
Технология изготовления вала соответствует требованиям ГОСТ. Изготавление червячных валов под заказ в срок от 7 дней на производстве в Санкт-Петербурге.
Комплектующие изготавливаются под заказ на производстве в Санкт-Петербурге. Запросы по изготовлению отправляйте на производство: sales@metalval.ru
- Расчет стоимости изготовления червячных валов
- Применение червячных валов
- Червячный вал
- Изготовление червячных валов в Челябинске
- Производство червячных валов
- Что представляет собой червячный вал?
- Червячное зубчатое колесо
- Конструкция
- Материал для венца
- Расчет диаметра
- Ширина зубчатого венца
- Расчет передаточного числа червячной передачи
- Расчет передаточного отношения
- Классификация
- Достоинства и недостатки
- Применение механизма
- Нарезание червячных колес
- Нарезка зубьев на венце
- Ремонтная нарезка
Расчет стоимости изготовления червячных валов
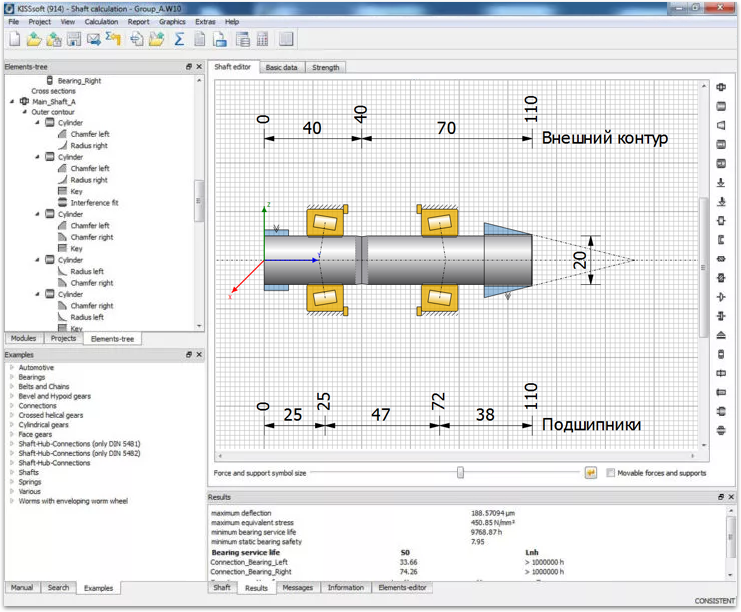
Точный расчет червячных валов и подшипников выполняется на производстве «ЦПК» в специализированном инженерном программном комплексе для проектирования, анализа и оптимизации элементов механических передач и узлов в сборе.
Реальная стоимость изготовления червячных валов оценивается инженером производства «ЦПК» на основании чертежей, расчетных данных, стандарта ГОСТ и стоимости металла (в реальных ценах по курсу ЦБ РФ, включая НДС).
Применение червячных валов
По технологии червячные валы применяются для привода механизма двигателя в мостах и в рулевой системе.
В промышленности применение червячных валов:
- в машиностроении,
- в подъемно–транспортных машинах.
Высокие требования к изготовлению валов требуют от производства исполнения всех необходимых допусков, направленных на соответствие требованиям ГОСТ и требованиям Заказчика. Качество исполнения на производстве ООО «ЦПК» червячных валов соответствует нормам и требованиям стандартов отрасли.
На производстве ООО «ЦПК» изготовление червячных валов выполняется из нержавеющей стали марки 40Г и 45Г ГОСТ 1050. Форма, размерность и допуски конструкции червячных валов выполняются по детализированным чертежам Заказчика на станке ЧПУ.
