
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.

Все владельцы принтеров с ультиподобной кинематикой (и не только они) обычно вспоминают смазку втулок кареток как неприятный момент эксплуатации. Заниматься этим приходится перед каждой длительной печатью. Причем частенько вспоминаешь, что надо смазать, только уже когда начал печать. Понятно, что смазка механизмов для многих это развлечение, а для некоторых это вообще воспоминание о дикой юности. Встать с утречка пораньше, зарядить шприц солидолом (а позже литолом) и пойти смазывать комбайн. Романтика! Полсотни точек смазки. Запах солидола и солярки. Но там хотя-бы эта процедура полагалась раз в 60 часов, то-есть примерно раз в неделю.
А у ультиков перед каждой многочасовой печатью. Если печатаешь по 6-8 часов, то желательно каждый день. Хорошо хоть не 50 точек. Но опять же, эта жидкая смазка которая везде капает и все пачкает, пока ее наносят.
К тому-же одно из требований к любому станку, коим является 3D-принтер, это не парить мозг оператору своим обслуживанием.
Вообще человечество использует подшипники скольжения уже тысячелетия. Как минимум со времен Римской Империи. Каких только способов смазки не использовало. Паровоз видели? Там во всю использовалась централизованная система смазки. Как нибудь подойдите к паровозу на постаменте. Огромное количество тонких (для паровоза конечно тонких ) трубочек идущих к бугелям подшипников. Вообще по факту паровоз сложнее машины на которой вы ездите.

Правда городить такое на 3D-принтер это верх технического маразма. Оверинженеринг он хорош только для развода покупателей и для красивой презентации на выставке. Мы же делаем для себя.
Есть еще вариант дозированной подачи жидкой смазки к подшипникам скольжения. Индивидуальный резервуар.

В нашем случае то тоже перебор. Просто из-за того, что увеличивается размер и масса каретки.
А есть еще варианты? Оказывается есть. Может быть обращали внимание, на электродвигателях, особенно старых, втулки вала контактируют с войлоком или фетром. Этот пористый материал пропитывают маслом. Ну и сами втулки не просто из бронзы а пористые и масло от такого резервуара пропитывает втулку, заодно ее смазывая. Вот только в нашем случае не известно, что китайцы использовали для изготовления втулок.

Ну и последний вариант. Наверное самый древний. Прародитель всех систем смазки, используемых в современной технике. В том числе и описанных выше «паровозных», приведенных мною ради шутки. Это вы тоже многократно видели например в бабушкиной швейной машине.

Отверстие через корпус подшипника и сам подшипник к вращающемуся валу. Это довольно длинный и узкий канал, который при обслуживании заполняется маслом. По мере того как масло выходит через пару трения оно замещается маслом из этого канала. Сразу вытечь мало не может из-за малого зазора в паре трения и капиллярного эффекта. За счет этого осуществляется дозирование смазки. А еще иногда встречаются подшипники, где такой канал, но большего диаметра, заполнен пористым материалом. Это когда нет возможности сделать длинный канал.
Я до сих пор не понимаю, почему в современном оборудовании сейчас не используются такие системы смазки. Чтобы быстрее выбросить оборудование? Ведь у того же ультика сделать канал для смазки — расплюнуть.
Ну собственно я и попробовал ?

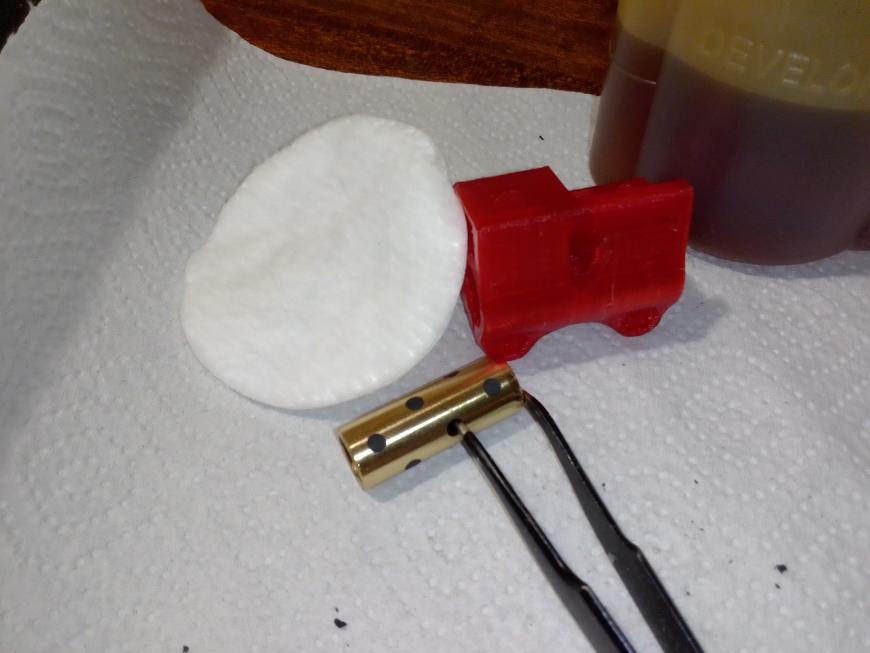
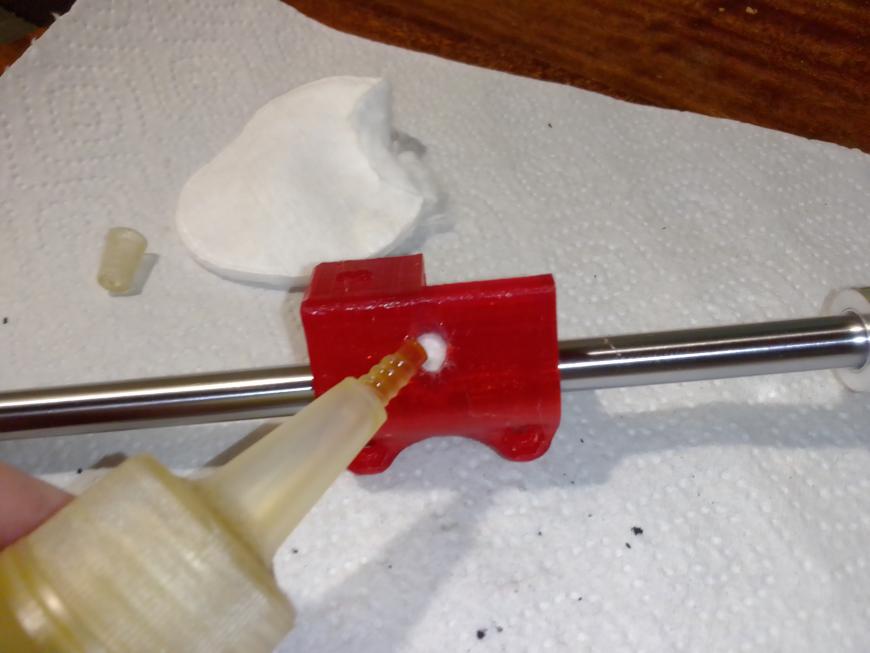
«Проковырял» дырку (не путать с отверстием) во втулке.
Ну и, понятное дело, слегка модернизировал каретку.


 Выигрыш? Ну хотя-бы можно смазывать не каждый раз. А через раз или даже через два
Выигрыш? Ну хотя-бы можно смазывать не каждый раз. А через раз или даже через два
Недостатки? Да как бы нет. Просто печатная каретка чуть быстрее пропитывается попадающем на нее маслом.
Несколько слов о масле. Лучше всего по вязкости, смазывающим свойствам и доступности подходит автомобильное трансмиссионное масло. НО! Лучше брать масло не агрессивное по отношению к бронзовым втулкам. Обычно мы используем в наших машинах масла GL-5 для гипоидных передач мостов и GL-4 для КПП. Так вот GL-5 довольно «ядреное». Посему рекомендую GL-4 масла. Это то, что обычно заливается в КПП переднеприводных автомобилей.
п.с. Такие переделанные каретки пойдут на UlTi и UlTi Steel. Только там придется мудрить с корпусом, чтобы обеспечить доступ к отверстиям смазки.
Читайте также: Отличие карданных валов ваз
п.п.с. Еще бы победить сложную и канительную процедуру при натяжке ремней.
Кашу (зачёркнуто) PLA маслом не испортишь?
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Уже имея ответ, я нашёл аналогичную рекомендацию в Гугле. Но она касалась другого принтера. Я оставлю это в паре с тем принтером, с которым она тоже, надеюсь, сработает. У меня же всё сработало (если только дело было в этом).
Имелась следующая проблема. Если в принтер заправлен пластик Filamentarno, то он работает, как часы. Проблем никаких нет. Но у этого пластика есть одна особенность — он достаточно мягкий, поэтому всё время им не попечатаешь. Хочется освоить и PLA, чтобы печатать жёсткие вещи. И вот тут начинаются странности
Берём PLA крупнейшей в мире фирмы NoName. Хранился в заводской запаянной упаковке, и всё такое. Заправляем. Печатаем. В большинстве случаев, печать идёт замечательно (есть исключение, о нём — позже). Сопло ставлю 215, но вряд ли это важно.
Дальше, выключаю принтер. Через несколько часов включаю. Пластик еле течёт, постоянные отскоки. Что заметил: Если вытащить пластик, всегда на нём будет вот такая пимпа
Соответственно, вытащили пластик, отрезали жёванную часть, вставили, начали печатать. Высока вероятность, что печать пройдёт без проблем. Проблемы будут после остывания. Но может забиться сопло и при работе. Причём если втопить вентилятор на 100% — скорее всего, забьётся, а так — на первых слоях мог забиться и без вентилятора, если прошёл три слоя — почти 100%, что допечатает. При проблеме, вытащил (ну да, здравствуй, пимпа), вставил — оно и заработало. Пробовал греть до 220 градусов, легче не становилось.
Если давить пластик вручную по 1 мм — будет вот такая красота (на фото выдавлено 2 миллиметра)
Это была вводная. Мы решали проблему совместно с дилером. Вернее, дилер уверял, что ни на одном принтере этой модели, включая тот, на котором печатает он лично, такой проблемы нет. Но тем не менее, оказывал всяческое содействие в поиске причин. Причём не только советами, но и прислал пробник PLA, на котором проблем и правда не было. Я уже послал кусок своего пластика ему (мой пластик хоть и PLA, но явно твёрже). Как вдруг. Как вдруг проблема ушла сама собой.
Мистика? Возможно. Фаза Луны? Может быть. Приработались детали? А почему бы и нет?
Но так или иначе, а перед тем, как проблема ушла, я поставил себе фильтр для филамента.

По инструкции, туда на поролон надо капнуть каплю масла. Я купил для швейных машин. Есть вариант, что проблема ушла именно благодаря маслу. Почему? Есть масса вариантов. Не хочу их озвучивать, иначе меня тут будут обсмеивать три дня, а я и так уже устал спорить. Просто я страдал от проблемы, она решилась, почему бы не оставить, как вариант для тех, кто тоже страдает? Кто не страдает — пользоваться не заставляю.
Как я уже сказал, гугль по фразе ‘PLA масло’ находит подобные вещи. Так что я не одинок. Масло вполне могло мне помочь (хоть я и ставил это чисто ради фильтрации пыли). И тоже там про непрерывную подачу с поролона написано. Жаль, что я раньше этого не знал. Буду рад, если кому-то поможет (но повторю, с PLA от отечественного дилера, это не нужно, это у меня PLA с TaoBao).
Собственно, вот. Вывод: Всякую вещь можно наладить, если достаточно долго вертеть её в руках.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Антимракобесие #1. Смазка для линейных направляющих, подшипников, кареток
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Читайте также: Сколько исполняется лет вале карнавал
Отписаться от уведомлений вы всегда сможете в профиле автора.
Решил погуглить, чем люди мажут свои принтеры. И аж воспылало в районе стула.
Кто чем, только не тем, чем можно (я даже не говорю ‘нужно’).
Большинство мажет литиевыми смазками (на литиевой основе, типа ‘Литол’ и т.д.), даже популярные в этой теме блогеры, которые гордо называют себя ‘технарями’ так делают. А потом каждый второй пост о том, что ‘люфт каретки, помогите’. Поясню: литиевые смазки отлично смазывают. Даже пластик. Только они его кушают, потихоньку. Это не так как с кислотой и цинком, при нанесении литола на каретку не будет волшебного Пшшшъ, эффект больше сравним с курением и алкоголем для человека. Одна сигарета ничего не значит. Но десяток лет. Ну вы поняли. Так и тут. Смазка должна в первую очередь защищать движущиеся части от износа (если это трение качения), а уже потом уменьшать силу трения (усилие страгивания пока опустим, для трения качения оно не столь существенно). А литиевые смазки пожирают пластиковые элементы. Например на том же HIWIN помимо крышек и направляющих для обратного хода шариков, на некоторых каретках есть еще пластиковые сепараторы. Не удивительно, что от литола они начинают люфтить уже через год редкого использования. Но это еще не все. Литол ЖРЕТ алюминий, если добавить воды. То-есть алюминий в среде лития корродирует от воды. А ваши принтеры на половину из алюминия!
Другие же немного умеют в матчасть и понимают, что мазать литиевой смазкой каретку с пластиком — такой себе план. И ищут силиконовые смазки. Но только дело в том, что большинство силиконовых смазок при малейшем нагреве превращаются в воду и тотально не подходят для смазывания чего либо в принтере с боксом. Даже густые силиконы. Более того, они часто просто уменьшают силу трения. Никакой защиты движущимся частям (это я сейчас об обычных силиконовых смазках говорю, которые ‘в соседнем автомагазине’ продаются).
Один человек написал про ЦИАТИМ 201 даже (неужели), но зайти немного дальше у него не хватило терпения наверное. ЦИАТИМ 201 — морозостойкая смазка на силиконовой основе. Работает до -150C градусов, но верхний придел около +50C, причем при положительных температурах очень быстро сохнет (повторяю, при комнатной температуре смазка ВЫСЫХАЕТ и перестает смазывать, если кто не понял), но при этом еще и очень гигроскопичная, то-есть, если в воздухе нет влаги, то она высохнет и не будет смазывать, но если влага есть, то она ее напитает и потеряет свои свойства, и тоже не будет смазывать, иными словами, она тотально не подходит для работы на открытом воздухе. Только в герметичных узлах и агрегатах. Еще при длительном хранении распадается на фракции. Поэтому решение не плохое только если вы собираетесь в Сургуте зимой в неотапливаемом герметичном гараже что либо печатать.
Но чем же тогда смазывать? Я не даром написал, что человек, писавший про ЦИАТИМ 201 немного ‘не дошел’.
Так вот, смазка называется ЦИАТИМ 221 (на силиконовой основе). Применяется для высокоточных устройств, в том числе пластиковых и резиновых изделий. Дополнительно обладает противозадирными свойствами (ваши валы скажут спасибо). Не высыхает. Среднетемпературная. Храниться 40 лет без потери свойств! Это для обычных принтеров (открытых). Причем смазка изначально проектировалась для смазывания направляющих и подшипников, в том числе линейных! К тому же уменьшает усилие страгивания для линейных подшипников скольжения.
Для принтеров с термобоксом/термокамерой есть ЦИАТИМ 221F (фторосодержащая). Все то же самое, но держит до 160 градусов С. Улучшены противозадирные свойства. Но для работы при комнатной температуре может быть слегка густовата.
Есть еще ЦИАТИМ 221CF. Это вообще отлично защищает от износа и работает в зоне повышенных температур (180C и выше), но еще более густая. Лучше не нужно. Да и найти ее проблематично.
Стоит примерно 150 рублей за 20 грамм на авито (кило за 2000 рублей в жестяной банке). Можно купить в мелкой таре, но найти сложнее.
Я нашел ее даже в своем зажопинске (221-ую, без F) с 30 тыс населением в автомагазине (правда там была банка только на литр).
Читайте также: Элемент опоры вала 9 букв кроссворд
Минусов у смазки только два. 1. Гигроскопичность все же осталась (7%, хотя ни на что это не влияет в таком соотношении). 2. Низкая химическая стойкость (пары растворителя ее убивают, поэтому прежде чем пихать только что протертое растворителем стекло в принтер, дайте ему просохнуть). Но низкая химическая стойкость свойственна и литолам, их же смывают бензином и растворителем (кеп). Поэтому это не то что бы минус, просто нужно не быть балбесом.
Так же есть фирменные смазки для рельс. Но стоят они не дешево, да и купить их часто проблематично.
Вообщем хватит этого мракобесия. Мажьте нормальной смазкой, тем более что стоит она копейки. Блогеры, тоже заканчивайте пороть чушь! Вы же должны поднимать градус технической грамотности 3D печатников, а не наоборот, литолом мазать пластик и алюминий.
Чем смазывать валы 3д принтера
В принципе спектр смазок для принтера достаточно широк. На данный момент идет много споров, чем лучше смазывать.
Я лишь поделюсь личным опытом, как это делать проще.
Есть два способа смазки линейных подшипников
— для продвинутых пользователей густыми смазками
— для ленивых проникающими смазками
Первое, что нужно усвоить — WD-40 — это смывка, а не смазка. Ее имеет смысл применять для смывки заводской консервационной смазки линейных подшипников.
Из густых смазок на данный момент самой популярной смазкой является Литол-24. Совершенно верно, эта смазка несовсем подходит для соединений металл-пластик, но тем не менее, не настолько вредна, как это описывают. Ресурса пластиковых обойм линейных подшипников хватит. Но лучше использовать любую смазку стандарта NLGI-2 (2 — это вязкость).
Наиболее подходящей смазкой для соединений металл-пластик все-таки считаются густые силиконовые смазки. Выбирать стоит термостойкие силиконовые смазки. Чем выше температура каплеобразования, тем лучше. Желательно, чтоб она была выше 80 градусов.
Смазка винтового вала оси Z производится путем обильного нанесения смазки на винт и протягиванием стола вверх вниз. Затем необходимо убрать скопившиеся излишки сверху и снизу гайки.
Для продвинутых пользователей наиболее предпочтительный способ смазывания линейных подшипников — набивка, чтоб подразумевает полную разборку кинематики принтера. Для этого необходимо:
- снять подшипник
- смыть старую или заводскую смазку используя популярную WD40
- заложить смазку в подшипник
- с двух сторон вставить валы, чтоб смазка начала заполнять канавки обойм шариков
- перемещать подшипник на несколько сантиметров, чтоб распределить смазку вдоль всей обоймы
- удалить лишнюю смазку (если подшипник промывали — излишки смазки можно использовать повторно)
Для ленивых можно ограничиться набивкой линейных подшипников оси Z способом описанным выше и смазкой винта оси Z.
А вот смазку подшипников осей X и Y произвести проникающей силиконовой смазкой (в спрэе балончике с трубкой, бывает с тефлоном). Вполне так же может подойти оружейная смазка и смазка для швейных машин.
Следует помнить, что смазывать проникающими смазками необходимо чаще — примерно каждые 40 часов печати.
- для смазки оси X необходимо положить принтер на бок, для смазки оси Y — на тыльную стенку (не забудьте, что там в стоке фидер, датчик филамента и крепление катушки) или лицом вниз.
- вполне вероятно, что под своим весом у вас ось не переместится, но как только вы ее смажете, она скорее всего поедет. Соответственно ее нужно выдвинуть в верхнее положение и удерживать рукой (ну или привязать или подпереть).
- на вал снизу голоы имеет смысл намотать ветошь или другой впитывающий материал.
- стол лучше сразу закрыть пакетом, чтоб смазка не попала на ультрабазу.
- берем WD40 или другу смывку и начинаем нежно вымывать старую смазку параллельно двигая голову, чтоб промылись все обоймы подшипников.
- после смывания старой смазки нужно вытереть насухо валы, параллельно перемечая голову, чтоб вытекла смывка. Лучше на некоторое время оставить принтер на боку.
- далее берем проникающую смазку и параллелно двигаем голову, чтоб обеспечить смазывание всех обойм подшипников.
Отдельно стоит ометить смазывание фидера.
Здесь смазке подвергаются только три элемента и делать это нужно очень аккуратно, чтоб смазка не попала на зубцы подачи фиамента.
Для смазывания фидера лучше всего использовать густую силиконовую смазкую Смызваем:
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала