
Круглые стержни, длина которых превышает три диаметра, принято называть валами. Они бывают гладкие, ступенчатые, с участками сложной формы, пустотелые (рис 50). Кроме того, валы, длина которых превышает 12 диаметров, называют длинными.
Технологический маршрут токарной обработки валов в большинстве случаев осуществляется в такой последовательности:
1. Подрезание торцов заготовки в размер длины и центрование с двух сторон.
2. Черновое обтачивание в патроне и заднем центре с припуском на чистовую обработку точных поверхностей 1-2 мм на диаметр.
3. Чистовое обтачивание точных поверхностей в центрах.
Технологические маршруты обработки валов — длинных и с участками сложной формы дополняются некоторыми работами, обусловленными их особенностью (об этом см. в § 67 и главе XII).
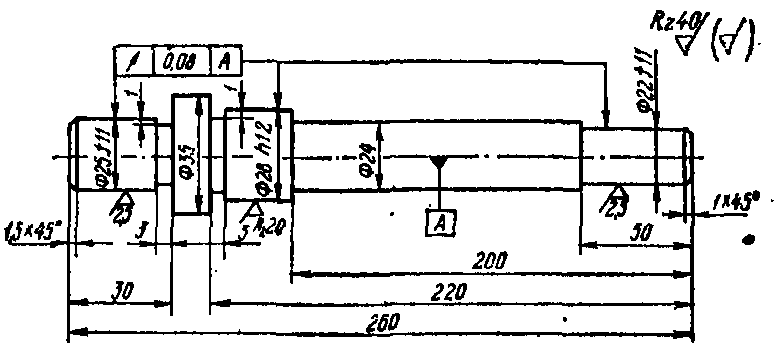
Рассмотрим пример построения технологического маршрута обработки ступенчатого вала (табл. 4) из круглого стального проката Ø36X264 мм в количестве 10 штук. Станок токарно-винторезный 1К62.

Рис 50. Разновидности валов:
а — гладкий; б, в- ступенчатые; г- участками сложной формы; д — пустотелый
Придерживаясь рекомендуемой последовательности мыслительных действий (см. рис 49), устанавливаем из чертежа требуемую точность обработки.
Вал имеет три цилиндрических участка — Ø25f11, Ø22f11 и Ø28hl2, точность которых ограничивается соответственно 11- и 12-м квалитетами. Остальные размеры без допусков подлежат обработке по 14-му квалитету.
Точность формы цилиндрических поверхностей чертежом не установлена, поэтому их погрешности не должны превышать допусков на соответствующие диаметры.
Точность взаимного расположения поверхностей Ø25, Ø28 и Ø22 мм ограничивается радиальным биением относительно общей оси не более 0, 08 мм.
Шероховатость поверхностей (за исключением обозначенных на контуре детали) — Rz≤40 мкм.
Деталь термообработке не подвергается. Следовательно, ее полную обработку (при невысокой точности размеров) можно выполнить на токарном станке.
Заготовка -круглый стальной прокат на одну деталь, имеет припуски по диаметру и длине 4 мм; кривизна ее — в допустимых пределах.
Для изготовления небольшой партии деталей (10 шт. ) технологический маршрут строим пооперационно с небольшой степенью расчленения.
Токарно-винторезный станок 1К62 по технической характеристике (см. гл. VIII, табл. 9) позволяет эффективно выполнить обработку деталей.
Способы обработки выбираются по принципу наибольшей производительности. Подрезание торцов желательно выполнять наиболее стойким проходным отогнутым резцом. Точные цилиндрические участки Ø25, Ø28 и Ø22 мм следует обрабатывать черновым и чистовым точением. Все остальные поверхности, имеющие свободные размеры, целесообразно обрабатывать только черновым точением за наименьшее количество рабочих ходов.
Для окончательной обработки тех участков вала, которые должны иметь точное взаимное расположение, принимается единая технологическая база — центровые отверстия. Технологическая база для подрезания и центрования торцов — цилиндрическая поверхность заготовки. Учитывая невысокую жесткость вала, черновое обтачивание его целесообразно выполнять при установке в патроне и заднем центре; т. е. здесь технологической базой будет цилиндрическая поверхность заготовки и центровое отверстие.
Соответственно выбранным технологическим базам принимаются способы установки заготовок на станке: в патроне, в патроне и заднем центре, в центрах.
С учетом величины обрабатываемой партии деталей и практических правил комплектования переходов в операции расчленяем технологический маршрут на 6 операций: 1-2 — подрезание и центрование торцов в патроне; 3-4 — черновое обтачивание вала о двух сторон в патроне и заднем центре; 5-6 — чистовое обтачивание точных поверхностей в центрах.
Технологический маршрут токарной обработки ступенчатого вала
Читайте также: Ларгус блокиратор рулевого вала гарант
| операция | Установ | Переход | Содержание установов и переходов | Схемы установов |
| А | Установить и закрепить заготовку | 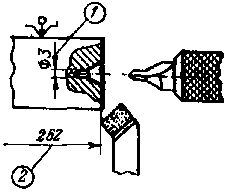 | ||
| в патроне | ||||
| Подрезать торец в размер 2 | ||||
| Центровать в размер 1 | ||||
| А | Установить и закрепить заготовку | 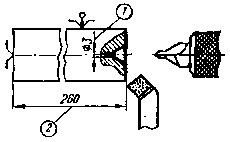 | ||
| в патроне | ||||
| I | Подрезать торец в размер 2 | |||
| Центровать в размер 1 | ||||
| А | Установить и закрепить заготовку | 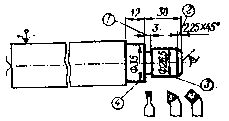 | ||
| в патроне и центре | ||||
| Обточить цилиндр 3 | ||||
| Обточить цилиндр 4 | ||||
| Проточить фаску 2 | ||||
| Выточить канавку 1 | ||||
| А | Установить и закрепить заготовку в патроне и центрах |  | ||
| Обточить цилиндр 5 | ||||
| Обточить цилиндр 3 | ||||
| Обточить цилиндр 4 | ||||
| Проточить фаску 2 | ||||
| Выточить канавку 1 | ||||
| А | Установить и закрепить заготовку центрах | 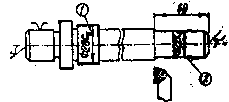 | ||
| Обточить цилиндр 2 | ||||
| Обточить цилиндр 1 | ||||
| А | Установить и закрепить заготовку центрах | 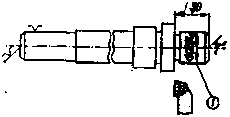 | ||
| Обточить цилиндр 1 |
Контрольные вопросы и задания:
1. Какие детали принято называть валами?
2. Приведите типовой технологический маршрут обработки валов.
Токарная обработка валов
Токарной обработкой металлических деталей называется процесс удаления припуска с поверхности заготовки за счет стружкообразования. При этом возникают механические деформации, сопровождаемые трением и, как следствие, нагреванием изделия и рабочего инструмента. Одним из видов токарной обработки является точение валов.
Вал — это круглая цилиндрическая деталь, длина которой намного больше ее диаметра. Форма валов подразделяется на гладкую и ступенчатую. При обработке гладких валов должны выдерживаться заданные размеры и показатели шероховатости. К ступенчатым валам предъявляются дополнительные требования: соосность отдельных цилиндрических участков и соблюдение перпендикулярности уступов к оси вращения.
Общие сведения

Для изготовления валов используются заготовки с большим припуском, которые зажимаются в патроне и поджимаются задним центром. При черновой обработке необходимо максимально снять припуск, используя наибольшую глубину резания, определяемую мощностью станка. Оставшиеся припуски для окончательной обработки высчитываются исходя из конфигурации и размеров детали, методов последующей обработки.
При соотношении диаметра вала к его длине более чем 1:15 применяются подвижные и неподвижные люнеты. Эти поддерживающие устройства принимают на себя реакцию сил резания, не допуская деформаций заготовки. Этим повышается жесткость режущей системы и уменьшается вероятность возникновения нежелательных вибраций.
Чистовая обработка валов проводится в центрах, при этом конец вала закрепляется в поводковом патроне или используется хомутик. При обработке единичных изделий одна сторона вала проходится за одну установку с использованием всех необходимых инструментов. Крупные партии изделий изготавливаются на различных станках с использованием минимального набора инструментов.
Чистовая обработка проводится на высокоточном оборудовании. При этом обработка начинается с наибольшего диаметра, последовательно переходя на следующий меньший размер.
Обработка гладких валов

Изготовление гладкого вала заключается в обтачивании наружной цилиндрической поверхности. Работа выполняется проходным резцом с использованием продольной подачи. При этом заготовка устанавливается в центрах.
Центровые отверстия выполняются на различных станках: токарных, сверлильных, револьверных. На специальных двухсторонних центровальных станках проводится одновременное протачивание противоположных центров. В любом случае для этой операции применяются спиральные сверла, зенковки или комбинированный центровочный инструмент.
От точности выполнения центровочных отверстий, называемых установочными базами, зависит качество изготовления всей детали.
При изготовлении гладкого вала выполняются следующие операции:
- Отрезание заготовки от общего прутка.
- Обработка торцовой поверхности с последующим центрованием
- Изготовление противоположной торцовой плоскости и ее центрование.
- Черновая обработка одной половины заготовки, находящейся в центрах.
- Черновая обработка второй части заготовки.
- Последовательная чистовая обработка первой и второй части заготовки.
Надо сказать, что самым экономичным способом изготовления гладкого вала является применение калиброванной стали. При этом отпадает необходимость в обработке внешней цилиндрической поверхности. Но в большинстве случаев применяется сортовой прокат. Поэтому, выбирая заготовку, нужно брать наружный размер прутка с диаметром, наиболее близким к максимальному сечению будущего вала.
Читайте также: Подшипник первичного вала митсубиси лансер 10
Изготовление ступенчатых валов
Ступенчатые валы изготавливают по двум схемам:
- Деление припуска на части.
- Деление длины заготовки на несколько отрезков.
Первая схема предполагает обработку заготовки с небольшой глубиной резания. При этом общее расстояние проходимое резцом получается больше. Во втором случае снятие припуска происходит за один проход с большой глубиной резания. При таком подходе необходим более мощный электропривод станка.
Перед обработкой цилиндрической поверхности подрезаются торцы. Операция проводится подрезным резцом с подачей в двух направлениях. Подрезание от центра к поверхности вала отличается менее шероховатым качеством плоскости.
Галтели (скругления между ступенями) выполняют проходным резцом с одновременной поперечной и продольной подачей. Радиус галтели зависит от диаметра ступени.
Канавки проходятся поперечной подачей фасонного резца с режущей частью равной ширине канавки. Широкие канавки выполняют в два приема: поперечной и продольной подачей.
Сверлят отверстия закрепленным в пиноли инструментом. Расточные резцы, закрепленные в резцедержателе, служат для прохода внутренних цилиндрических поверхностей.
 |
| Проходные резцы |
Для гладких сквозных отверстий применяются проходные резцы. Упорные расточные резцы используются для изготовления глухих и ступенчатых отверстий.
Для отрезки готовой детали устанавливают отрезной резец и применяют поперечную подачу. При этом, для получения чистого среза лучше использовать резец с наклонной режущей кромкой. Прямая кромка разрушает срез и требуется дальнейшая подрезка торца.
Массовое производство ступенчатых валов организуется следующими методами:
- Обработка на обычных станках без использования специальной оснастки.
- Обработка с применением дополнительных приспособлений на специально настроенных станках.
- Работа на станках с копировальными устройствами.
Для изготовления валов обычной точности необходимо не более двух установок заготовки. Токарная обработка за три-четыре установки требуется для изготовления валов высокой точности и в случаях, когда заготовка имеет неравномерные припуски.
Черновые и чистовые операции должны быть разделены по времени. Это необходимо для снятия внутренних механических напряжений металла, возникших при первичной обработке.
Токарная обработка валов

Токарная обработка валов важный и нужный процесс в обработке металла. В современном машиностроительном производстве для технологической подготовки токарных операций, таких как например, обработка валов на токарном станке на станках с ЧПУ, все шире используются САМ-системы (Computer Aided Manufacturing).
В соответствии с типовой структурой управления станком с ЧПУ с помощью CAM-системы в ней решаются следующие задачи:
- геометрические задачи проектирования формообразующих траекторий движений инструмента и заготовки;
- проектирование элементов технологической операции;
- проверка геометрических расчетов и визуализация процесса обработки;
- формирование управляющей программы (УП) соответственно кодам постпроцессора выбранного станка.
Тем не менее, даже у современных CAM-систем отсутствует модуль, позволяющий в автоматическом режиме рассчитывать режим резания если стоит задача — обработка вала на станке с чпу. Назначение подачи (т.е. скорости движения по сформированной траектории) и частоты вращения шпинделя выполняется технологом на основе использования нормативных данных, собственного опыта или рекомендаций изготовителей инструментальных материалов. В то же время теоретически разработаны методы оптимизации процесса резания, которые базируются на решении задач нелинейного программирования. Обработка ступенчатых валов на токарном станке является одной из основных задач работы токарных станков, а в многономенклатурном производстве с применением станков с числовым программным управлением обработка валов на токарных станках с чпу производится из заготовок в виде прутков. Поэтому такие токарные операции априори предполагают многопроходную обработку. Однако для многопроходной обработки остается не решенным вопрос оптимального выбора режима резания, определения оптимальных значений всех его компонентов: глубины, скорости и подачи.
Читайте также: Ремкомплект тормозного вала скания 113
Учитывая реальные возможности по управлению всеми компонентами режима резания современных станков, CAM-система должна быть способной к полному использованию таких возможностей. Это означает, что в нее обязательно должен входить модуль, позволяющий в автоматическом режиме проектировать как траектории движений инструмента на черновых операциях по оптимальной глубине резания если выполняется обработка вала на чпу, так и рассчитывать программу управления такими компонентами режима резания как подача и частота вращения шпинделя. Причем, оптимальная глубина резания в сочетании с частотой вращения и подачей должны определяться из решения задачи оптимизации, которая в случае, если токарная обработка валов выполняется на станке с ЧПУ сводится к однокритериальной: найти такое сочетание компонент режима резания, чтобы критерий оптимальности производительность — был максимальным при условии выполнения всех ограничений. Поскольку оптимальное управление проектируется на этапе технологической подготовки производства, то исходные данные для решения задачи оптимизации должны получаться из априорной информации. Другим важным условием является то, что обработка ступенчатых валов на токарном станке изменчива и в процессе резания изменяются такие параметры как диаметр обработки и фактическая глубина резания, что предопределяет необходимость перманентного расчета оптимального режима обработки.
Поскольку реализация запланированных теоретических решений на станках с ЧПУ невозможна без применения САМ-систем, принята концепция создания управляющей программы, ориентированная на применение компьютера. Обработка вала на станке с чпу должна быть смоделирована, структура САМ-системы должна предусматривать процесс резки который проектируется по имеющимся априорным данным и на базе решения задачи расчета траекторий многопроходной обработки. Далее выполняется моделирование процесса точения, во время которого, на каждом его шаге, рассчитываются фактические величины диаметра и глубины резания, которые являются исходными для решения задачи оптимизации и определения оптимальных значений частоты вращения шпинделя и подачи, чтобы обработка валов на токарных станках с чпу была выполнена оптимальным способом.
Следовательно, для решения общей проблемы оптимального управления вначале необходимо установить оптимальную глубину резания на черновых проходах. Для решения такой задачи был разработан алгоритм, который основан на использовании алгоритма решения задачи оптимизации и соответствующей прикладной программы, представленных в работе Петракова Ю.В., Амин Афшара Камбиз “Оптимизация токарной обработки” (сборник Вестник Национального технического университета Украины «КПИ»).
Поскольку обработка ступенчатых валов на токарном станке выполняется наиболее часто с применением схемы точения с использованием инструментальных пластин с главным углом в плане φ>90 0 (рис.1), часть алгоритма, выполняющая расчет допустимой по шероховатости подачи была изменена. По условиям формообразования:
поэтому гребешок Rz микронеровностей может образовываться только пересечением дуги окружности радиусом r и линией вспомогательной режущей кромки. Процедура вычисления рассчитывает высоту y профиля гребешка для каждой координаты x с определенным шагом в диапазоне от 0 до x=S об и выбирает максимальную величину. Процедура повторяется с выбранным шагом увеличения подачи Sоб до тех пор, пока y max = Rz. Величина подачи, соответствующая этому условию и будет допустимой по шероховатости.

Рис.1. Схема обработки (а) и образование шероховатости поверхности (б)
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала






