
В процессе изготовления деталей вращения согласно технологическому процессу их изготовление связанно с определённым количеством операций, которые предусматривают переустановку обрабатываемого материала. В ходе смены позиций заготовки из-за погрешности закрепляющих механизмов и других факторов, возникают осевые биения обрабатываемой детали. Допуск биения наносится на чертеже в виде наклонной стрелки и цифрового значения указывающего величину отклонения.
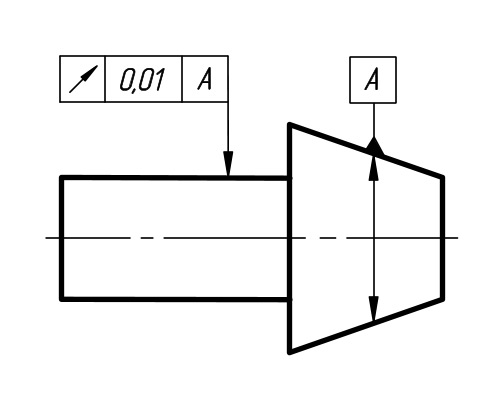
Допуск радиального биения вала относительно оси конуса 0.01мм .

Допуск радиального биения поверхности относительно общей оси поверхностей
А и Б 0.1мм .
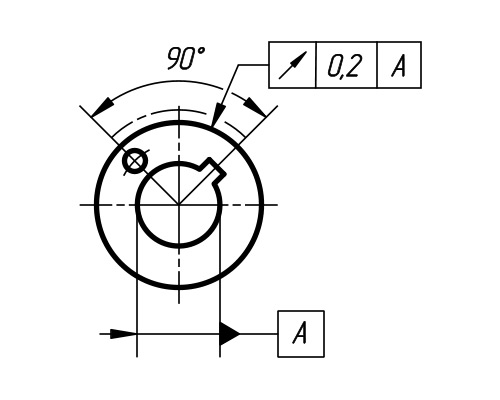
Допуск радиального биения участка поверхности относительно отверстия А 0.2мм .
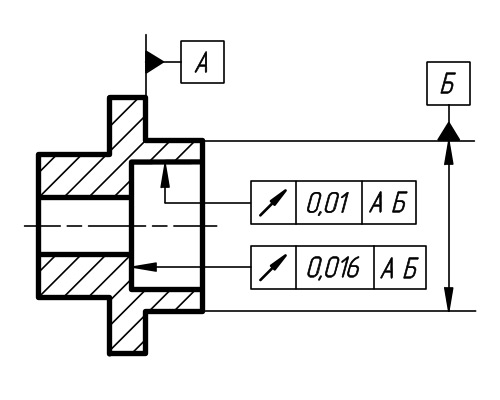
Допуск радиального биения отверстия 0.01мм . Первая база – поверхность А . Вторая база – ось поверхности Б . Допуск торцевого биения относительно тех же баз 0.016мм .

Допуск торцевого биения на диаметре 20мм относительно оси А 0.1мм .

Допуск биения конуса относительно оси отверстия A в направлении перпендикулярном к образующей конуса 0.01 мм .
Коленчатые валы, изготавливаемые для различных двигателей, предназначены для преобразования рабочего движения поршней во вращение главного силового элемента машины. По конструкции валы представляют собой относительно не жёсткую геометрическую форму данного типа детали, которая в свою очередь воспринимает большие переменные нагрузки, вызывающие такие виды допустимых деформаций как кручение и изгиб с последующим возвратом к исходной форме в состоянии покоя.
Не зависимо от назначения двигателя согласно техническим условиям предусматривается необходимая точность выполнения рабочих частей коленчатых валов, таких как коренные и шатунные шейки. Цилиндрические поверхности деталей кривошипной шатунной группы являются подвижной частью подшипника скольжения, который работает на масляной плёнке, образующейся между валом и отверстием, поэтому зазор между ними должен составлять около 10 мкм . Обработка шеек коленчатого вала выполняется с точностью отклонений по пятому, шестому квалитету и шероховатостью поверхности не ниже Ra 0,8 мкм .
Допустимые отклонения формы на овальность и конусность, для автомобильных двигателей, находится в пределах от 10 мкм до 5 мкм , при не параллельности осей коренных и шатунных шеек, не более 10 мкм на всей длине для каждой из шеек. Допуски на радиусы элементов коленчатого вала составляют от 50 мкм до 150 мкм . Слишком большие отклонения радиусов галтелей приводят к неравномерности допустимых деформационных процессов, что оказывает отрицательное влияние на работу двигателей.
Так как коленчатые валы, сами являются частью подшипников скольжения, к коренным и шатунным шейкам предъявляются повышенные требования к поверхности в отношении их износостойкости и усталостной прочности, поверхностная твёрдость которых должна составлять около 52 – 62 HRC .
К наиболее важным техническим параметрам относятся параллельность осей, отклонение от круглости, допуски цилиндричности, допуск биения и многое другое.
Контроль параметров коленчатого вала достаточно, ответственный и трудоемкий процесс. Поэтому для контроля разного рода характеристик, применяют специальные приборы и стенды, а так же мерительные устройства с электронной индикацией и специальными датчиками.
- биение вала
- Смотреть что такое «биение вала» в других словарях:
- Центровка валов для насаживания муфт
- Центровка валов
- Радиальное биение вала и полумуфт
- Центровка валов при помощи одной или двух пар радиально-осевых скоб
- Центровка валов по полумуфтам
- ООО Свой Мастер & PoliStyle
- Статьи:
- Ремонт центробежных насосов
- Разборка насоса
- Сборка насоса
- Ремонт деталей насоса
биение вала
биение вала (shaft runout): Суммарное радиальное отклонение, определяемое приспособлением для измерения положения вала относительно гнезда подшипника при поворачивании вручную вала в горизонтальном положении в своих подшипниках.
3.22 биение вала (shaft runout): Суммарное радиальное отклонение, определяемое приспособлением для измерения положения вала относительно гнезда подшипника при поворачивании вручную вала в горизонтальном положении в своих подшипниках.
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Смотреть что такое «биение вала» в других словарях:
биение (вала) — пульсация колебание — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы пульсацияколебание EN beat … Справочник технического переводчика
биение вала — (напр. ротора турбины) [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN whipping … Справочник технического переводчика
механическое биение вала ротора турбины — С помощью датчика определяются эксцентриситет, овальность и др. [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN mechanical runout … Справочник технического переводчика
электрическое биение вала ротора турбины — С помощью датчика определяются остаточный магнетизм и неоднородность электрических свойств материала поверхности ротора [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN electrical runout … Справочник технического переводчика
Радиальное биение — 3.6.1. Радиальное биение Примечание Радиальное биение собранного подшипника является результатом нескольких отдельных, но сведенных воедино факторов. Источник: ГОСТ 520 2002: Подшипники качения. Общие технические условия оригинал документа … Словарь-справочник терминов нормативно-технической документации
торцевое биение — (face runout): Суммарное осевое отклонение, определяемое на внешней поверхности корпуса уплотнения вала измерительным устройством, которое вращается вместе с горизонтально расположенным валом при поворачивании вала вручную в его подшипниках.… … Словарь-справочник терминов нормативно-технической документации
Осевое биение — 3.6.2. Осевое биение Примечание Осевое биение собранного подшипника является результатом нескольких отдельных, но вместе взятых факторов. Источник: ГОСТ 520 2002: Подшипники качения. Общие технические условия оригинал документа Смотри также… … Словарь-справочник терминов нормативно-технической документации
Осевое биение шпинделя — 2.18. Осевое биение шпинделя (для станков с программным управлением) Черт. 16 Таблица 12 Условный диаметр сверления, мм Допуск, мкм, для станков классов точности Н П До 12 8 5 Св. 12до 20 10 6 » 20 » 40 12 8 … Словарь-справочник терминов нормативно-технической документации
Торцовое биение шпинделя — 1.10. Торцовое биение шпинделя Черт. 13 Таблица 7 Наибольший условный диаметр растачиваемого отверстия, мм Допуск, мкм, для головок классов точности В А С До 100 3 2 1,2 Св. 100 до 200 4 2,5 1,6 « 200 « 400 … Словарь-справочник терминов нормативно-технической документации
Торцовое биение шпинделя (вала) — 2.7.2.2. Торцовое биение шпинделя (вала) (черт. 2, табл. 4). Таблица 4 Наибольшая частота вращения шпинделя, мин 1 Допуск, мкм, для шпинделей классов точности В А С До 36000 3,0 2,5; 1,5* 2,0; 1,5* Св. 36000 2,5 2,0; 1,5* 1,5; 1,5* * Звездочкой… … Словарь-справочник терминов нормативно-технической документации
Центровка валов для насаживания муфт

Центровка валов
По конструкции валы могут работать или совместно на изгиб и кручение (основной случай) или только на кручение (что реже), оси — работают только на изгиб. Основное их отличие в том, что
Для правильной оценки прочности вала следует внимательно назначать воспринимаемую им рассчетную нагрузку, с учетом наибольших, хоть и редко встречаемых значений, так и в части ее изменений во времени с учетом абсолютных и относительных нагрузок различных уровней, важно насколько возможно точно выявить характер и величину нагрузок. Основным условием, определяющим надежность и долговечность эксплуатации электрических машин является правильно выполненная центровка валов.
Читайте также: Lacetti сальник первичного вала кпп
Центровка валов включает в себя две основные операции: выверку оси общего вала (выверку линии валов) и собственно центровку, то есть устранение боковых и угловых смещений машин и механизмов.
Для обеспечения правильного распределение нагрузок между подшипниками валы соединяемых машин должны быть установлены в такое положение, при котором торцовые плоскости полумуфт в горизонтальной и вертикальной плосткостях будут параллельны, а оси валов продолжением одна другой, без смещений. Под действием собственного веса ротора ось вала каждой электрической машины принимает несколько изогнутую форму. Если соединяемые валы установить строго горизонтально, то изгибы осей валов приведут к тому, что торцовые плосткости полумуфт не будут параллельны и получат раскрытие сверху. В этом случае оси валов будут продолжением одна другой. При работе такого агрегата его валы будут вибрировать, оказывая вредное влияние на подшипники и другие части механизма.
Выверка линии валов по уровню. При одновременном монтаже двух частей (например, двигатель и генератор), для выполнения этой операции есть несколько способов.
Несоосностью валов называют такое их взаимное расположение, при котором центрируемые оси и имеют боковое (радиальное) или угловое (осевое) смещение относительно друг друга.
Величины допустимых смещений определяются конструецией применяемых муфт, имеющих разную компенсационную способность. Под компенсационной способностью следует понимать способность некоторых типов муфт компенсировать неточность выверки соосности валов соединяемых машин.
Валы, соединяемые при помощи жесткой поперечно-свертной муфты практически не допускают боковых и угловых смещений так как при таком соединении они должны работать как общий вал.
Технологическая последовательность операций по монтажу электрических машин зависит от их габаритов и способов поставки (в собранном или разобранном виде).
Перед центровкой валов должны быть выполнены следующие подготовительные работы: подготовка рабочего места; проверка шеек валов, проверка состояния полумуфт к насадке, нагрев полумуфт, насадка полумуфт, очистка и осмотр вкладшей подшипников, проверка положения шеек вала в нижних вкладышах, предварителльная проверка совпадения линии валов, проверка радиального биения валов и полумуфт, проверка полумуфт на осевое биение.
Остановимся на наиболее важных моментах
Отверстие в ступице и посадочная часть вала должны иметь форму цилиндра. Для тяжелых условий работы полумуфты насаживают на валы в горячем состоянии с натягом, обеспечивающим необходимую прочность насадки. Величина натяга считается достаточной, если диаметр отверстия в ступице полумуфты, насаживаемой в горячем состоянии будет до нагревания меньши диаметре посадочного конца вана на 0,08-0,1 мм. на каждый 100 мм. диаметра вала.
При такой разнице в диаметрах создается натяг, обеспечивающий достаточную прочность насадки. Допускать слишком большую величину натяга не следует, так как это может привести к разрыву ступицы, при меньшем натяге возможно провертывание полумуфт на валу при передаче больших моментов.
При насадке полумуфт посадочный конец вала и отверстие в ступице должны быть очищены от осевшей на них пыли, заусенцев, шероховатостей и т.п.
Небольшие полумуфты с призматической шпонкой в холодном состоянии насаживают вручную. Для насадки полумуфты в горячем состоянии заранее подготавливают приспособления для переноса нагретой муфты, а также для ее насадки.
У двигателей с коническим концом вала на валу предусмотрена нарезка и коническая полумуфта насаживается на вал путем затяжки гайкой.
Перед сопряжением валов проверяют радиальное и осевое биение валов и насаженных полумуфт. Совпадение линий валов предварительно проверяют по полумуфтам при помощи измерительных инструментов.
Радиальное биение вала и полумуфт
Радиальное биение вала проверяют в нескольких плосткостях по длине вала. При этом окружность вала делят на восемь равных частей. Для проверки используют индикатор часового типа, который устанавливают на жесткое основание с таким рассчетом, чтобы измерительный стержень индикатора касался поверхности вала. Для проверки муфт на осевое биение два индикатора устанавливают в диаметрально противоположных точках торца полумуфты на одинаковом расстоянии от оси вращения вала. Для замеров окружность делят на четное число равных частей (например на 8) и торцевое биение определяют на основании восьми пар замеров. Если замер произведен правильно, то сумма верхего и нижнего зазоров равна сумме боковых зазоров (или разница не более 0,03 мм.).
В практике электромонтажных организаций применяют ряд своих способов центровки валов. К ним относятся:
Центровка валов при помощи одной или двух пар радиально-осевых скоб
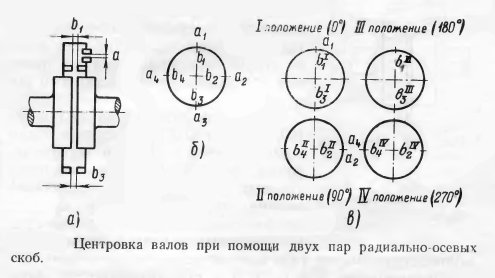
При угловых смещениях валов т.е. когда а1+а3 больше или меньше а2+а4 (или b1+b3 больше или меньше b2+b4) для центровки рекомендуется применять две пары скоб, сдвинутых одна относительно другой на 180 градусов, как показано на рисунке а, причем одной парой скоб измеряют боковые и угловые зазоры, а другой только угловые на одинаковом расстоянии от оси, измерения проводят при повороте ротора на 0,90,180 и 270 градусов. После измерений проводят необходимые корректировки и перемещения.
Центровка валов по полумуфтам
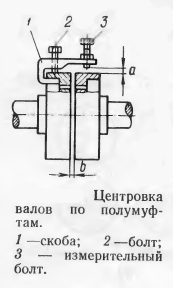
В скобу вворачивают измерительный болт с контргайкой, боковые зазоры измеряют при помощи щупа между измерительным болтом (или индикаторов) и внешней поверхностью полумуфты, а угловые зазоры — между торцами полумуфт.
В каждом положении полумуфт (0,90,180,270) замеряют один боковой замер и два или четыре угловых зазора. Средние значения угловых зазоров при нескольких замерах определяют как среднее арифметическое путем деления суммы числовых значений зазоров на количество замеров.
ООО Свой Мастер & PoliStyle

Статьи:
Ремонт центробежных насосов
В данной статье приведен объем работ по видам ремонта центробежных насосов. Это не позволяет дать единую схему разборки и сборки центробежных насосов, а также единую схему чередования ревизий, текущих и капитальных ремонтов.
Техническое обслуживание насосов необходимо проводить с переодичностью 700-750 часов работы.
ТО включает в себя следующие работы:
- проверка подшипников и их замена при необходимости (при необходимости их смену или перезаливку);
- чистка и промывку картера;
- замена масла;
- промывка маслопроводов;
- ревизия сальников и защитных гильз (при необходимости их замена);
- проверка муфты и уплотнений крышек подшипников;
- промывка и продувка паром трубопроводов системы гидрозащиты;
- проверку центровки насоса и качество его крепления на фундаменте.
Текущий ремонт насосов проводится через каждые 4300 — 4500 часа работы, и включает следующие операции:
- разборка;
- ревизия;
- проверка ротора на наличие биений в корпусе;
- проверка зазоров в уплотнениях;
- проверка шеек вала на конусность и эллиптичность (при необходимости он протачивается и шлифуется);
- устранение деффектов всех деталей и узлов насоса, замеченных при визуальном осмотре;
- замена подшипников качения;
- проверка состояния корпуса с помощью дефектоскопии.
Капитальный ремонт проводится по мере необходимости (обычно через 25000—26000 ч работы), и включает в себя:
- полный объем ТО и ТР;
- более тщательную ревизию всех узлов и деталей;
- при необходимости замену рабочих колес, валов, уплотнительных колец корпуса, грандбукс, распорных втулок, прижимных втулок сальника;
- снятие корпуса насоса с фундамента, наплавка и расточка посадочных мест на корпусе;
- для секционных насосов замену отдельных секций;
- гидравлическое испытание насоса при избыточном давлении, превышающем рабочее на 0,5 МПа.
Читайте также: Шевроле каптива установка балансировочных валов
Разборка насоса
После снятия полумуфты с применением съемника, поставляемого заводом-изготовителем с насосом, подают ротор в сторону всасывания до упора разгрузочного диска во втулку пяты и помечают на валу положение стрелки указателя осевого сдвига. Только после этого разбирают подшипники и вынимают вкладыши.
На валу насосов с разгрузочным диском имеются три контрольные риски глубиной 0,2 мм, а на корпусе закреплен указатель. Первая риска со стороны всасывания показывает положение ротора при упоре вала во втулку упорную. Средняя риска показывает, что разгрузочный диск касается подушки пяты. Третья риска — это положение ротора при допустимом износе гидропяты.
Разгрузочный диск гидропяты демонтируют с вала также специальным съемником. Снимать пяту с насоса без необходимости не рекомендуется. В случае ее износа, отвинчивая специальным ключом винты нажимного фланца, снимают фланец, а затем выпрессовывают из корпуса разгрузочного устройства пяту.
Рабочие колеса следует снимать с вала, не допуская заедания, поочередно с секциями, которые выводятся из заточки при помощи отжимных винтов, поставляемых с насосом. Направляющие аппараты из секций вынимать не рекомендуется во избежание ослабления посадки их в секциях. При необходимости секции следует подогреть и, воспользовавшись отжимными винтами, вынуть направляющий аппарат. При разборке ротора и секций нужно проверить наличие клейм, показывающих последовательность деталей, менять детали местами категорически воспрещается. Перед разборкой деталей необходимо помечать их взаимное расположение. Следует также помечать две стороны симметричных деталей. Категорически воспрещается наносить метки по посадочным, уплотняющим и стыковым поверхностям. Узлы и детали, снятые с машин, необходимо протереть насухо и смазать антикоррозионной смазкой. Уплотнительные кольца из резины, меди, паронита и картона, бывшие в употреблении, использованию не подлежат.
При разборке узлов и деталей следует контролировать состояние посадочных мест и уплотняющих торцов.
Сборка насоса
Перед сборкой необходимо протереть все детали.
При замене деталей запчастями проверяют их соответствие чертежу и при необходимости производят подгонку по месту. При изготовлении запасных частей в ремонтной мастерской не допускается замена материалов и ослабление требований, предъявляемых чертежами завода-изготовителя.
Перед установкой деталей проверяют отсутствие забоин, заусенцев и рисок на уплотняющих и посадочных поверхностях. Дефекты устраняют шабрением, шлифовкой или притиркой.
Рабочие колеса и секции собирают на валу, проверяя осевой зазор в каждой ступени. Суммарный осевой разбег ротора должен быть в пределах 6 — 8 мм. Разгрузочное устройство должно быть собрано таким образом, чтобы после установки диска осевой разбег ротора составил половину замеренного до его установки.
Это может быть достигнуто либо установкой металлических прокладок толщиной 0,3 мм под пяту, либо подрезкой торца разгрузочного диска. Суммарную толщину прокладок, или величину подрезки торца, определяют замерами после пробной установки напорной крышки с пятой и установки разгрузочного диска на вал. С тем, чтобы обеспечить перпендикулярность торца пяты, винты нажимного фланца смазывают антифрикционной смазкой, а затем равномерно затягивают, применяя динамометрические ключи. Момент затяжки обычно оговаривает завод-изготовитель. Неперпендикулярность торца разгрузочного диска при его обработке не должна превышать 0,02 мм.
Прилегание торца разгрузочного диска к пяте проверяют по краске. Пятно касания должно быть равномерным по окружности и занимать не менее 70% опорной площади. Вновь устанавливаемый разгрузочный диск должен быть статически отбалансирован. Если на роторе насоса меняют только диск, чтобы избежать динамическую балансировку всего ротора, а также при отсутствии оборудования для динамической балансировки, вновь устанавливаемый разгрузочный диск статически балансируют с заменяемым. Для этого необходимо изготовить оправку, на которую установить симметрично заменяемый и новый разгрузочный диски.
При этом шпонки дисков должны располагаться под углом 180° друг к другу. Очевидно, дисбаланс при статической балансировке следует снимать с вновь устанавливаемого диска.
Если при замене деталей насоса или перезаливке вкладышей оказалась нарушенной центровка ротора относительно статора, необходимо произвести перецентровку корпусов подшипников. Эту операцию осуществляют при снятых верхних половинах вкладышей регулировочными винтами, при этом гайки, крепящие корпуса подшипников к концевому уплотнению и входной крышке, следует ослабить так, чтобы 0,03-мм щуп между сопрягаемыми торцами не проходил. При смещении подшипников не допускать изгибы ротора излишним натягом регулировочных винтов. После центровки необходимо заштифтовать корпусы подшипников. Качество центровки проверяют проворачиванием ротора от руки. Без сальниковой набивки он должен легко проворачиваться.
Кольца мягкой набивки сальников следует устанавливать таким образом, чтобы разрезы были смещены на 90° по отношению друг к другу. Первый пуск насоса рекомендуется производить с ослабленной нажимной втулкой, а ее подтяжку осуществлять после достижения полного числа оборотов, доведя утечку до нормы.
После каждого поворота гаек на 1/6 оборота необходима обкатка сальника продолжительностью 1 — 2 мин. При быстром подтягивании сжимаются только наружные кольца и не происходит равномерного распределения усилия затяжки вдоль сальника. После полной сборки насоса следует подать ротор в сторону всасывания до упора разгрузочного диска в пяту и установить указатель осевого положения ротора. Положение ротора должно быть такое же, как перед разборкой, если не заменялись детали гидропяты. При замене деталей гидропяты необходимо установить указатель против средней риски на валу насоса.
Ремонт деталей насоса
Рабочее колесо при неправильной регулировке осевого зазора или вследствие износа пяты центробежные колеса смещаются в сторону всасывания и их передние диски начинают тереться о направляющие аппараты и выходят из строя. Кольцевые выработки стальных колес восстанавливают наплавкой с последующей проточкой на токарном станке. Сильно изношенные диски удаляют механической обработкой и с помощью электрозаклепок приваривают новые.
После этого производится чистовая токарная обработка восстановленной части колеса.
Чугунные колеса заменяют новыми или заплавляют медным электродом с последующей проточкой.
Колеса бывают литые из стали или стальные сварные. Кроме механического износа, колеса подвержены кавитации, коррозионному и эрозионному износам.
Кавитационные и эрозионные раковины заваривают электросваркой. Обнаруженные трещины рассверливают по концам, их кромки разделывают и заваривают электросваркой. При этом рекомендуются твердосплавные электроды Т590 и Т620.
Дефекты колес, изготовленных из нержавеющих сталей 2X13 или 1Х18Н9Т, устраняют сваркой электродами 0Х18Н9Т, Х18Н12М или Х25Н15. После заварки трещин и глубоких раковин колесо подвергают термической обработке при следующем режиме: нагрев до температуры 600—650° С, выдержка при этой температуре в течение 2—6 ч и охлаждение до температуры 150° С.
Читайте также: Сальник приводного вала левый рав 4
После ремонта рабочее колесо подвергают статической балансировке.
Как показывает зарубежный опыт, в абразивных средах очень хорошо работают насосы с обрезиненными рабочими органами, применяемыми первоначально для перекачки кислот.
Защитные гильзы вала являются наиболее быстро изнашивающимися деталями центробежных насосов, которые предохраняют его от разрушения в местах соприкосновения с сальниковыми уплотнениями. Защитные гильзы изготавливаются в ремонтном цеху из кузнечных и трубных заготовок, прокатов углеродистых или легированных сталей.
Для повышения износоустойчивости втулок рабочие поверхности гильз наплавляют сормайтом или стеллитом. Твердость втулок должна находится в пределах НВ 350-400 для легированных сталей или НВ 260—320 для углеродистых, достигается она путем термообработки.
Для увеличения долговечности гильз на их рабочую поверхность наплавляют твердые сплавы и после этого хромируют. Защитные гильзы требуют высокой точности обработки что бы биения их торцов относительно осей находились в пределах 0,015—0,025 мм. От этого зависит продолжительность и качество работы сальниковых уплотнений. Основные деффекты защитных гильз это наружный износ и кольцевые задиры, которые устраняются на токарном или шлифовальном станке путем обработки наружной поверхности. Величина конусности гильзы должна находиться в пределах 0,1 мм, а эллиптичности или волнистости в пределах 0,03 — 0,04 мм. Толщина наплавленного слоя сормайта или саттелита на гильзы составляет 1,8 — 2 мм, что бы после обработки на шлифовальном станке толщина наплавленного слоя была не менее 0,5 — 0,6 мм.
Вал рабочего колеса проверяют на наличие искривлений, износов шеек и резьб, а так же наличий трещин и поломок.
Если износ посадочных мест, шпоночных канавок и резьб вала ротора незначительный, то вал проверяют на изгиб. Допустимое биение шеек вала центробежного насоса под подшипники равно 0,025 мм, биение посадочных мест под защитные гильзы и полумуфты 0,02, а под рабочие колеса — 0,04 мм. Изогнутые валы насоса можно исправить при помощи наклепа или термомеханическим способом. После правки вал можно допустить к сборке в том случае, если его биение не превышает 0,015 мм.
Посадочные места под подшипники скольжения с элипсностью и конусностью менее 0,04 мм рекомендуется шлифовать до уменьшения номинального диаметра на 2—3%. При большом искажении геометрической формы шеек, а также при ослаблении посадки подшипников качения и износе других посадочных мест вал протачивают до выведения износа, а затем наплавляют электросваркой и подвергают механической обработке.
Изношенные шпоночные канавки заплавляют и фрезеруют новые, резьбы стачивают, наплавляют, а затем после обточки нарезают нормального размера.
При наплавочных работах тип и марку электродов выбирают в зависимости от материала вала ротора. Так, для валов, изготовленных из стали 40Х, рекомендуются электроды типа Э55А марки УОНИ-13/55, из стали ЗОХМА — электроды типа ЭП-60 марки ЦЛ-7.
В центробежных насосах применяют как опоры качения, так и опоры скольжения. Ревизию опор качения должны производить через каждые 700—750 ч работы насоса.
Подшипники подлежат замене, если зазор между обоймой и шариком превышает 0,1 мм при его диаметре 50 мм, 0,2 мм — для подшипников ø 50 — 100 мм, 0,3мм — для ø более 100 мм.
При диаметральном зазоре между обоймой и корпусом подшипников более 0,1 мм их также заменяют. Если такая мера недостаточна, то корпуса подшипников растачивают и в него запрессовывают гильзу. Гильзы изготовляют из стали или чугуна и на легкопрессовой посадке на сурике собирают с картером. Для прохода смазки в гильзе на долбежном или строгальном станке делают канавку. Проворачивание гильзы в картере предотвращают креплением ее стопорной шпилькой МЗ или М5.
При ревизии подшипников необходимо тщательно проверить поверхность обойм и шариков на отсутствие повреждений (трещин, выкрашивания, следов ржавчины). При наличии их и появлении цветов побежалости, что указывает на перегрев подшипников, их заменяют.
Вместо оптического метода контроля качества притирки в условиях ремонтных цехов сопрягаемые поверхности проверяют «на карандаш». Для этого на рабочие торцы деталей торцового уплотнения наносят восемь-двенадцать радиальных рисок. Затем одну из деталей под легким нажимом проворачивают относительно другой на пол-оборота. Детали считаются хорошо притертыми, если риски карандаша вытираются по всей окружности. Торцовые уплотнения, как правило, испытывают непосредственно на насосах.
Корпус насоса проверяется на наличие следующих дефектов: коррозионный износ отдельных мест внутренней поверхности; износ посадочных мест; забоины и риски на плоскости разъема, местные трещины.
Коррозионный износ устраняется с помощью наплавки металла электросваркой. Риски, забоины и вмятины на плоскостях разъема корпусов насосов устраняют зачисткой шабером или заваркой отдельных мест с последующей зачисткой. При значительном износе привалочных поверхностей или большом числе дефектов плоскости разъема следует проточить или профрезеровать. После исправления дефектов корпуса все посадочные места в нем проверяют на расточном или токарном станке и, если нужно, растачивают до указанных в чертеже размеров. Коррозионный износ посадочных мест корпуса восстанавливают аналогично.
Обязательно проверяют соосность гнезд под опоры ротора.
Перед установкой собранного ротора необходимо убедиться что в корпусе насоса нету посторонних предметов, прочистить и промыть керосином его внутренние поверхности. Посадочные места корпуса, колец и подшипников не должны иметь вмятин и заусенцев.
Необходимо, чтобы плоскости разъема колец и подшипников у насосов с горизонтальным разъемом корпуса были притерты и точно совпадали с плоскостью разъема, что проверяют при помощи щупа и специальной линейки. После установки ротора в корпус сначала подгоняют вкладыши подшипников скольжения по постелям их корпусов, а затем баббитовую заливку по шейкам вала. Далее контролируют зазоры в проточной части насоса, а так же между ротором и грундбуксой.
При правильной сборке подшипников зазоры на сторону должны быть одинаковыми по двум взаимно перпендикулярным диаметрам. Обязательна также проверка осевого перемещения ротора в корпусе и легкости его вращения. При установке крышек корпуса необходимо строго соблюдать порядок затяжки гаек. Заключительные операции сборки — посадка на вал полумуфты, центрирование насоса с двигателем и окончательное закрепление его на раме. Присоединение к трубопроводам не должно вызвать перенапряжений в корпусе насоса. После обкатки насос испытывают на стенде с целью получения его комплексной характеристики, т. е. зависимостей напор — подача, потребляемая мощность — подача, КПД — подача при постоянной частоте вращения. Испытания обычно проводят на воде. Комплексная характеристика позволяет оценить качество ремонта насоса.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала