
Система допусков подразделяется на систему отверстия и систему вала.
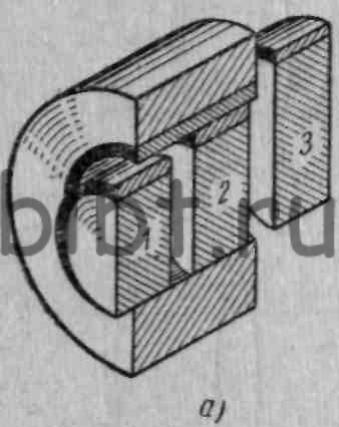
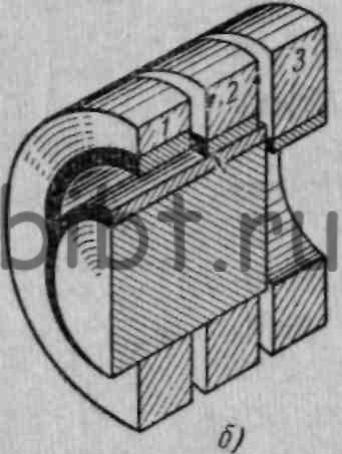
Рис. 95. Посадки в системе отверстий (а) и в системе вала (б):
1 — ходовая; 2 — скольжения; 3 — прессовая
— это совокупность посадок, в которых при одном классе точности и одном номинальном размере предельные размеры отверстия остаются постоянными, а различные посадки достигаются путем изменения предельных отклонений валов (рис. 95, а). Во всех стандартных посадках системы отверстия нижнее отклонение отверстия равно нулю. Такое отверстие называется основным.
— это совокупность посадок, в которых предельные отклонения вала одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем изменения предельных отношений отверстия (рис. 95, б). Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. Такой вал называется основным.
Поля допусков основных отверстий обозначаются буквой А, а основных валов — буквой В с числовым индексом класса точности (для 2-го класса точности индекс 2 не указывается): А 1 , А, А 2а ,А 3а , А 4 и А 5 , В 1 В 2 , В 2а , В 3 , В 3а, В 4 , В 5 . Общесоюзными стандартами установлены допуски и посадки гладких соединений.
Допускается пользоваться не только посадками, установленными стандартом, но и комбинациями стандартизованных полей допусков отверстий и валов одного или разных классов точности.
Для предпочтительного применения при номинальных размерах 1 + 500 мм установлены два ряда полей допусков отверстий и валов. В первую очередь должны применяться поля допусков 1-го ряда, затем поля допусков 2-го ряда. Только в особых случаях, при необходимости, могут применяться остальные поля допусков.
К первому ряду 2-го класса точности относятся поля допусков посадок Н, С, Х, а ко второму ряду — Пр, Г, П, Д и Л. Путем длительных наблюдений установлена зависимость изменения допуска от размеров обрабатываемых поверхностей. Эта зависимость выражается в виде кубической параболы . Сравнение допусков при разных размерах поверхности и одинаковой точности производят, используя единицу допуска. Число этих единиц, заключенных в величине допуска на обработку поверхности, характеризует степень точности обработки. Для каждого класса точности предусмотрено определенное число единиц допуска. Величина допуска равна ai, где а — число единиц допуска, i — величина единицы допуска.
По ГОСТу единица допуска i в мк выражается следующими зависимостями:
для отверстия диаметром 0,1—1 мм
для отверстий диаметром 1—500 мм
для отверстий диаметром 500—10 000 мм
где d c.a есть среднее арифметическое значение интервалов диаметров в мм. На чертежах отклонения указывают одним из двух способов:
1) указывается размер и буквенное обозначение посадки, например, при скользящей посадке 2-го класса точности для отверстия системы вала диаметром 30 мм посадка обозначается 30С, для ходовой посадки 3-го класса — 30Х 3 ; размер основного вала обозначается 30В для первого случая и 30В 3 — для второго; при системе отверстия основное отверстие будет обозначено 30А и 30А 3 , а на размерах вала соответственно будут указаны посадки;
2) указывается размер и численные значения допустимых отклонений в миллиметрах, например, для отверстия диаметром 30 мм в системе вала при скользящей посадке 2-го класса точности пишется Ø30 +0,027 ; для ходовой посадки 3-го класса точности пишется 30 +0,05 ; размер основного вала будет обозначен Ø 50 -0,017 .
При системе отверстия размер основного отверстия 2-го класса будет Ø 30 +0,027 , а для третьего класса Ø 30 +0,05 . Для скользящей посадки 2-го класса точности в системе отверстия размер вала будет Ø 30 -0,017 , а для ходовой посадки 3-го класса Ø 30 -0,05 .
Во всех случаях численные значения верхних отклонений указывают выше стрелки размера, а нижнее отклонение — ниже нее. Отклонения, равные нулю, на чертеже не указывают.
В машиностроении применяется в основном система отверстия, так как при этом необходимо меньше режущих инструментов с различными размерами, например, для всех посадок одного и того же класса точности при определенном номинальном размере потребуются развертки одного диаметра. При системе вала для обработки различных отверстий требуются развертки или протяжки разных диаметров в соответствии с разными размерами отверстий для различных посадок. Обработка валов обычно производится инструментами (резцами, шлифовальными кругами и т. д.), размеры которых не связаны с характером посадок.
Читайте также: Сальник для вала отбора мощности мтз 82
Развертки, протяжки и другие калибрующие инструменты (размеры которых по диаметру определяют размеры обработанных ими поверхностей) относительно дороги. Таким образом, предпочитают систему отверстия из экономических соображений.
Однако в некоторых случаях оказывается более целесообразным применять систему вала. Это главным образом относится к тем случаям, когда на одном валу должно быть помещено несколько деталей с разными посадками. В этом случае при системе отверстия вал нужно было бы делать ступенчатым, а это не всегда позволит осуществить сборку.
Видео:Что такое система отверстия и система вала?Скачать

Система отверстия и система вала
ЕСДП состоит из двух равноправных систем допусков и посадок: системы отверстия и системы вала.
Выделение названных систем допусков вызвано различием в способах образования посадок.
Система отверстия – система допусков и посадок, при которой предельные размеры отверстия для всех посадок для данного номинального размера dн сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров вала (рис. 10).
Система вала – система допусков и посадок, при которой предельные размеры вала для всех посадок для данного номинального размера dн сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров отверстия (рис. 11 ).
Рис.10. Посадки в системе отверстия
Рис.11. Посадки в системе вала
Деталь, размеры которой для всех посадок при неизменных номинальном размере и квалитете не меняются, принято называть основной деталью.
Соответственно не основными деталями будут валы в системе отверстия и отверстия в системе вала.
В системе отверстия основной деталью является отверстие, у которого нижнее отклонение EI, а допуск задается «в тело» детали, т. е. в плюс в сторону увеличения размера от номинального, поэтому верхнее отклонение ES = + TD (рис. 10).
В обозначенииполя допуска основного отверстиядолжна быть указанабуква H, т. к. основным отклонением является нижнее отклонение EI = 0 (рис.9).
В системе вала основной деталью является вал, у которого верхнее отклонение es= 0, а допуск задается «в тело» детали, т. е. в минус – в сторону уменьшения размера от номинального, поэтому нижнее отклонение ei = − Td (рис.11)
В обозначенииполя допуска основного валадолжна быть указанабуква h, т. к. основным отклонением является верхнее отклонение es = 0(рис. 8).
Система отверстия имеет более широкое применение по сравнению с системой вала, что связано с ее преимуществами технико-экономического характера.
Для обработки отверстий с разными размерами необходимо иметь соответственно и разные комплекты дорогостоящих режущих инструментов (сверла, зенкера, развертки, протяжки и т.п.), а валы независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
Система вала является предпочтительной по сравнению с системой отверстия. , когда валы не требуют дополнительной размерной обработки, а могут пойти в сборку после так называемых заготовительных технологических процессов. Система вала применяется также в случаях, когда система отверстия не позволяет осуществлять требуемые соединения при данных конструктивных решениях ( один и тот же вал сопрягается с несколькими отверстиями с разным характером посадок, например, посадки шпонки по ее ширине с пазами вала и отверстия осуществляются в системе вала, т. к. шпонка с пазом вала должна иметь посадку с большей вероятностью получения натяга, а с пазом отверстия – с большей вероятностью получения зазора).
При выборе системы посадок необходимо учитывать допуски на стандартные детали и составные части изделий, так в шариковых и роликовых подшипниках посадки внутреннего кольца на вал осуществляются в системе отверстия, а посадки наружного кольца в корпус изделия – в системе вала.
Дата добавления: 2015-10-05 ; просмотров: 1147 ;
Видео:Допуски и посадки для чайников и начинающих специалистовСкачать

Система отверстия и система вала
ЕСДП состоит из двух равноправных систем допусков и посадок: системы отверстия и системы вала.
Выделение названных систем допусков вызвано различием в способах образования посадок.
Система отверстия – система допусков и посадок, при которой предельные размеры отверстия для всех посадок для данного номинального размера dн сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров вала (рис. 10).
Читайте также: Вала рулевой колонки даф 95
Система вала – система допусков и посадок, при которой предельные размеры вала для всех посадок для данного номинального размера dн сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров отверстия (рис. 11 ).
Рис.10. Посадки в системе отверстия
Рис.11. Посадки в системе вала
Деталь, размеры которой для всех посадок при неизменных номинальном размере и квалитете не меняются, принято называть основной деталью.
Соответственно не основными деталями будут валы в системе отверстия и отверстия в системе вала.
В системе отверстия основной деталью является отверстие, у которого нижнее отклонение EI, а допуск задается «в тело» детали, т. е. в плюс в сторону увеличения размера от номинального, поэтому верхнее отклонение ES = + TD (рис. 10).
В обозначенииполя допуска основного отверстиядолжна быть указанабуква H, т. к. основным отклонением является нижнее отклонение EI = 0 (рис.9).
В системе вала основной деталью является вал, у которого верхнее отклонение es= 0, а допуск задается «в тело» детали, т. е. в минус – в сторону уменьшения размера от номинального, поэтому нижнее отклонение ei = − Td (рис.11)
В обозначенииполя допуска основного валадолжна быть указанабуква h, т. к. основным отклонением является верхнее отклонение es = 0(рис. 8).
Система отверстия имеет более широкое применение по сравнению с системой вала, что связано с ее преимуществами технико-экономического характера.
Для обработки отверстий с разными размерами необходимо иметь соответственно и разные комплекты дорогостоящих режущих инструментов (сверла, зенкера, развертки, протяжки и т.п.), а валы независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
Система вала является предпочтительной по сравнению с системой отверстия. , когда валы не требуют дополнительной размерной обработки, а могут пойти в сборку после так называемых заготовительных технологических процессов. Система вала применяется также в случаях, когда система отверстия не позволяет осуществлять требуемые соединения при данных конструктивных решениях (один и тот же вал сопрягается с несколькими отверстиями с разным характером посадок, например, посадки шпонки по ее ширине с пазами вала и отверстия осуществляются в системе вала, т. к. шпонка с пазом вала должна иметь посадку с большей вероятностью натяга, а с пазом отверстия – с большей вероятностью зазора).
При выборе системы посадок необходимо учитывать допуски на стандартные детали и составные части изделий, так в шариковых и роликовых подшипниках посадки внутреннего кольца на вал осуществляются в системе отверстия, а посадки наружного кольца в корпус изделия – в системе вала.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Видео:Допуски и посадки для чайниковСкачать

Система отверстия и система вала. Особенности, отличия, преимущества
2. Система отверстия и система вала. Особенности, отличия, преимущества
При сборке соединяемые детали соприкасаются между собой отдельными поверхностями, которые называются сопрягаемыми. Размеры этих поверхностей называются сопрягаемыми размерами (например, диаметр отверстия втулки и диаметр вала, на который посажена втулка). Различают охватывающую и охватываемую поверхности и соответственно охватывающий и охватываемый размеры. Охватывающую поверхность принято называть отверстием, а охватываемую — валом.
Сопряжение имеет один номинальный размер для отверстия и вала, а предельные, как правило, различные.
Если действительные (измеренные) размеры изготовленного изделия не выходят за рамки наибольшего и наименьшего предельных размеров, то изделие удовлетворяет требованиям чертежа и выполнено правильно.
Конструкции технических устройств и других изделий требуют различных контактов сопрягаемых деталей. Одни детали должны быть подвижными относительно других, а другие — образовывать неподвижные соединения.
Характер соединения деталей, определяемый разностью между диаметрами отверстия и вала, создающий большую или меньшую свободу их относительного перемещения или степень сопротивления взаимному смещению, называется посадкой.
Различают три группы посадок: подвижные (с зазором), неподвижные (с натягом) и переходные (возможен зазор или натяг).
Зазор образуется в результате положительной разности между размерами диаметра отверстия и вала. Если эта разность отрицательна, то посадка будет с натягом.
Читайте также: Перенос компрессора задней блокировки в салон паджеро спорт 2
Различают наибольшие и наименьшие зазоры и натяги. Наибольший зазор — это положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала
Наименьший зазор — положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Наибольший натяг—положительная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия.
Наименьший натяг — положительная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия.
Сочетание двух полей допусков (отверстия и вала) и определяет характер посадки, т.е. наличие в ней зазора или натяга .
Системой допусков и посадок установлено, что в каждом сопряжении у одной из деталей (основной) какое-либо отклонение равно нулю. В зависимости от того, какая из сопрягаемых деталей принята за основную, различают посадки в системе отверстия и посадки в системе вала.
Посадки в системе отверстия — это посадки, в которых различные зазоры и, натяги получают соединением различных валов с основным отверстием.
Посадки в системе вала — посадки, в которых различные зазоры и натяги получают соединением различных отверстий с основным валом.
Применение системы отверстия предпочтительнее. Систему вала следует применять в тех случаях, когда это оправдано конструктивными или экономическими соображениями (например, установка нескольких втулок, маховиков или колес с различными посадками на одном гладком валу).
3. Допуски и посадки шпоночных соединений
Шпоночное соединение – один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного поворота. Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например – защита вала от проворота относительно неподвижного корпуса. В отличие от соединений с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения – разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке
Шпоночное соединение включает в себя минимум три посадки: вал-втулка (центрирующее сопряжение) шпонка-паз вала и шпонка-паз втулки. Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это обычное гладкое цилиндрическое сопряжение, которое можно назначить с очень малыми зазорами или натягами, следовательно – предпочтительны переходные посадки. В сопряжении (размерной цепи) по высоте шпонки специально предусмотрен зазор по номиналу (суммарная глубина пазов втулки и вала больше высоты шпонки). Возможно еще одно сопряжение – по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу.
Шпоночные соединения могут быть подвижными или неподвижными в осевом направлении. В подвижных соединениях часто используют направляющие шпонки с креплением к валу винтами. Вдоль вала с направляющей шпонкой обычно перемещается зубчатое колесо (блок зубчатых колес), полумуфта или другая деталь. Шпонки, закрепленные на втулке, также могут служить для передачи крутящего момента или для предотвращения поворота втулки в процессе ее перемещения вдоль неподвижного вала, как это сделано у кронштейна тяжелой стойки для измерительных головок типа микрокаторов. В этом случае направляющей является вал со шпоночным пазом.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. В стандартах предусмотрены разные исполнения шпонок некоторых видов.
Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Сегментные шпонки и клиновые шпонки, как правило, служат для образования неподвижных соединений. Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединения.
Предельные отклонения глубин пазов на валу t1 и во втулке t2 приведены в таблице №1:
| Высота шпонки h | Предельные отклонения t1 и t2 |
| От 2 до 6 | ЕI = 0; ES = + 0,1 |
| Св. 6 до 18 | EI = 0; ЕS = + 0,2 |
| Св.18 до 50 | ЕI = 0; ES = + 0,3 |
Стандарт устанавливает следующие поля допусков размеров шпонок:
— высоты h – h9, а при h свыше 6 мм – h11.
В зависимости от характера (вида) шпоночного соединения стандартом установлены следующие поля допусков ширины паза:
🎦 Видео
Посадка подшипника на вал: самый полный обзор методов и стандартовСкачать

Дейдвудное устройство. Как оно устроено и как работает. Как уплотняется гребной вал к корпусу судна.Скачать

Выбираем допуски и посадки ➤ Система вала и отверстияСкачать

НИКТО НЕ ЗНАЕТ, ЗАЧЕМ ЭТОТ ВАЛ В ДВИГАТЕЛЕ!!Скачать

Новости из мира сельхозтехники и АПК. Итоги недели 22.04.2024 - 28.04.2024Скачать

Квалитеты, допуски и посадкиСкачать

Система изменения фаз газораспределения на примере CVVTСкачать

Экстремальные покатушки на тачке и не только...Скачать

Посадки. Как выглядят сотки на деле.Скачать

Квалитеты точности что это? Как выбрать квалитеты допусковСкачать

Карданная передача, основы. Карданные шарниры не равных и равных угловых скоростей (ШРУСы)Скачать

Допуски и посадки. Посадка с зазором. Посадка с натягом. Переходная посадкаСкачать

Допуски и посадки с примером на чертеже ➤ Схема поля допуска деталиСкачать

Читаем и создаем чертежи - Общие допускиСкачать

Выбираем общие допуски и посадки на примере детали вал. Предельные отклонения размеровСкачать

🔥 Зачем нужны фазовращатели, как они работают и как ломаются? Крутой гид по системе VVT.Скачать
