мм
б) в вертикальной плоскости
где D = 124 мм — диаметр на котором проводились замеры
Находим величины смещения опор центрируемого вала
а) в вертикальной плоскости
смещение опоры подшипника ближайщего к полумуфте
смещение опоры подшипника второй по счету от муфты. где I = 200мм — замеренное расстояние от торца полумуфты до ближайшей опоры. 11= 500мм — принятое расстояние между 1 и 2 опорами.
б) величины смещения в горизонтальной плоскости:
смещение второй по счету от полумуфты опоры
Рвзультаты расчетов сводим в таблицу
Отклонения валов фактические от соосности
Смещение опор с целью улучшить соосность, мм
Проверка соосности валов.
Различают следующие способы проверки соосности валов:
— с помощью скоб, хомута, рейсмуса или стрелок;
— с помощью индикаторов и т.п.
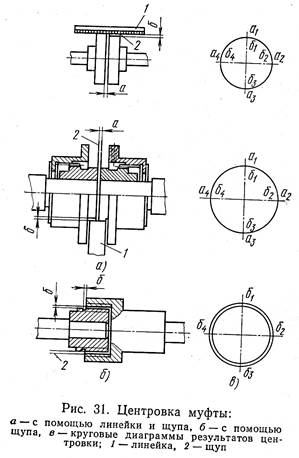
Наиболее простой способ выверки — линейкой по полумуфтам (рис.31).
Достаточно простым является способ центровки с помощью скобы по полумуфтам (рис.2).
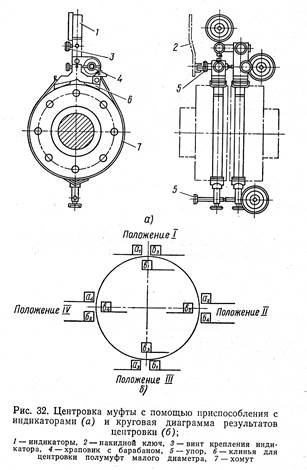
Сборка соединительных муфт начинается с проверки соосности валов. После укладки шпонки и надевания полумуфты измеряют щупом зазор между валом и муфтой, который не должен превышать 0,05 мм. При монтаже пальцевых полумуфт пальцы устанавливают последовательно, проверяя щупом их прилегание к поверхности отверстия в полумуфте. Этот зазор не должен превышать 0,4. 0,6 мм. Полумуфты центрируют с помощью угольника, линейки и поворотных приспособлений. Зазоры проверяют в каждом из четырех положении вала, поворачиваемого от начального положения на 90, 180 и 360° по направлению вращения вала машины (рисунок 2, а). В каждом положении проводят по одному замеру радиального зазора (по окружности полумуфт) и четыре замера осевого зазора (между торцовыми плоскостями полумуфт) в диаметрально противоположных точках.
Допуски на сборку муфт приведены в таблице 4.
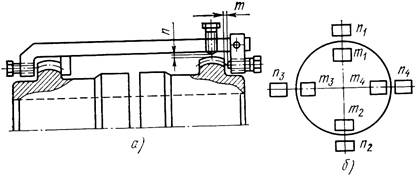
Рисунок 2 — Центрирование валов по полумуфтам:
а — центровочная скоба, б — схема производства замеров; n, n1 — n4 — радиальные зазоры, m, m1 — m4 — осевые зазоры
Читайте также: Привод вала в принтере hp
Таблица 4 — Допуски зазоров соединительных муфт, мм
| Муфта | Диаметр муфты, мм | На перекос на 100 мм длины | На параллельное смещение |
| Жесткая | 100 … 300 300 … 500 | 0,08 0,12 | 0,1 0,2 |
| Пальцевая | 100 … 300 300 … 500 | 0,02 0,02 | 0,05 0,1 |
| Сцепная | 100 … 300 300 … 500 | 0,01 0,01 | 0,03 0,02 |
При этом способе линейкой замеряется соосность двух соединяемых валов с полумуфтами. Если оси валов параллельны и сдвинуты только на величину e в вертикальной или горизонтальной плоскости (см. рис. 3а), то следует переместить один из валов так, чтобы линейка плотно прилегала к обеим полумуфтам. Если ось одного из валов имеет перекос на угол φ то угол перекоса зависит от расстояний b1 и b2(рис.3б), угол φ может быть рассчитан по формуле:
Чем больше d, тем больше точность замера. Для достижения соосности необходимо повернуть корпус с валом на угол φ так, чтобы b1 = b2 , при вращении вала, что замеряется щупом.
Более точную установку валов сопрягаемых узлов или агрегатов можно выполнять с помощью хомута или рейсмуса или стрелок (рис.4.5).
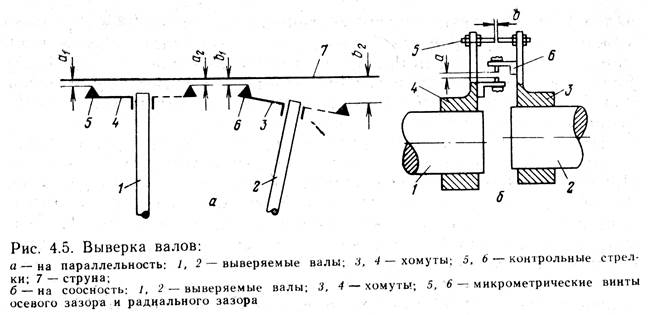
При проверке с помощью хомута определяют изменение зазора между винтом и валом при повороте вала. Если установленный зазор не меняется, то сопрягаемые валысцентрированы. Составив круговую диаграмму по изменению зазоров в положениях хомута, можно по расстоянию до точек крепления узла определить, в каком направлении и на сколько необходимо переместить узел для центровки. Точность центровки зависит от расстояния между точкой замера и точками крепления узлов и точности замера измерения зазора. Чем больше α, тем с большей точностью можно осуществить центровку. При определении соосности двумя хомутами замеряют зазор между этими хомутами (рис.4.5 б). Вращая один из валов, замеряют изменение зазора. Если зазор не меняется, то валы сцентрированы; если зазор меняется, то величину перекоса можно также определять по круговой диаграмме.
Выверку и центровку валов удобно проводить с помощью стрелок, закрепленных на валах или полумуфтах. Для этого также используют круговую диаграмму. Валы соосны, если зазоры a1; a2; a3; a4 и b1; b2; b3; b4 одинаковы в вертикальной и горизонтальной плоскостях.
Наиболее точно выверку валов можно осуществить с помощью индикаторов (рис.6). Выверка валов здесь анологична выверке с помощью стрелок, но измерение зазоров ведут с помощью индикаторов, что повышает точность выверки.
Наиболее сложно производить измерение агрегатов, валы у которых расположены вертикально, т.е. вертикальных валов (например, вертикального насоса, показанного на рис.38), для центровки таких валов к верхней части валов крепят крестовину 3, к ней четыре струны 6, так, чтобы они располагались попарно во взаимоперпендикулярных плоскостях.
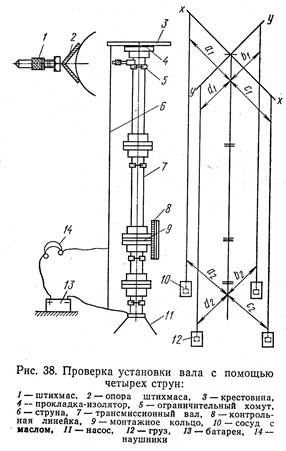
Для натяжения струн к их концам подвешены грузы 12. Вертикальность и соосность валов проверяют замером расстояний a1; b1; c1; d1 в верхней части и a2; b2; c2; d2 в нижней части. Величины этих замеров откладывают на круговой диаграмме. Замеры выполняют с помощью штихмасса, устанавливаемого между валами и струнами.
Отклонения δ по осям x и y могут быть определены по следующим зависимостям:
Абсолютная величина отклонения вала
Валы можно считать выверенными, если относительное отклонение, т.е. отклонение на 1 м длины вала, не превышает 0,02 мм.
Перед сборкой валов и сидящих на них шкивов, шестерен и звездочек с помощью шпоночных соединений проверяют поверхности собираемых деталей и устраняют забоины, заусенцы и задиры. При сборке клинового шпоночного соединения обеспечивают плотное прилегание шпонки ко дну паза вала и зазоры по боковым стенкам. Боковые зазоры между пазом и шпонкой проверяют щупом. Они не должны превышать 0,35 мм при ширине шпонки 12. 18 мм и высоте 5. 11 мм и 0,4 мм при ширине шпонки 20. 28 мм и высоте 8. 16 мм. Посадку призматической шпонки производят легкими ударами медного молотка. Боковые зазоры между шпонкой и пазом не допускаются. Затем насаживают шестерню (шкив, звездочку) и проверяют радиальный зазор между верхней гранью призматической шпонки и основанием паза ступицы насаженной детали. Этот зазор не должен превышать 0,3 мм при диаметре вала от 25 до 90 мм и 0,4 мм при диаметре вала от 90 до 170 мм. Перед сборкой шлицевых соединений тщательно проверяют поверхности и устраняют дефекты, удаляя заусенцы и опиливая острые края. Сопрягаемые поверхности смазывают. Подвижные шлицевые соединения собирают от руки, а жесткие — напрессовыванием детали на вал. После сборки первые проверяют на качку, а вторые — на биение. Наиболее рациональные способы проверки параллельности валов показаны на рисунке 1.