Червячный вал
Изготовление червячных валов в Челябинске
При нарезании червячных колес на зубофрезерных станках различают два способа фрезерования: с радиальной и с тангенциальной подачами. В первом случае углубление фрезы в деталь происходит в радиальном направлении путем постепенного сближения детали и фрезы. Во втором случае расстояние между осями червячного колеса и фрезы остается постоянным, а фреза имеет поступательное движение вдоль своей оси. Фрезы, предназначенные для тангенциальной подачи, имеют заборный конус. Фреза для червячного колеса должна быть копией червячного вала, поэтому диаметр фрезы, шаг и угол должны в точности соответствовать тем же элементам червяка. Таким образом, для нарезания зубьев на зубофрезерных станках, требуется изготовление червячной фрезы под параметры червячного колеса, что приводит к существенному удорожанию производства детали.
Зачастую производители пренебрегают расчетными параметрами и выполняют нарезку зубьев стандартными фрезами по ГОСТ 9324-80, который предусматривает только два типоразмера червячных фрез для одного значения модуля. Профиль зубьев такого колеса будет отличаться от необходимого, а площадь контакта поверхностей зубьев колеса с червячным валом в такой передаче будет представлять собой линию и составлять от 5% до 30% по мере износа от положенного.
Кроме того, источником искажения теоретического профиля зуба нарезаемого колеса служат также уменьшение диаметра и угла подъема нитки фрезы при переточках, выключение радиальной подачи фрезы в момент достижения нужного межосевого расстояния с колесом и упругие отжатия.
Червячные колеса в единичном производстве можно нарезать на зубофрезерном станке летучим резцом методом тангенциальной подачи. Резец соответствующего профиля, установленный в оправке, занимает положение зуба червячного вала на заданном межосевом расстоянии. В этом случае обработка выполняется простым и дешевым инструментом, но при значительном повышении трудоемкости.
Обработка червячных колес на 4-х координатных фрезерных станках с ЧПУ позволяет получить любой заданный профиль зубьев ограниченным набором инструмента. Профилирование зубьев червячного колеса производиться программно, площадь контакта обработанных зубьев с червячным валом составляет 100%. Кроме этого следует отметить ряд других преимуществ по сравнению с нарезанием червячными фрезами:
— черновая и чистовая обработка производиться разным инструментом;
— сокращение времени обработки;
— обработка на одном станке червячных колес диаметром от 50 до 1000мм.
Производство червячных валов
Червячная передача похожа на зубчатую, кроме нескольких условий:
- Один элемент передачи представлен зубчатой шестерней (именуемой червячным колесом), второй – шнеком (называемой червяком);
- Оси вращения двух элементов передачи перпендикулярны друг другу, при этом червяк и червячное колесо соприкасаются и взаимодействуют.
Червячная передача налагает свои ограничения на геометрию взаимодействующих элементов. Если шестерен существует несколько типов, то червяки и червячные колеса должны обладать строго одной геометрией зубцов и резьбы в пределах одного типа и размера.
Преимуществами червячной передачи являются:
- Плавность работы, обусловленная тем, что взаимодействующие элементы не вступают в резонанс благодаря перпендикулярному расположению осей вращения. Тому же самому эффекту способствуют косые зубья – единственно возможный вариант сообщения червяка с червячным колесом;
- Низкий уровень шума. Этот эффект обусловлен предыдущим качеством: меньше вибрирующих частей – тише работа;
- Наилучшая компактность. Зубчатая передача считается компактной, но червячная занимает еще меньше места, потому что червячный вал меньше по объему, чем шестерня. Это объясняет, почему червячные пары по сравнению с зубчатыми передачами того же передаточного числа занимают меньше места;
- Самоторможение – при некоторых передаточных отношениях происходит резкая остановка обоих элементов передачи в случае отключения двигателя. Для сравнения, зубчатая передача успевает совершить несколько движений, пока остановится;
- Высокая кинематическая точность: она выражается в наименьшем угле отклонения вала от расчетного показателя. Этот параметр обуславливает использование червячной передачи в точных механизмах;
Читайте также: Что будет если перепутать плюс с минусом в компрессоре
Возможность тонкой дозировки передачи – обычные шестерни не позволяют проделать то же самое.
Есть у червячной передачи и недостатки:
- Потребность в точной сборке передачи;
- На низких мощностях сравнительно низкий КПД, обусловленный проскальзыванием колеса и червяка;
- Ограниченная возможность взаимной передачи. При большинстве передаточных отношений червячный вал является ведущим по отношению к колесу, обратную связь технически трудно обеспечить. В ряде случаев этот недостаток обращают в преимущество;
- Проскальзывание рабочих поверхностей.
Последнее обстоятельство влечет за собой целый ряд проблем, в частности:
- Высокие требования к геометрической точности вала и колеса, прочности их поверхностей;
- Необходимость теплоотведения и снижения трения;
- Повышенный износ. Сократить его не получается даже за счет применения смазочных материалов, которые в принципе бессмысленны в случае червячной передачи;
- Заедание;
- Повышенные требования к механической стойкости опор червячного вала.
Но главный недостаток червячной передачи заключается в сложности изготовления червячного вала. Долгое время такой вид передачи был описан только теоретически, а его практическое применение было ограничено: все помнят лишь мелкие детали, вроде гитарных колков, компактных механических счетчиков и разводных ключей.
К счастью, в наше время избежать главного недостатка червячной передачи стало возможно. Для этого следует заказать изготовление червячного вала у компании «Техмаш», которая обладает высокопрецизионными станками, специально созданными для подобных задач.
Что представляет собой червячный вал?
Червячная передача напоминает зубчатую, с той лишь разницей, что два взаимодействующих элемента вращаются в перпендикулярных плоскостях, а одно зубчатое колесо (шестерня) заменяется зубчатым валом, напоминающим шнек. Такая передача чаще всего встречается в разводных ключах, механических счетчиках, гитарных колках, редукторах двигателей.
Стоит червячная передача из двух элементов – червячного колеса и вала. Последний называется червяком и дает название всей передаче.
Изготовление червячного вала представляет значительную сложность по сравнению с зубчатым колесом. Однако производственные возможности челябинской компании «Техмаш» позволяют наладить выпуск червяков, полностью соответствующих техническому заданию заказчика.
Червячный вал (червяк) – это стрежень с крупной резьбой, задача которой состоит не в крепеже, а в передаче вдоль оси червяка вращательного движения на червячное колесо. Другими словами, червяк по своей конструкции и смыслу больше напоминает шнек, чем болт. Нарезать «резьбу» плашкой вокруг червяка не получится, для этого нужны высокопрецизионные станки, которыми располагает далеко не каждое предприятие.
Несмотря на то, что геометрия червячных валов подчинена строгим правилам, они могут быть:
- Цилиндрическими или глобоидными (вогнутыми);
- Правыми или левыми – в зависимости от направления витка;
- По числу заходов резьбы: одно-, двух-, трех- и более-заходные;
- С архимедовым, конволютным, эвольвентным и трапецеидальным профилем витка.
Стоит ли говорить о том, что червячный вал – сложнейший механический элемент? При всем своем многообразии он не дает возможности для отклонений от стандарта, а значит, допуски на его изготовление должны быть минимальными.
Если требуется изготовить червячный вал, искать квалифицированного токаря фрезеровщика бессмысленно. Большинство из них не справится с поручением, а все остальные не смогут обеспечить абсолютного качества и повторяемости подобных деталей. Поэтому единственное, что можно рекомендовать, если вам нужно серийное изготовление червячных валов – это обратиться в компанию «Техмаш», которая обладает всем необходимым для решения подобных задач.
Червячное зубчатое колесо
Зубчатые зацепления могут иметь оси валов в разных плоскостях Ведущая деталь – червяк, не имеет зубьев. Вместо них нарезается резьба с модулем, аналогичным шестерни. Червяк передает вращение на колесо червячное посредством давления поверхности резьбовой нити на эвольвенту зуба при скольжении плоскостей относительно друг друга. У червячного узла маленький КПД и невозможна понижающая передача. Большое сопротивление не позволяет колесу сдвинуть червяк. Это используется в подъемных механизмах и устройствах с точностью перемещения.

Конструкция
Червячная передача получила свое название по ведущей детали, передающей крутящий момент. Ведомая деталь имеет зуб с косой нарезкой. По ободу радиальное занижение поверхности. Это увеличивает линию контакта нити резьбы и зуба.
Оси вращение деталей располагаются под углом. Обычно это 90°, но может быть 45°. Применяется такое расположение деталей в сильно нагруженных тихоходных передачах, со скоростью движения точки на наружной поверхности менее 5 м/сек.
При взаимодействии передачи поверхность резьбы не толкает зубья в направлении вращения, а скользит по эвольвенте, как бы отодвигая ее. В результате возникает сильное трение и нагрев деталей в месте контакта.
Читайте также: Как правильно замерить биение вала

Червячная пара должна хорошо смазываться, охлаждаться и обладать антифрикционными свойствами. Материал червяка изменять нельзя, он нарезается из хромистой стали и проходит закалку, шлифовку поверхности резьбы или шугаровку – обработку пластиной с малой глубиной реза. Инструмент скорее продавливает поверхность резьбы, чем режет ее. Создается на верхнем слое наклеп, упрочняющий рабочую поверхность, делающий ее гладкой.
Материал для венца
Венец зубчатого колеса выполняется из относительно мягкого материала с высоким сопротивлением стиранию. В основном применяются оловянные бронзы и латунь. Для низкоскоростных передач с ручным управлением можно делать венец из серого чугуна. В зависимости от скорости вращения зубчатый венец изготавливается из материала:
- 5 – 25 м/сек – оловянистые бронзы ОФ10-1, ОНФ;
- ≤ 5 м/сек – Бр.АЖ9-4, алюминиево-железистая бронза;
- ≤ 2 м/сек – венец может быть из чугуна.

Бронза стоит значительно дороже стали и мягче. Полностью из нее делаются детали, размеры которых в пределах 160 мм. Большие детали вытачиваются из стали и бронзовый на них только венец. Он нагорячо сажается на вал и закрепляется штифтами по линии соединения, чтобы венец не прокручивался. После остывания производится чистовая обработка колеса и нарезается зуб.
Расчет диаметра
Диаметр колеса рассчитывается по средней линии зуба – ширины зуба и впадины равны. Наружный, используемый для изготовления и расчетов радиус, определяется теоретически. После завершения обработки, он находится за пределами фактического обода колеса.
Скольжение происходит по линии делительного диаметра – середина зуба по высоте. Он рассчитывается по формуле:
где d2 — делительный диаметр шестерни; m – модуль; z2 – количество зубьев колеса.
Наружный радиус зуба имеет один центр с осью червяка.
Ширина зубчатого венца
Ширину венца червячного колеса определяют по числу витков винта по формуле:
где b2 – ширина венца; 0,315 и 0,355 – расчетный коэффициент; Z1 – количество заходов винтовой резьбы; a – межцентровое расстояние; aw – расстояние с учетом смещения червяка относительно зубчатого колеса.
Расстояние смещения определяет размер зазора между рабочими элементами деталей.
Расчет передаточного числа червячной передачи
Ведущая деталь, передающая вращение – червяк, не имеет зубьев. На нем нарезается резьба с числом заходов: 1, 2, 4. Червяки с 3 витками ГОСТом не предусмотрены. Их можно рассматривать и рассчитывать только теоретически. При расчете передаточного числа вместо количества зубьев шестерни берется число заходов резьбы.
Рассчитать передаточное число червячной передачи, формула аналогична другим зубчатым зацеплениям:
где U – передаточное число; Z1 – число заходов на червяке; Z2 – количество зубьев на колесе.

Обратная передача крутящего момента от колеса на червячный вал невозможна. Из-за сильного трения зубьев и низкого КПД передачи колесо не может быть ведущим. Это позволяет не делать тормоза в подъемных механизмах. Достаточно регулировать вращение червячного вала.
Расчет передаточного отношения
Величина передаточного отношения червячной передачи рассчитывается по отношению скорости скольжения червяка и вала.


Где V1 – скорость скольжения червяка; V2 – скорость скольжения червячного колеса. Аналогично w1 и w2 угловые скорости; dδ1, dδ2 – диаметры.
Произведя подстановку формул значений скоростей скольжения, и математические сокращения получает формулу передаточного отношения червячной передачи:

Где i – передаточное отношение. В червячном зацеплении оно равно передаточному числу.
Характеристики червячных передач нормируются по ГОСТ 2144-76. Для червяка с 1 и 2 заходами передаточное число может иметь значение 8-80. Для 4-заходных червяков разбег значений меньше, в пределах 30-80.
Классификация
По направлению витка передачи в большинстве своем бывают правыми. Иногда встречается левое направление нити.
Червячные зацепления классифицируются по форме наружной поверхности червяка:
Вогнутая поверхность ведущей детали увеличивает количество зубьев, находящихся одновременно в зацеплении. В результате возрастает КПД и мощность передачи. Недостаток глобоидных червяков в сложности изготовления. Витки должны быть одинаковой высоты при вогнутой наружной поверхности.
По форме нити резьбы различают червяки:

Архимедов червяк отличается прямой в сечении эвольвентой. У конволютного конфигурация выпуклая, близкая к форме обычной шестерни. Нелинейные профили имеют выпуклую и вогнутую поверхность.
Зубчатое колесо имеет зуб наклонный обратной конфигурации, по форме совпадающий с впадиной между нитями.
Расположение червяка относительно колеса может быть:
Верхнее оптимально подходит для скоростных передач. Боковое наиболее компактное. При картерном способе смазки – масло находится в поддоне и нижняя деталь, вращаясь, смазывает остальные, удобнее нижнее расположение червяка.
Червячные колеса относятся к косозубым. Оси деталей располагаются обычно под углом 90°. В сильно нагруженных механизмах угол может быть 45°.
Зубчатые колеса по профилю зуба делят:
- с непрерывным вращением – полные;
- зубчатый сектор.
Сектор может быть разной величины, от половины круга, до рабочей длины короче червяка.
Читайте также: Что такое радиальное биение вала
Достоинства и недостатки
Особенностью червячной передачи является наличие тормозящего момента и большой интервал передаточных чисел и крутящего момента. К положительным характеристикам относятся:
- передаточное число в пределах 8–100;
- работает тихо;
- начало вращения и остановка происходят плавно;
- высокая точность перемещений;
- возможность смещения на малую величину;
- компактность узла;
- самотормозящая передача.
Передача движения в паре червяк и червячное колесо возможна только в одном направлении. При попытке ведомой детали провернуться, возникает тормозящий момент. Это используют в приводе поворота и подъемных механизмах.
Основной недостаток в потерях мощности, связанных с большим трением. Это приводит к быстрому износу деталей, особенно колеса. К недостаткам относятся:
- низкий КПД;
- трение;
- сильный нагрев;
- изготовление венца из дорогих материалов;
- частое заедание;
- быстрое изнашивание;
- постоянная регулировка зацепления подтягиванием червяка;
- сложное изготовление.

Червячное зацепление требует высокой точности изготовления винтового зацепления и чистоты обработки. Передача не переносит попадание в рабочую зону пыли и другого мусора. Требует интенсивной смазки и охлаждения.
Применение механизма
Червячный механизм способен при малых габаритах заменить многоступенчатый редуктор. Его передаточное число определяется значением 100, в отдельных узлах может быть значительно больше.
Применение червячной передачи целесообразно в механизмах, требующих высокой точности при небольшой скорости:
- червячные редуктора;
- в подъемниках;
- лифтах;
- лебедках;
- рулевых механизмах;
- точная доводка положения инструмента в станках;
- корректировка в ЧПУ;
- приборах.

В основном используется самоторможение и точность перемещения.
Нарезание червячных колес
При проектировании создается модель червячного колеса. По ней легко определится со способом нарезки:
Торцевой требует инструмента, в точности повторяющего червяк. Дает хорошую точность и чистоту обработки. Фрезу выставлять сложно, необходимо, чтобы в конце обработки она имела положение относительно колеса, в точности соответствующее червяку.
Нарезка зубьев на венце
По наружному диаметру червячное колесо имеет полукруглое углубление. Это позволяет лучше прилегать деталям по эвольвенте и смещать ось, увеличивая площадь контакта. Центр радиуса углубления должен совпадать с осью червяка.
Фрезы для нарезания червячного колеса должны быть с таким же наружным диаметром, как червяк. Внешне она повторяет форму ведущей детали, только вместо непрерывной линии резьбы ряды резцов. Режущая пластина по форме точно повторяет нитку резьбы, но шире нее на размер зазора. В результате конфигурация ответной детали – червячного колеса, точно повторяет формы резьбы, впадины совпадают с выступами нитей.
Фреза выставляется в плоскости оси червяка, касаясь его поверхности. Зубчатый венец вращается вокруг вертикальной оправки или собственного вала, обеспечивая тангенциальную подачу наружной поверхности относительно оси режущего инструмента. Нарезка червячных колес происходит при синхронном движении инструмента и детали, вращающихся вокруг своих осей. Отношение скорости вращения определяется передаточным числом. С каждым оборотом венец придвигается ближе к вращающейся фрезе.

Подача режущего инструмента возможна снизу и сверху. Но в большинстве случаев используют радиальную нарезку, как наиболее удобную и точную.
Ремонтная нарезка
Иногда надо сделать одну деталь, чтобы заменить ее в редукторе. В мастерской не всегда имеется полный набор фрез со всеми нормализованными диаметрами.
Если червячное колесо нарезать фрезой большим диаметром, чем радиус червяка, то прилегание будет хуже, пятно контакта меньше. Линия скольжения сместится к вершине зуба. При нарезке меньшим диаметром с таким же модулем, нагрузка будет на вершину нити резьбы. Погрешность можно компенсировать смещением инструмента и регулировкой расстояния между осями. Но трение и износ все равно будут больше, КПД упадет.
Нарезать червячное колесо фрезой с диаметром больше червяка можно для беззазорного сцепления. В этом случае используется специальная фреза с разными углами профиля для правой и левой стороны. Ось фрезы выворачивается в сторону увеличения наклона зуба. Обычные зубофрезерные станки надо переделывать для обработки беззазорного сцепления.
Из-за отсутствия зазора между рабочими элементами, поверхность быстро стирается и приходится постоянно производить регулировку. Беззазорные сцепления применяются при высокой точности и большой нагрузке с малой активностью пары, например, в прокатных станах для регулировки прижима валков – толщины прокатываемого металла.
Для изготовления одного или нескольких колес с нестандартными размерами может применяться оправка с одним резцом по форме впадины между зубьями. Инструмент вращается постоянно. Колесо вращается синхронно с инструментом. После каждого оборота реза проворачивается на размер модуля зуба и за полный оборот, подвигается к оправке с резцом на глубину реза.
Недостаток способа изготовления венца в длительности процесса. Один резец обрабатывает деталь в несколько раз дольше, чем фреза. Учитывая стирание резца, надо делать черновую и чистовую обработку.
Червячное колесо отличается от других своим внешним видом и способом обработки. Оно делается точно под определенный червяк.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала