
Сделать вальцы для профильной трубы своими руками, используя чертежи и знание принципа работы этого полезного приспособления, вполне реально. Используя такое устройство, обладающее высокой универсальностью, вы сможете самостоятельно изготавливать из профтруб гнутые конструкции любой степени сложности.

Прокатка профильных труб для навеса на самодельном станке
Основными рабочими органами вальцов, оказывающими механическое воздействие на обрабатываемую профильную трубу, являются вращающиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете между валками как раз и происходит пластическая деформация профтрубы.
- Виды устройств с вращающимися валками
- Самодельные приспособления для вальцевания труб
- Как самостоятельно изготовить профилегиб
- Чертежи и инструкция по изготовлению своими руками вальцов для профильной трубы
- Трубопрокатный станок
- Изготовление трубогиба своими руками
- Пошаговое изготовление станка
- Арки для теплиц и парников
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.

Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию профилегиба ручного составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.
Такой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий. Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками. Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции. Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой. Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.

Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкцию
Однако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
Читайте также: Датчик коленчатого вала nissan primera p12
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
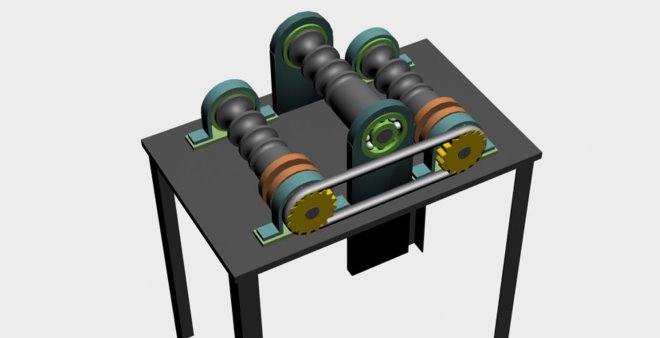
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Как самостоятельно изготовить профилегиб
Чтобы сделать профилегибочный станок своими руками, надо придерживаться следующей последовательности действий.
- В первую очередь изготавливается основание или станина, для чего можно использовать трубы большого диаметра или стальные швеллеры.
- Серьезное внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Именно в верхней части такой опоры, которая должна отличаться высокой надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой надежно фиксируется под станиной, вам потребуется струбцина соответствующего размера. При таком способе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет равномерно распределяться по двум подающим вальцам.
- Чтобы привести во вращение подающие вальцы, используют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старого велосипеда. Звездочки, которые по своим геометрическим параметрам должны строго соответствовать характеристикам используемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить хорошее натяжение цепи и только после этого приступать к фиксации рукоятки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем самым воспринимать основную нагрузку при работе станка, лучше всего изготовить из стали, прошедшей процедуру закалки.
Весь процесс изготовления ручного профилегиба подробно отображен на фотографиях ниже.
Для того чтобы прокатный станок для профильных труб, сделанный своими руками, обладал высокой универсальностью и мог использоваться для обработки изделий различного размера, в его конструкции необходимо предусмотреть возможность выполнения радиальной регулировки. Такая важная опция позволяет изменять величину зазора между рабочими валками. Чтобы сделать свои самодельные вальцы еще более функциональными, можно предусмотреть в их конструкции возможность выполнения и угловой или, как ее еще называют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, изготовленные по универсальным схемам, можно в дальнейшем подвергать модернизации, если в этом возникает необходимость. Например, их можно оснастить электрическим приводом или установить на них большее количество рабочих валков.
Конструкция станка может быть проще, если использовать гидравлический домкрат, как показано на видео ниже.
Чертежи и инструкция по изготовлению своими руками вальцов для профильной трубы
Появление сотового поликарбоната для изготовления теплиц определило новый тип конструкций сооружений защищенного грунта – арочные конструкции. Чтобы создавать металлокаркас для подобных зданий, нужно иметь станок, способный выполнять изгибание конструкционных профилей по определенной кривой. Самодельные вальцы для профильной трубы призваны помочь в изготовлении арок по заданному радиусу.
Читайте также: Сальник вторичного вала восход 3м
Технологический процесс профилирования длинномерных заготовок основан на протягивании детали через вальцы, расположенные на определенном расстоянии друг от друга. Для придания изгиба в ту или другую сторону проход длинномера осуществляется не в прямом направлении, один или два валика смещены.
Трубопрокатный станок
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
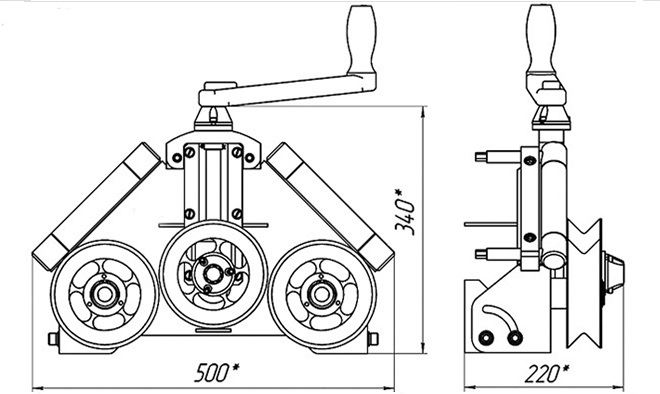
Чертёж трубогиба для протягивания профильных труб. Указаны все необходимые для изготовления размеры деталей:

Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
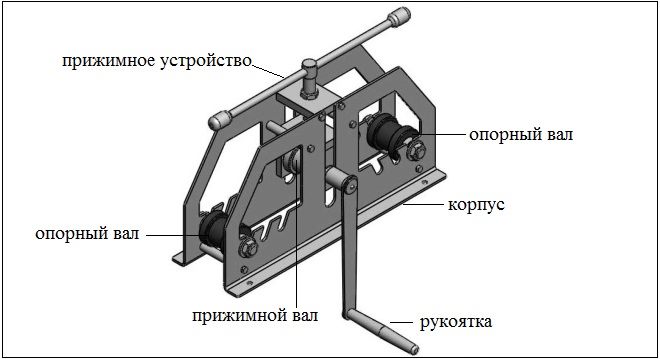
Упрощенная конструкция трубогиба:
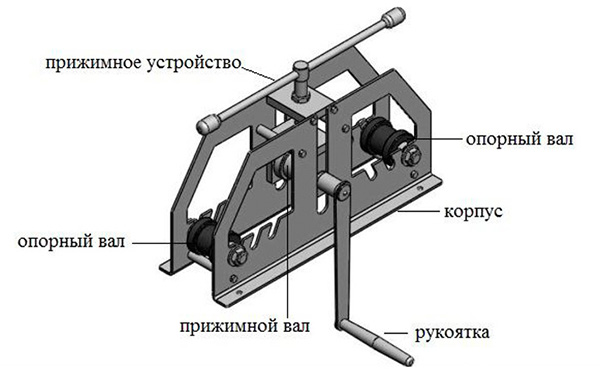
Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Изготовление трубогиба своими руками
Простейший трубогиб изготавливается сравнительно несложно. Нужно приобрести:
- подшипники № 206;
- корпуса подшипников;
- валы Ø 35 мм из закаленной стали HRC 40…45 (подходят под внутренний размер подшипников);
- велосипедные звездочки одинакового диаметра;
- педаль от велосипеда;
- ходовой винт с гайкой;
- швеллер № 8;
- швеллер № 6;
- болты М8 с гайками;
- полоса 40 мм, толщиной 4 мм.
Для изготовления нужно использовать:
- Электродрель.
- Напильник.
- УШМ с отрезными и зачистными дисками.
- Сварочный аппарат.
- Набор гаечных ключей.
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению.
Общий вид станка. Он устанавливается на брус 100·50 мм.

Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.

Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.

Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.

По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.

К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.

Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.

Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.

Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.

Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.

Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
Читайте также: Устройство коленчатого вала компрессора
Видео: самодельный трубогиб для профильной трубы.
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:

Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:

В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:

Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.

На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.

Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:

Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.
Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
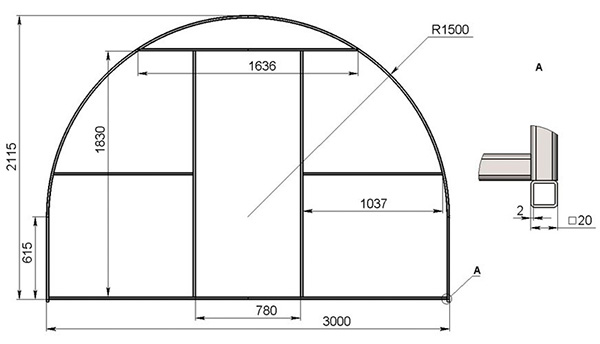
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
Арка для телицы шириной 2800 мм:

Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
Арка для теплицы типа «Павильон»:

При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).
Чертеж малогабаритного парника хлебница:

Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала