
Вал — деталь предназначенная для удержания вращающихся деталей и передачи крутящего момента.
В поперечном сечении валы, чаще всего имеют круглую или кольцевидную форму, отдельные участки могут иметь другое сечение, например участки с шлицами, лысками.
Назначение валов
Назначение валов — удерживание посаженных на него деталей и передача нагрузки от них на опоры.
Вал, в отличии от оси, передает вращающий момент, следовательно — скручивается.
В механизмах, как правило, используется несколько агрегатов, и необходимо реализовать передачу вращающего момента от вала одного устройства к валу другого. Для этих целей могут быть использованы механические передачи (например цепная) или муфты.
Виды валов
Вал — одна из самых распространенных деталей механизмов и машин. Существует множество конфигурации и конструкции валов. Их можно классифицировать по различным признакам.
- валы передачи
- коренные валы (несущие не только детали передач, но и рабочие органы)
По форме геометрической оси:
По конструктивным признакам:
- гладкие (постоянного поперечного сечения)
- ступенчатые
- валы с фланцами
- валы-шестерни
Элементы конструкции вала
Обычно вал представляет из себя цельную деталь, однако он может быть и составным, состоящим из нескольких частей.
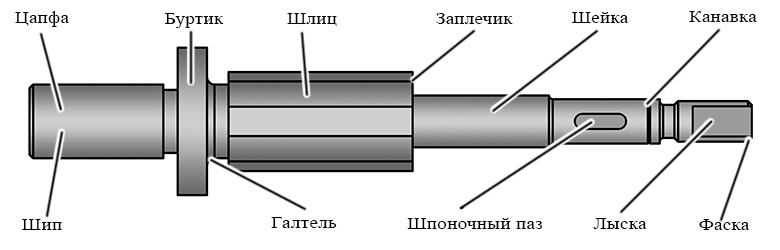
Рассмотрим основные элементы конструкции валов:
- Цапфа — опорная часть вала, цапфа может быть цилиндрической, конической или сферической.
- Шейка — промежуточная цапфа.
- Шип — цапфа, расположенная на конце вала, предназначенная для восприятия, радиальной нагрузки.
- Пята — цапфа, расположенная на конце вала, предназначенная для восприятия осевой нагрузки.
- Заплечик – торцевая поверхность вала поверхность предназначенная для упора деталей, подшипников качения и т.п.
- Буртик – утолщение вала, предназначенная для упора деталей.
- Канавка – углубление на поверхности вала, предназначенная для выхода режущего инструмента, установки стопорного кольца и т.д.
- Галтель – плавный переход от меньшего сечения вала, к поверхности заплечника или буртика. Размер галтели определяется диаметром вала согласно ГОСТ 12080-66.
- Фаска – скошенная часть поверхности вала. Фаска облегчает установку деталей на валу при сборке. Размер фасок стандартизован ГОСТ 12080-66.
- Шпоночный паз – углубление, предназначенное для установки шпонки.
- Шлиц — паз на валу, в который входит зуб сопрягаемой детали.
- Лыска — плоская поверхность вала, получаемая путем удаления части металла фрезой.
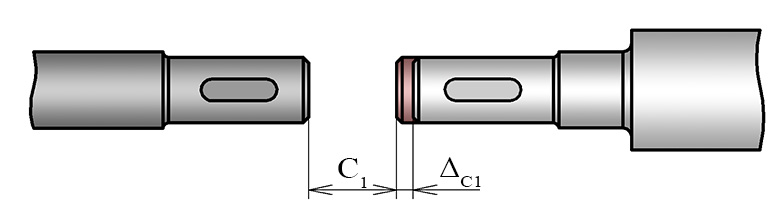
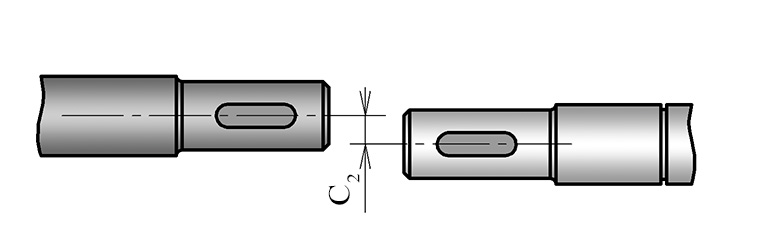
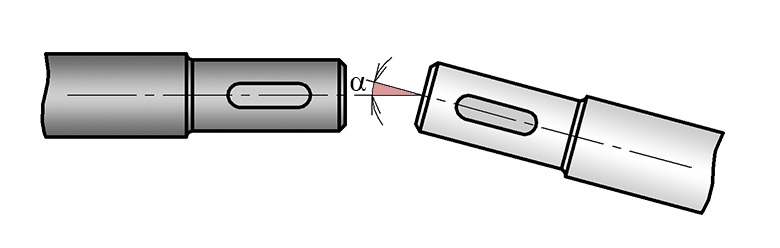
Погрешности монтажа валов
При выборе типа муфты следует учитывать возможные погрешности, возникающие при монтаже валов.
- Монтажный зазор

- Радиальное смещение
- Угловое смещение
Призматические и профильные соединения для передачи крутящего момента

Призматические и профильные соединения для передачи крутящего момента.
В призматических соединениях крутящий момент передается напряжениями смятия на плоских поверхностях вала — лысках и гранях (рис. 616).
В этих соединениях нет выступающих элементов, вызывающих концентрацию напряжений. Однако значительные скачки напряжений возникают на участках перехода несущих плоских поверхностей в цилиндрическую поверхность вала.
Силы, передающие крутящий момент направлены перпендикулярно к граням и действуют на небольшом плече относительно центра вала. Вследствие этого на краях граней возникают повышенные напряжения смятия, возрастающие с увеличением числа граней, т. е. по мере приближения многогранника к окружности.

Примем, что напряжения смятия распределяются на гранях по закону треугольника (рис. 617).

Передаваемый соединением крутящий момент равен произведению площади треугольника 0,5·S·σmax на плечо (2/3)·S равнодействующей сил смятия и длину соединения L:

где z — число граней; [σ] — допустимое напряжение смятия; S — ширина рабочей площадки, зависящая от числа граней и угла ϕ цилиндрических участков вала; L — рабочая длина соединения.
Положим, что суммарный угол zϕ (рис. 616) цилиндрических участков для каждого из рассматриваемых валов одинаков и равен 90°, т. е. ϕ = 90°/z. Для валов с лысками ширину граней принимаем равной ширине граней у квадратного вала.
Радиус окружности, вписанной в многоугольник

Радиус описанной окружности



Подставляя это значение S в формулу (163), получаем


При

На рис. 616 показаны величины σ0max/σ0, где σ0 — напряжение смятия в эвольвентных шлицах с углом профиля α0 = 30° (σ0 = 0,8).
Как видно, напряжения смятия в призматических валах значительно выше, чем в шлицах эвольвентного профиля (для наиболее выгодного трехгранного вала — в 5—6 раз; для валов с 4—8 гранями — в 8—17,5 раза; для валов с лысками — в 16—32 раза), поэтому призматические валы применяют в малонагруженных соединениях (например, для передачи крутящего момента насадным рычагам и рукояткам).
Насадные детали центрируют на валах с лысками — по цилиндрической поверхности на многогранных валах — по граням. Для повышения точности центрирования и увеличения равномерности распределения нагрузки грани шлифуют.
Отверстия в насадных деталях обрабатывают протягиванием.
Призматические соединения применяют преимущественно в концевых установках. Затягивать детали на ступенчатые участки m перехода граней в цилиндрическую часть вала (рис. 618, а) не рекомендуется (трудно достичь расположения упорных поверхностей в одной плоскости).

При затяжке на упорные буртики (вид б) грани не доводят на 1—3 мм до буртика, а остающийся цилиндрический поясок перекрывают кольцевой выточкой n в ступице.
Читайте также: Формные валы для флексопечати что это такое
Канавки q (вид в) для выхода шлифовального круга с внутренним диаметром d, несколько меньшим диаметра окружности, вписанной в многогранник, сильно ослабляют вал. Например, для четырехгранника момент сопротивления кручению в сечении по канавке приблизительно в 2 раза меньше, чем в сечении по неослабленному валу (предполагается, что диаметр вала равен наружному диаметру многогранника). Кроме того, на участке расположения канавки возникает значительная концентрация напряжений.
В конструкции без канавки, с перекрытием участков выхода круга кольцевой выточкой в ступице (вид г) ослабление несколько меньше, но все же напряжение кручения в сечении А—А призматической части вала примерно в 1,5 раза больше, чем в смежной цилиндрической.
Для достижения равнопрочности на кручение необходимо, чтобы диаметр окружности, вписанной в многогранник, был равен диаметру вала, что приводит к значительному увеличению радиальных размеров соединения, особенно у валов с малым числом граней (три-четыре).
По общей схеме к призматическим соединениям близки профильные соединения , иначе — К-соединения (рис. 619), рабочие поверхности которых образованы циклоидальными кривыми, что позволяет обрабатывать их шлифованием с помощью эпициклических или гипоциклических шлифовальных механизмов.

Преимуществом профильных соединений является возможность точной обработки отверстий в ступицах, термообработанных до высокой твердости.
Напряжения смятия в профильных соединениях с выпуклыми поверхностями выше, чем у призматических валов аналогичной формы, вследствие менее благоприятного распределения (уменьшение плеча сил по мере скругления профиля). Следовательно, несущая способность профильных соединений при одинаковых напряжениях смятия ниже, чем призматических, и ниже, чем шлицевых.
Благоприятнее распределение сил у профилей с вогнутыми поверхностями. Крестообразные соединения подобного типа — трефные соединения (рис. 620) — до сих пор применяют в валах прокатных станов.

Представляя собой по существу крупные шлицы трапецеидального профиля, они по прочности на изгиб и смятие равноценны последним. Однако в отличие от шлицевых соединений у них ослаблено сопротивление кручению.
Конструктивные и технологические элементы деталей на чертеже
При чтении и выполнении рабочих чертежей деталей людям часто приходится сталкиваться с необходимостью распознавания различных конструктивных элементов. Следует учесть, что в этой статье рассмотрены далеко не все конструктивные элементы, а только типовые, то есть многократно встречающиеся на деталях.
Деталью машиностроения согласно ГОСТ 2.101- 68 называется изделие изготовленное из однородного материала без применения сборочных операций. По своей конфигурации детали могут быть от самых простых, для понимания формы которых достаточно лишь одной текстовой записи в спецификации, до самых сложных, форма которых требует показа нескольких видов, разрезов, сечений или выносных элементов. Форма детали обусловлена прежде всего той функцией, которую деталь выполняет.
Следует различать понятия: элемент конструкции детали и конструктивный элемент детали. Например, на рисунке приведена деталь под названием звездочка. Она состоит из таких элементов конструкции детали, как: зубья звездочки, ступица с отверстием 35Н7 и M8-6H и конструктивного элемента в отверстии под названием шпоночный паз 10.
Под конструктивным элементом детали понимают местные изменения ее формы или поверхности для придания ей дополнительных свойств при изготовлении, сборке или эксплуатации. Размеры конструктивных элементов относительно формы и поверхности детали не велики и в целом не меняют их. Так цилиндрическая часть детали после нанесения на нее рифления все равно остается цилиндрической.
Технологические элементы обеспечивают удобство изготовления детали (опоры детали при обработке) и её сборки с другими деталями (фаски, проточки) или связаны с особенностями изготовления детали (литейные скругления и уклоны для литых деталей) и её элементов (сбеги и недорезы резьб, центровые отверстия и канавки для выхода шлифовального круга и т. д.).
Многие конструктивные элементы задаются на чертежах в виде условных обозначений, например — Рифление сетчатое 1,0 ГОСТ 21474-75. Следует знать, что по ГОСТ 2.109-73 не допускается давать ссылки на документы, определяющие форму и размеры конструктивных элементов изделий (фаски, канавки, рифления и т. п.), если в соответствующих стандартах нет условного обозначения этих элементов. Все данные для их изготовления должны быть приведены на чертежах.
Отверстия ⵁ, к конструктивным элементам следует отнести не все отверстия, а только резьбовые отверстия и отверстия предназначенные для деталей крепежа. ГОСТ 11284-75 — отверстия сквозные под крепежные детали. ГОСТ 16030-70 стандарт устанавливает сквозные квадратные отверстия для болтов с квадратным подголовком диаметром от 5 до 24 мм и сквозные продолговатые отверстия для болтов, винтов и шпилек диаметром от 2 до 48 мм.
- Цилиндрическое отверстие ⵁ
- Резьбовое отверстие
- Коническое отверстие
- Нецилиндрическое отверстие
- Квадратное □
- Продолговатое
по проходимости сквозь тело детали
- Несквозное отверстие
- Сквозное отверстие
- Сквозное прерывистое
Резьба представляет собой рельефную поверхность образующуюся на цилиндрической или конической части детали при вырезании (или выдавливании) канавки определенного профиля идущей по винтовой линии. Обозначение пример М6 -6Н – резьба метрическая, с диаметром 6 мм, однозаходная, правая, нанесена на отверстие по 6-му квалитету. Резьбовое соединение двух деталей может быть осуществлено только, если их резьбы имеют одинаковые параметры. Грамотно обозначать резьбу на чертежах — это указывать обозначение и шероховатость резьбы. Обычно её назначают равной Ra 3,2. Также в размере должен быть указан допуск резьбы (М8-6g; M8-6H), иначе можно сказать, что размер был задан не верно.
Читайте также: Пальцы у нижнего вала
Лыска – это плоский срез с поверхности детали цилиндрической, конической или сферической формы, расположенный параллельно оси. Односторонние лыски применяют для предохранения режущего инструмента от поломки при соприкосновении с криволинейной поверхностью детали, а также для ее плотного соединения с плоскостью другой детали
Буртик. На валах и осях часто применяют упорные буртики (уступы), в торцы которых упираются детали, насаживаемые на вал.
Фаской (указывается длинна с 4 и угол 45°) называется срезанная под углом кромка детали. Срез материала осуществляется плоскостью или конической поверхностью. Размеры катета фасок «с» выбираются по ГОСТ 10948-64 из следующего ряда: 0,1; (0,12); 0.16;(0.20); 0.25; (0.30); 0,40; (0,50); 0,60; (0,80); 1,0; 1,2; 1,6; (2,0); 2,5; (3,0); 4,0; (5,0); 6,0; (8,0); 10; 12; 16 и т.д. до 250 мм. Размеры без скобок предпочтительнее.Фаски облегчают соединение деталей центрируя их во время сборки.
Допускается надпись в технических требованиях чертежа: Острые кромки притупить фаской или радиусом 0,16 max мм.
Галтели, радиусы закруглений — скругления внешних и внутренних углов на деталях машин — широко применяют для облегчения изготовления деталей литьем, штамповкой, ковкой, повышения прочностных свойств валов, осей и других деталей в местах перехода от одного диаметра к другому. Размеры галтелей берут из того же ряда чисел, что и для величины С фаски (за исключением специальных случаев, в частности радиусов гиба для деталей, изготавливаемых из листового металла, установки шарикоподшипников и др.)
Скругление – это плавный переход от одной поверхности детали к другой по указанному радиусу. При этом образуется переходная поверхность являющаяся частью цилиндра или тора касательного к сопрягаемым поверхностям. Поэтому центр радиуса скругления в конструктивных элементах, как правило, не указывают. Скругления предназначены для удаления острых кромок, облегчения сборки, придания эстетического вида.
Рифление (обработка поверхности для придания ей шероховатости нанесение узких острых бороздок рифлей) предотвращает проскальзывание пальцев руки при завинчивании детали. На чертеже указывают, согласно ГОСТ 21474—75, тип рифления (прямое или сетчатое) и его шаг, выбираемый из ряда: 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0 (последний только для сетчатого). Угол рифления, отличный от 45°, указывается на изображении.
Бобышка (прилив) сравнительно короткий выступ или выпуклость из поверхности поковки или отливки, часто цилиндрической формы — у литых деталей облегчают обработку опорных поверхностей под головки болтов, гайки и т. д.
При обработке или контроле деталей типа тел вращения в центровые отверстия детали входят центры станка или приспособления, на которых установлена деталь. Если в изготовленной детали требуется наличие центровых отверстий, то их отмечают условным знаком ᐸ, с указанием на полке обозначения по ГОСТ 14034—74. Если центровые отверстия в готовом изделии недопустимы, то наносят знак ⵏᐸ. Пример условного обозначения центрового отверстия формы А диаметром d = 2 мм:
Отв. центр. А2 ГОСТ 14034– 74.
Ребро жёсткости – это элемент детали, который нужен для повышения механических характеристик, позволяют уменьшить сечения отдельных элементов детали, снизить напряжения в местах сопряжения стенок различного сечения, повысить устойчивость и прочность конструкций. Толщина ребер жесткости у их основания должна быть равной толщине основной стенки детали.
Уклоном называется тангенс угла наклона между двумя плоскостями, выраженный в виде простой правильной дроби или в процентах. ГОСТ 8908-81 стандарт распространяется на углы (угловые размеры) и допуски углов конусов и призматических элементов деталей с длиной меньшей стороны угла до 2500 мм, применяемые в машиностроении. На чертежах перед размерным числом, определяющим уклон, наносят знак ∠ 20% или ∠ 1:5 , острый угол которого должен быть направлен в сторону уклона. Обозначение уклона наносят на полке линии-выноски. Формовочные уклоны облегчают выем модели из формы после литья, определенные уклоны придают ее рабочим поверхностям(стенкам, ребрам и др.). Величина их зависит от высоты или длины расчетного элемента отливки.
Клин — элемент в виде призмы, рабочие поверхности которого сходятся под острым углом. Наиболее распространены клиновые зажимные механизмы. Они позволяют закреплять деталь непосредственно или через прижимные планки и рычаги. Для обеспечения самоторможения угол клина не должен превышать 6 градусов.
Эксцентриковые зажимы являются разновидностью клина (криволинейные клинья) и выполняются в виде секторов, дисков, цилиндров, рабочая поверхность которых может быть очерчена по окружности, по логарифмической или архимедовой спирали. Эксцентриком принято называть только сам диск (вал) со смещённой осью вращения, а созданные на его основе механизмы и приспособления, как правило, носят самостоятельные названия. Наибольшее распространение получили круглые эксцентриковые зажимы
Читайте также: Сталь для валов центробежных насосов
Конусность показывается знаком ⊲ ⊳, острый угол которого должен быть направлен в сторону вершины конуса. Рядом со знаком указывают отношение, например, 1:3, 1:4, 1:5, …, 1:500 в соответствии с ГОСТ 8593-81 — стандарт распространяется на конусности и углы конусов гладких конических элементов деталей.
Морзе В18 АТ6 ГОСТ 9953-82 — укороченный инструментальный конус Морзе В18 степень точности АТ6.
Канавка – это протяженное углубление на поверхности детали различной траектории и, как правило, простого поперечного сечения. Канавки предназначены для разделения поверхностей с разной характеристикой обработки, для выхода режущего инструмента при изготовлении детали или для обеспечения определенных условий при сборке и эксплуатации. Канавки используют для подвода, распределения и удержания смазки. Некоторые канавки предназначены для фиксации уплотнений различной формы. Траектория канавки может быть самой разной: по прямой, по кольцу, по винтовой линии и др.
Например в машиностроении используются канавочные (щелевые) уплотнения.
Щели концентрических проточек заполняют пластичной смазкой. Образуемый затвор препятствует вытеканию масла и ограничивает проникновение посторонних веществ извне.
Применять щелевые уплотнения рекомендуется для узлов, работающих в сравнительно чистой окружающей среде. Щелевые уплотнения не обеспечивают полной герметизации, их целесообразно применять в комбинации с уплотнениями другого типа.
Для лучшего удержания смазки канавки делают в крышке корпуса и на валу. Канавочные уплотнения применяют для подшипниковых узлов, работающих при скоростях до 5 м/сек и консистентной смазке. Температура разжижения смазки, заполняющей щели, должна быть выше рабочей температуры узла, чтобы не было вытекания масла из щели.
Канавки очень полезны в комбинации с, уплотнениями другого типа.
Кольцевая канавка выполненная на внешней цилиндрической или конической поверхности называется проточкой. На основных изображениях проточки, как правило, дают с упрощениями, а их действительные формы и размеры раскрывают выносными элементами.
Пазом называется канавка с прямолинейной траекторией. Пример условного обозначения Т-образного направляющего паза шириной а= 18 мм и полем допуска Н8: Паз Т-образный 18Н8 ГОСТ 1574—91. Формы поперечного сечения пазов могут быть довольно сложными. Пазы служат для подвижного соединения деталей друг с другом. Прорезью называется узкая канавка прорезающая насквозь стенку детали.
Шпоночное соединение (шпоночный паз 10 JS9) предназначено для закрепления и передачи крутящего момента от вала на колесо или же наоборот. Шпонка позволяет это осуществить, сохраняя при этом возможность разъемного соединения деталей. Обычно в соединение ставят по одной шпонке. При передаче большого крутящего момента могут быть поставлены две или три шпонки через 180 – 120°. Шпонки всех основных видов стандартизированы. Размеры шпонок выбираются в зависимости от диаметра вала по таблицам стандарта. Чертежи на шпонки не выполняют, а все необходимые данные указывают в спецификации в разделе «Стандартные изделия».
Шлицевые соединения (шлицевой паз) предназначаются, как правило, для передачи крутящего момента, например от вала на звездочку или наоборот. При этом возможно еще дополнительное перемещение звездочки вдоль оси. В зависимости от формы профиля различают соединения с прямобочными, эвольвентными и треугольными шлицами.Условное обозначение шлицевого соединения на учебном чертеже (рис. 8.10) должно быть следующим:
где n – элемент центрирования* ;
D – внешний диаметр; b – ширина зуба вала.
В конце обозначения указывается номер стандарта (например, d –
Риска (штрих) линия в виде продольного узкого углубления с закругленным или плоским дном, наносимая на изделие при разметке его под обработку сверлением, строжкой, фрезеровкой или чертилкой слесарной для точной разметки, измерительные шкалы приборов и т.д. Номенклатура подобных деталей достаточно велика, поэтому конструкцию и оформление чертежа рассмотрим только на наиболее характерных их представителях.
Шлицем называется прорезь на головке винта, в которую вставляется конец отвертки при ввертывании и вывертывании винта. Шлицы выполняют также на шлицевых гайках, вращение которых производят соответствующими ключами.
При проектировании деталей, получаемых из листового материала с помощью гибки и штамповки встречаются следующие элементы листового тела: буртик, штамповка в открытых и закрытых штампах, жалюзи, ребро усиления на сгибе (косынка) представлены на рисунке слева направо. Для увеличения жесткости и прочности листовых деталей , усиления особо нагруженных мест или выступающих частей, а иногда по технологическим соображениям рекомендуется предусматривать в конструкции ребра жесткости и косынки.
Если у вас есть, что добавить по теме, не стесняйтесь. Как и всегда, если есть какие-то вопросы, мысли, дополнения и всё такое прочее, то добро пожаловать в комментарии к этой записи.
Если у вас есть необходимость в создании высококачественного чертежа ISO, DIN, ANSI, ЕСКД или трехмерной модели в Автокад, Компас 3D? Можно связаться и поддерживать со мной связь с помощью электронной почты указана в профиле или заполните форму и я свяжусь с вами. Мы детально обсудим ваш проект. Я разрабатываю индивидуальные решения в точном соответствии с вашими потребностями. Также дополнительно осуществляю подбор производителей, фабрик, поставщиков комплектующих в любой точке мира.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала