
Архив не поддерживается для отображения в браузере. Не удается прочитать файл архива.
Если Вам нужен список файлов в архиве, спросите в комментариях.

Дата: 2008-11-02
Просмотры: 35 445
399 Добавить в избранное
- Еще чертежи и проекты по этой теме:
- Вал-шестерня из стали 40Х
- Изготовление вала из стали 40Х
- Служебное назначение детали «Вал». Материал детали и его свойства. Определение типа производства и партии запуска детали. Выбор заготовки и способа ее получения. Назначение маршрута обработки поверхности детали. Расчет промежуточных припусков и допусков.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Еще чертежи и проекты по этой теме:
Софт: Autodesk Inventor 2013
Состав: 3D Деталь, чертеж для изготовления
Состав: Редуктор конический (2СБ), Привод (ВО), Деталировка (вал приводной, вал тихоходный, колесо зубчатое, муфта МУВП), Спецификации, ПЗ
Вал-шестерня из стали 40Х
Сталь 40Х – конструкционная легированная качественная, доэвтектоидная. Содержит 0,40% С, , 1% Сr, S и Р до 0,035% каждого. Улучшаемая сталь. Применяется для изготовления различных деталей машин повышенной прочности. Сталь флокеночувствительная и склонная к отпускной хрупкости.
Оговоренные в задании требования твердости 280…300 НВ свойственны структуре сорбита отпуска, получаемой после окончательной термической обработки – улучшения (закалки и высокотемпературного отпуска).
В качестве предварительной термической обработки, учитывая флокеночувствительность стали, выбираем отжиг по антифлокенному режиму. Назначение отжига (после ковки) – уменьшение твердости, снятия напряжений, получение равновесной структуры, уменьшение склонности к флокенообразованию.
График технологии отжига поковки вал-шестерни из стали 40Х приведен на рисунке 2.5.
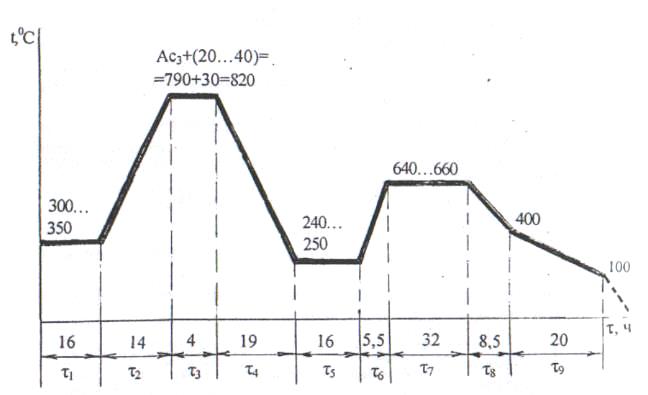 |
Рисунок 2.5 – График технологии отжига поковки вал-шестерни стали 40Х
Технология отжига: копеж при температуре 300…350 0 С из расчета 1 час на каждые 25 мм расчетного(основного) сечения:
нагрев до температуры аустенитизации со скоростью 30…40 град/ч:
(А3 =790 0 С), выдержка для выравнивания температуры по сечению – из расчета 1 час на 100 мм сечения:
охлаждение до температуры 240…250 0 С со скоростью 30 град/ч:
выдержка при температуре переохлаждения 240…250 0 С из расчета 1 час на 25 мм сечения:
нагрев от 240…250 0 С до 640…660 0 С со скоростью 70…80 град/ч:
выдержка при температуре изотермы 640…660 0 С из расчета 2 часа на каждые 25 мм:
охлаждение от температуры 640…660 0 С до 400 0 С со скоростью 30 град/ч:
охлаждение от температуры 400 0 С до 100 0 С со скоростью 15 град/ч:
далее охлаждение на пролете цеха. Общая продолжительность отжига 135 часов.
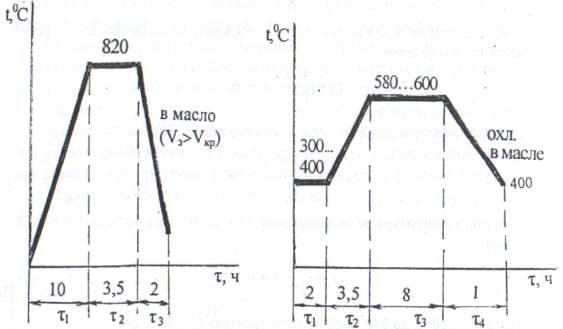
Окончательная термическая обработка – улучшение – выполняется после механической обработки. Сорбит отпуска, получаемый в результате улучшения, обладает наилучшим сочетанием свойств прочности, вязкости и пластичности. График технологии закалки и отпуска (улучшения) приведен на рисунке 2.6. Основные параметры режима (температуру нагрева при аустенитизации, скорость охлаждения при закалке, температуру отпуска) определяем с помощью диаграммы изотермического распада аустенита стали 40Х (см. рисунок 2.6). Температура нагрева
tн = Ас3 + (20…40) 0 С = 790+30=820 0 С;
скорость охлаждения при закалке должна быть больше критической скорости
Читайте также: Муфта электромагнитная компрессора кондиционера для мазда 3
где tн – температура нагрева, 0 С;
t * и τ * температура и время (инкубационное) минимальной устойчивости переохлажденного аустенита, соответственно.
Температуру высокотемпературного отпуска принимаем 580…600 0 С.
 а б а б |
Рисунок 2.6. – Графики технологии закалки (а) и отпуска (б) вал-шестерни
Изготовление вала из стали 40Х
Служебное назначение детали «Вал». Материал детали и его свойства. Определение типа производства и партии запуска детали. Выбор заготовки и способа ее получения. Назначение маршрута обработки поверхности детали. Расчет промежуточных припусков и допусков.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Содержание
1. Служебное назначение детали
2. Требования точности, предъявляемые к детали
3. Анализ конструкции детали
4. Материал детали и его свойства
5. Определение типа производства и партии запуска детали
6. Выбор заготовки и способа ее получения
7. Назначение маршрута обработки поверхности детали
8. Назначение маршрута обработки детали в целом
9. Расчет промежуточных припусков и допусков
10. Проектирование операций
Введение
Машиностроение, поставляющее новую технику отраслями народного хозяйства, определяет технический прогресс страны. Технологическая подготовка представляет собой часть производственного процесса. Задачей которой является обеспечение технологичности конструкции изделия, разработка технологических процессов.
Перед машиностроительной промышленностью стоят задачи совершенствования технологических процессов, изобретение и изучение новых методов производства, дальнейшее развитие и внедрение комплексной механизации и автоматизации производственных процессов на базе достижений науки и техники, обеспечивающих наиболее высокую производительность труда при надлежащем качестве и наименьшей себестоимости выпускаемой продукции.
Для обработки резанием, которое до сих пор является ведущим среди процессов формообразования, важным становится увеличение скоростей обработки, применение новых видов инструментов и приспособлений, нового прогрессивного оборудования, а также повышение износостойкости, твердости инструмента и использование новых прогрессивных инструментальных материалов.
Повышение требований к качеству деталей машин вызывает необходимость поиска новых высокопроизводительных методов обработки поверхности, обеспечивающих изготовление детали в соответствии с предъявляемыми требованиями.
В данной работе рассматривается изготовление вала из стали 40Х, приводится анализ технологичности, маршрут обработки, расчет межоперационных размеров, а также выбор режимов резания и оборудования к двум операциям.
1. Служебное назначение детали
Данная деталь служит для передачи вращения в механизме. Деталь испытывает в основном радиальные нагрузки. Конструкция детали достаточно проста и технологична.
Рис. 1 — Чертеж детали.
2. Требования точности, предъявляемые к детали
Дана деталь, типа вал. Имеет посадочную шейку со шлицевыми пазами D-8х52х60f7х10f9 ГОСТ1139-80, торцевое отверстие М8-7H длиной 25.5мм, ступень 65f9 с фрезерованными лысками и отверстием 25Н8. Длина детали 540, точность линейных размеров лежит в пределах 14кв. Шероховатость в пределах Ra=0.4-6,3. Термообработка — улучшение до твёрдости 30-34HRC и закалка ТВЧ 41-46HRC шлицев D-8х52х60f7х10f9. Поверхность вала проходит химическое оксидирование.
3. Анализ конструкции детали
Своими двумя сфрезерованными поверхностями вал устанавливается на рабочий оргпн в сборочную единицу. Шлицевые пазы служат посадочной поверхностью для установки зубчатых колес, необходимых для передачи крутящего момента, из-за этого к валу предъявляются особые требования по прочности.
Все наружные поверхности имеют правильную форму. Ступени вала вполне доступны для обработки на универсальном оборудовании и универсальным режущим инструментом. Следовательно, наружную поверхность вала можно отнести к технологичной.
С точки зрения механической обработки в отношении технологичности конструкции детали можно отметить следующее: основной обработкой детали является токарная обработка заготовки для предания ей необходимых размеров. Токарная обработка производится токарных станках за несколько установов в центрах.
4. Материал детали и его свойства
Материал детали — сталь 38ХА ГОСТ 4543-71. Химический состав и механические свойства стали 380ХА приведены в таблицах 1 и 2
Таблица 1- Химический состав стали 38ХА в %
Таблица 2 Механические свойства стали
5. Определение типа производства и партии запуска детали
Тип производства и соответствующие ему формы организации работы определяют характер технологического процесса. От правильного выбора типа производства на проектируемом участке зависит качество разработки всего проекта. Поэтому необходимо, исходя из заданной программы выпуска и типа производимых деталей, установить тип производства.
Производство можно отнести к тому или иному типу условно по количеству обрабатываемых в год деталей или изделий одного наименования и типоразмера. По типам производства машиностроительное производство подразделяется на три большие группы (см. табл. 1).
Таблица 1.Определение типа производства по количеству обрабатываемых деталей одного названия и типоразмера в год [1].
Количество обрабатываемых деталей одного наименования и типоразмера в год, шт.
Крупные, тяжелые детали большой трудоемкости массой свыше 30 кг.
Детали средних размеров и трудоёмкости массой
Небольшие, легкие, малотрудоёмкие детали
По таблице определяется тип производства. Учитывая то, что количество изготавливаемых деталей равно 1000 и масса одного изделия составляет 3,95кг, принимается среднесерийный тип производства. Особенности организации серийного производства заключаются в том, что удается специализировать рабочие места для выполнения нескольких подобных технологических операций, наряду с универсальным применять специальное оборудование и технологическую оснастку, широко применять труд рабочих средней квалификации, эффективно использовать оборудование и производственные площади, снизить, по сравнению с единичным производством, расходы на заработную плату.
При среднесерийном типе производства обработка изделий происходит партиями. Количество деталей партии рассчитывается по формуле [1]:
где: — количество деталей по годовой программе, ; D = 1000 шт.
— число дней, на которое необходимо иметь запас деталей на складе; ;
— число рабочих дней в году; .
Количество деталей в партии 25 шт.
6. Выбор заготовки и способа ее получения
Выбор заготовки осуществляется исходя из того условия, что форма и размеры заготовки должны быть максимально приближенными к форме и размерам готового изделия. Экономический эффект возникает в связи со снижением себестоимости изготовления изделия, сокращением количества используемого оборудования, приспособлений, инструмента, затрат на оплату труда станочников, транспортные и др. расходы. При приближении размеров заготовки к размерам изделия производство заготовки усложняется, требует больших затрат. Очень важным является определение оптимальной формы и размеров заготовки, при которых происходит уменьшение отходов производства (таких, как стружка) и вместе с тем затраты на производство заготовки не требуют больших затрат [1].
При изготовлении заготовок типа “вал” применяют различные методы: прокатку, горячую и холодную штамповку и т.д. При выборе вида заготовки (штамповка, прокат и др.) учитывают следующие факторы [1]:
5.размеры припусков на обработку;
При выборе способа получения заготовки следует руководствоваться следующими соображениями:
v Фасонные детали, подвергающиеся ударным нагрузкам и действиям растяжения и изгиба, целесообразно изготовлять ковкой или штамповкой.
v Для деталей, работающих преимущественно на изгиб, растяжение и кручение при значительной разнице в поперечных сечениях, применяются заготовки в виде поковок и штамповок.
v Заготовки из проката применяют для деталей, по конфигурации приближающихся к какому-либо виду проката.
Учитывая все вышеперечисленные факторы, для данной детали целесообразно брать заготовки в виде проката, т.к максимальный перепад диаметров составляет 5мм.
7. Назначение маршрута обработки поверхности детали
Рис. 2 — Обрабатываемые поверхности.
Таблица 2. Маршрут обработки поверхностей.
1 Прокат, 12 квалитет, Rz40
2 Сверление, 10 квалитет, Ra 6,3
3 Резьбонарезание, 8 квалитет
1 Прокат, 12 квалитет, Rz40
2 Получистовое точение, 10 квалитет, Ra 6,3
4 Чистовое обтачивание, 9 квалитет, Ra 3,2
1 Прокат, 12 квалитет, Rz40
2 Получистовое точение, 10 квалитет, Ra 6,3
4 Чистовое обтачивание, 8 квалитет, Ra 3,2
1 Фрезерная, 8 квалитет, Rа 3,2
1 Прокат, 12 квалитет, Rz40
2 Фрезерно-центровальная, 14 квалитет, Rz 40
1 Точение канавок, 10 квалитет, Rа 6,3
3 Шлифование, 7 квалитет, Ra 0,8
1 Сверление, 10 квалитет, Ra 6,3
2 Развертывание, 8 квалитет, Ra1,6
8. Назначение маршрута обработки детали в целом
При построении технологического процесса важно соблюсти следующую последовательность обработки:
v Обработка поверхностей, принятых за технологические базы.
v Обработка остальных поверхностей.
v Формообразование отверстий и пазов.
В первую очередь обрабатываются те поверхности, которые являются базовыми при дальнейшей обработке. В данном случае базовыми поверхностями являются центровые отверстия.
Затем обрабатывают те поверхности, с которых снимается наибольший слой металла. После этого обрабатываются поверхности, с которых снимается наименьший слой металла.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
Механика © 2023
Информация, опубликованная на сайте, носит исключительно ознакомительный характер