


Список чертежей: вал, заготовка, вал (операции).
Включает маршрутную и операционную карты, технический контроль и карту эскизов.
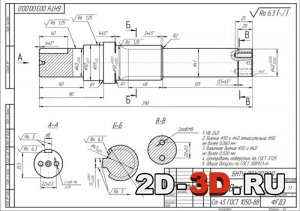
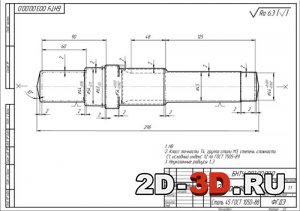
Деталь – вал предназначена для передачи крутящего момента от электродвигателя к раздаточному валу при помощи зубчатого зацепления. Заготовка получена на ГКМ повышенной точности штамповкой, поэтому конфигурация наружного контура не вызывает значительных трудностей. На валу имеются посадочные поверхности под подшипники диаметром 40 мм и 50 мм. Масса вала 4 кг, длина 290 мм. Вал имеет резьбовые отверстия и поджимается болтами М 8. Сопряжение разных диаметров детали имеет высокую геометрию, для снятия напряжения и выхода шлифовального круга предусмотрены плавные переходы от поверхностей разных диаметров. Наличие фасок на поверхности вала облегчает её сборку.
В ходе выполнения курсовой работы были решены следующие задачи:
— произведен анализ технологичности конструкции детали – вал при заданной годовой программе выпуска 7000 штук;
— определен тип производства – мелкосерийное;
— выбран метод получения заготовки – штамповка в закрытых штампах;
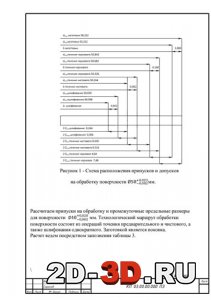
— рассчитаны припуски и режимы резания для обработки поверхности.
— разработан маршрут и технологический процесс изготовления рассматриваемой детали;
— оформлена технологическая документация.
Исходные данные по детали:
Материал – Сталь 45 (по ГОСТ 1050-88):
Масса детали – 5.5кг.
Привет студент
Технологический процесс восстановления вала
Курсовой проект
Технологический процесс восстановления вала
Пояснительная записка содержит 23 страницы, 9 источников. Графическая часть выполнена на 1 листе формата А3 и 2 листах формата А1.
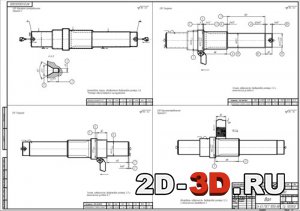
В данном проекте изложена технология восстановления вала, представлены необходимые для восстановления расчеты режимов механической обработки и наплавки. В графическую часть проекта входят: рабочий чертёж лицевого вала, схемы технологических наладок и маршрутно-технологическая карта восстановления вала, которые выполнены при помощи графического редактора Компас 3D V13.
- Производство валов……………………………………………….5
- Назначение валов и предъявляемые к ним требования………. 8
- Анализ детали – вал……………………………………………….9
- Разработка технологического процесса восстановления вала…10
4.1 Способы наплавки изношенных посадочных мест вала..……….11
4.2 Составление маршрута технологического процесса и выбор
4.3 Разработка операций по восстановлению дефектов…………..13
4.4 Нормирование времени по операциям…………………………14
4.4.1 Нормирование времени при вибродуговой наплавке………14
4.4.2 Нормирование времени для токарной обработке…………….. 15
4.4.3 Нормирование времени для шлифовальной операции………..17
4.5 Определение основных технологических параметров
4.6 Режимы резания на токарную обработку………………………. 20
4.7 Режим резания на шлифование…………………………………. 21
Список использованной литературы…………………………………23
Целью курсового проектирования является приобретение навыков правильного применения теоретических знаний, полученных в процессе обучения и умение использовать практический опыт, полученный при знакомстве с предприятиями, для решения профессиональных технологических и конструкторских задач. Кроме этого, курсовое проектирование является важным этапом при подготовке к дипломному проектированию.
В соответствии с этим в процессе курсового проектирования решается задача расширения, углубления, систематизации и закрепления знаний по основам технологии восстановления деталей, основным технологическим и организационным задачам, решаемым в области ремонта, а также проектирования технологических процессов.
Валы — это металлические детали цилиндрической формы с круглым или квадратным сечением, используемые в различных устройствах и механизмах машин для передачи механической энергии. Валы передают крутящий момент и воспринимают действующие силы со стороны расположенных на них деталей или опор.
Производство валов – одно из направлений деятельности организаций, специализирующихся на обработке металлов и металлургическом производстве.
В зависимости от назначения, валы могут изготавливаться различных размеров и форм.
В соответствии с классификацией, по форме геометрической оси различают валы прямые, эксцентриковые (коленчатые) и гибкие. По форме валы делятся на гладкие, ступенчатые и полые.
Читайте также: Втулки балансировочного вала 1kz
Также различным бывает и материал, из которого изготавливаются валы: они могут быть сделаны как из алюминиевых сплавов, специальных жаропрочных сталей или титановых сплавов, наиболее часто валы производятся из качественной легированной стали.
В процессе изготовления валов стальные заготовки подвергаются большому количеству операций: первоначально заготовке придаются основные формы и размеры: обточка и расточка валов осуществляется на токарных станках с ЧПУ и прецизионными борштангами, что позволяет осуществить качественную обработку даже больших валов как изнутри, так и с наружной поверхности. В дальнейшем осуществляется сварка отдельных элементов вала и фрезерование шпоночных канавок и проточек. После этого почти готовые валы шлифуются для придания им особо точных размеров. Осуществить точную шлифовку валов на производстве помогают лазерные методы измерения размеров.
Для проверки качества все валы проходят динамическую балансировку: некачественный вал может создавать существенные потери при передаче энергии, а значит приводить к сбоям в работе оборудования.
Заключительным этапом обработки валов является нанесение покрытия на его поверхности. В зависимости от сферы применения вала покрытие бывает различным. Например, если валы будут использоваться в агрессивных средах кислот, солей, щелочей, в качестве антикоррозионной защиты используют гуммирование (обрезинивание), что позволяет существенно увеличить срок службы валов. Также для защиты от коррозии и для увеличения срока службы в агрессивных средах валы могут обрабатываться с помощью электродугового напыления, при котором две токоведущие проволоки, образующие электрическую дугу, перемещаются в зону горения, расплавляются и потоком сжатого воздуха распыляются на обрабатываемую поверхность валов. Еще одним способом повысить износостойкость валов и устойчивость к коррозии, а также способом снизить трение является хромирование. Хромирование валов — это диффузное насыщение поверхностей валов хромов, что в итоге позволяет увеличить твердость валов.
В случае если валы износились и требуют реставрации, для этого также используется гуммирование и электродуговое напыление, что позволяет восстановить форму валов или отдельных, наиболее износившихся поверхностей.
Валы используются в различных направлениях промышленности и производства, в том числе наиболее востребованы в полиграфии, производстве упаковки, деревообработке, текстильной промышленности и производстве целлюлозы.
Валы могут изготавливаться различными производителями как на основании чертежей, так и на примере изношенной детали.
Размеры и вес валов также бывают различными. При выборе производителя валов желательно учесть специфику и производственные мощности металлургического предприятия, чтобы выбрать партнера, наиболее соответствующего потребностям.
Производство валов – одно из востребованных направлений в металлургической промышленности. Производство валов может осуществляться как по государственным стандартам для техники и оборудования, регламентируемого ГОСТами, так и на основании индивидуальных чертежей и макетов для отдельных видов оборудования.
Производство валов осуществляется из различных материалов — легированной конструкционной стали, титана, пластмассы, алюминиевых или жаропрочных сталей.
Производство валов условно делится на определенные этапы:
- проектирование, конструирование вала, компьютерный дизайн и расчеты – в случае, если требуется разработка уникального вала;
- выбор и закупка соответствующего потребностям оборудования материала для производства валовв виде заготовки требуемого размера;
- обточка и расточка заготовки на токарных станках с ЧПУ для обработки как наружной, так и внутренней поверхности вала;
- сварка отдельных составляющих вала и фрезерование канавок и проточек является следующим этапом производства валов;
- точное измерение размеров валов и финишное шлифование являются очередным этапом в производстве валов;
- следующим этапом в производстве валовявляется динамическая балансировка вала;
- финишным этапом в процессе производства валовявляется нанесение защитного покрытия на наружную и внутреннюю поверхность вала для придания ему полезных или защитных свойств.
Читайте также: Автомобильный компрессор торнадо ас 580 технические характеристики
. Стальные валы — это вид поковок цилиндрической формы, имеющие сечение квадратной, прямоугольной или круглой формы.
Стальные валы выпускаются из стали различных марок в зависимости от того, в какой среде будет использоваться деталь. Наиболее востребовано производство валов из низколегированной углеродистой стали, однако для работы в агрессивных средах валы могут производиться из коррозионно-устойчивых марок стали.
- Назначение валов и предъявляемые к ним требования
Основными деталями в станках, осуществляющими вращательное движение, являются валы (рис. 1). Валы в процессе своей работы испытывают деформации кручения, изгиба, растяжения и сжатия. В коробках скоростей и подач чаще всего применяются шлицевые валы (рис. 1, б), которые обеспечивают плавное перемещение зубчатых колес и муфт вдоль вала. В целях уменьшения веса и габаритов сильно нагруженные валы станков изготовляются полыми. Кроме того, вал изготовляется полым, когда по условиям конструкции необходимо пропустить через него другой вал или какую-либо другую деталь, т. е. в тех случаях, когда это требуется условиями эксплуатации станка, как, например, шпиндели токарного, фрезерного и других станков. Детали, монтируемые на валу, укрепляют при помощи шпонок (рис. 1, а, в) либо шлицевых соединений, а чтобы зафиксировать вал в осевом направлении, используются уступы самого вала и стопорные кольца. Обычно валы осуществляют только вращательное движение в своих опорах, как, например, ходовые валики, валы коробок скоростей и подач, шпиндели токарных, шлифовальных, фрезерных и других станков.
Помимо необходимости соблюдения условий прочности к валам предъявляют и другие требования.
- Валы должны обладать достаточной жесткостью. При несоблюдении этого условия возникает чрезмерный изгиб вала, что приводит к преждевременному износу подшипников, а также нарушает плавность зацепления зубчатых колес, расположенных на валах.
- Валы должны обладать высокой износостойкостью. Это относится прежде всего к шейкам валов, которые вращаются в подшипниках скольжения, а также к местам, где осуществляется прямолинейное перемещение шпинделей и валов (шпиндели сверлильных станков, расточных станков и др.) или установленных на них деталей.
- Валы должны быть виброустойчивы. Это требование предъявляется к скоростным станкам, особенно предназначенных для выполнения отделочных операций.
Перечисленные требования могут быть удовлетворены только при применении соответствующих материалов, из которых должны быть изготовлены валы. Помимо этого, должны быть соблюдены требования термической обработки, качественного изготовления, сборки и регулировки деталей узлов станка.
У валов наиболее часто дефекты появляются на посадочных поверхностях под подшипники и резьбовых поверхностях. Поверхности под подшипники восстанавливают при износе более 0,017 — 0,060 мм; поверхности неподвижных соединений (места под ступицы со шпоночными пазами и др.) за счет дополнительных деталей — при износе более 0,4 — 1,3 мм, под уплотнения — более 0,15 -0,20 мм. Шпоночные пазы восстанавливают при износе более 0,065 — 0,095 мм; шлицевые поверхности — при износе более 0,2 — 0,5 мм.
Из всей совокупности восстанавливаемых поверхностей валов 46% изнашиваются до 0,3 мм; 27% — от 0,3 до 0,6 мм; 19% — от 0.6 до 1,2 и 8% -более 1,2 мм.
Основное требование, которое необходимо выполнить при восстановлении валов, является обеспечение: размеров и шероховатости восстанавливаемых поверхностей, их твердости, сплошности покрытия, прочности сцепления нанесенных слоев с основным металлом, а также симметричности, соосности, радиального и торцового биений обработанных поверхностей зубьев шлицевых поверхностей и шпоночных пазов оси вала или образующим базовых поверхностей.
Читайте также: Ремонт карданного вала порше кайен
Стали имеют высокий предел текучести, малую чувствительность к концентраторам напряжений, в изделиях, работающих при многократном приложении нагрузок, высокий предел выносливости и достаточный запас вязкости. Кроме того, улучшаемые стали обладают хорошей прокаливаемостью и малой чувствительностью к отпускной хрупкости.
При полной прокаливаемости сталь имеет лучшие механические свойства, особенно сопротивление хрупкому разрушению — низкий порог хладноломкости.
Хромистую сталь 40Х применяют для средненагруженных деталей небольших размеров. С увеличением содержания углерода возрастает прочность, но снижаются пластичность и вязкость. Прокаливаемость хромистых сталей невелика.
- Разработка технологического процесса восстановления вала
Деталь, представляет собой вал, предназначенный для передачи крутящего момента от ступицы зубчатого колеса на внешнюю нагрузку, и изготовлен из стали 40Х ГОСТ 4543-71.
Этот вал нуждается в ремонте одного дефекта:
- ремонт поверхности посадочных мест
- Способы наплавки изношенных посадочных мест
- Контактная наварка металлической ленты.
Сущность способа заключается в приварке и изношенной поверхности детали стальной ленты мощными импульсами тока. Режимы работы: частота вращения шпинделя 5. 7 мин-1, подача каретки 3,0. 3,6 мм/об, сила тока 5. 5,5 кА. Оборудование : установка 011-1-02М «Ремдеталь».
- Механизированная наплавка в среде защитного газа.
В качестве защитной среды используется углекислый газ или водяной пар. Оборудование: выпрямитель ВСЭ-303, сварочный трансформатор ТДФ-500.
Режим работы: наплавку ведут на постоянном токе обратной полярности, толщина наплавляемого слоя 0,8. 1,0 мм, сила тока 85. 110 А, напряжение 18. 20 В, шаг наплавки 2,8. 3,2 мм.
Сущность способа состоит в привязке к изношенной поверхности металлической проволоки, при пропускании через нее мощного импульса тока. Режим работы: ток 1,2.. .2,5 кА, шаг 1.. .2,5 мм, усилие прижатия 0,6. 1,0 кН. Оборудование: установка УЭМО-2.
- Плазменная сварка и наплавка.
Наиболее распространенным и простым способом наплавки является наплавка по заранее насыпанному на наплавляемую поверхность порошку. Условия работы: наплавочный материал ПГ-УС25, толщина наплавляемого слоя 1.5 мм, напряжение 58 В, ток 140 А, скорость наплавки 0,17 м/мм. Оборудование: установка для плазменной наплавки УПН-303.
- Автоматическая вибродуговая наплавка.
Можно наплавлять детали диаметром от 10 до 400 мм. Рекомендуется применять режимы наплавки в следующих пределах:
Скорость подачи электродной проволоки . 14—22 мм/сек
Диаметр электродной проволоки . 1,5—2 мм
Электрическая дуга горит под слоем гранулированного флюса в газовом пузыре. Сварочный ток 150-200 А/мм 2 на единицу площади проволоки. Коэффициент наплавки в 1,5-2 раза выше чем при ручной электродуговой наплавке.
Наплавка выполняется металлическими плавящимися одиночными электродами, пучком электродов, лежачими пластинчатыми электродами и т.д. Для наплавки используют электроды диаметром 3-6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока должна составлять 11-12 А/мм 2 .
После перечисления основных способов восстановления детали, необходимо выбрать основной способ. Технологический критерий. Он оценивает каждый способ и определяет принципиальную возможность применимости того или иного способа восстановления. Отобранные по этому критерию способы восстановления должны удовлетворять двум условиям:
- по своим технологическим особенностям они должны быть приемлемы к данной детали;
- устранять имеющиеся дефекты.
Для восстановления посадочных мест рационально выполнить автоматическую вибродуговую наплавку.
Таблица 1. Коэффициент долговечности восстанавливаемой детали.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала