
В процессе изготовления деталей вращения согласно технологическому процессу их изготовление связанно с определённым количеством операций, которые предусматривают переустановку обрабатываемого материала. В ходе смены позиций заготовки из-за погрешности закрепляющих механизмов и других факторов, возникают осевые биения обрабатываемой детали. Допуск биения наносится на чертеже в виде наклонной стрелки и цифрового значения указывающего величину отклонения.
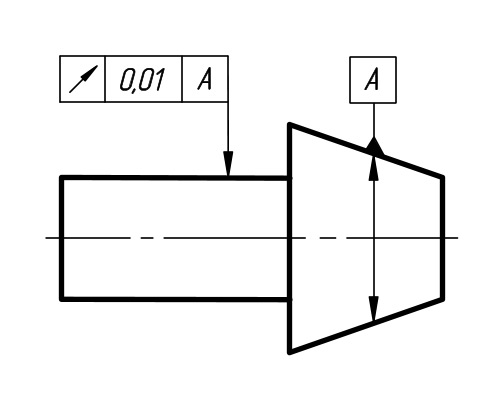
Допуск радиального биения вала относительно оси конуса 0.01мм .

Допуск радиального биения поверхности относительно общей оси поверхностей
А и Б 0.1мм .
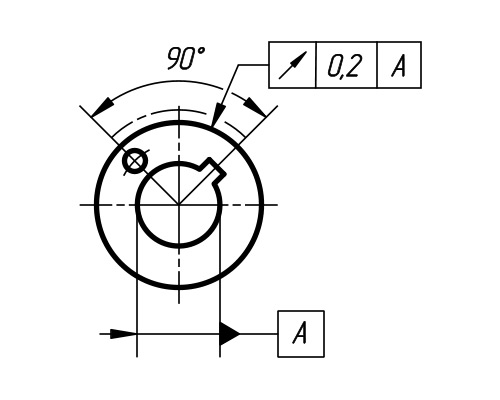
Допуск радиального биения участка поверхности относительно отверстия А 0.2мм .
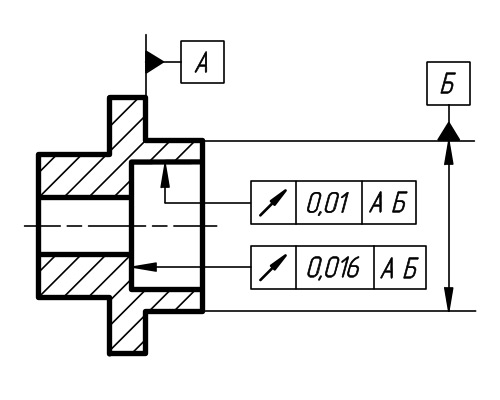
Допуск радиального биения отверстия 0.01мм . Первая база – поверхность А . Вторая база – ось поверхности Б . Допуск торцевого биения относительно тех же баз 0.016мм .

Допуск торцевого биения на диаметре 20мм относительно оси А 0.1мм .

Допуск биения конуса относительно оси отверстия A в направлении перпендикулярном к образующей конуса 0.01 мм .
Коленчатые валы, изготавливаемые для различных двигателей, предназначены для преобразования рабочего движения поршней во вращение главного силового элемента машины. По конструкции валы представляют собой относительно не жёсткую геометрическую форму данного типа детали, которая в свою очередь воспринимает большие переменные нагрузки, вызывающие такие виды допустимых деформаций как кручение и изгиб с последующим возвратом к исходной форме в состоянии покоя.
Не зависимо от назначения двигателя согласно техническим условиям предусматривается необходимая точность выполнения рабочих частей коленчатых валов, таких как коренные и шатунные шейки. Цилиндрические поверхности деталей кривошипной шатунной группы являются подвижной частью подшипника скольжения, который работает на масляной плёнке, образующейся между валом и отверстием, поэтому зазор между ними должен составлять около 10 мкм . Обработка шеек коленчатого вала выполняется с точностью отклонений по пятому, шестому квалитету и шероховатостью поверхности не ниже Ra 0,8 мкм .
Допустимые отклонения формы на овальность и конусность, для автомобильных двигателей, находится в пределах от 10 мкм до 5 мкм , при не параллельности осей коренных и шатунных шеек, не более 10 мкм на всей длине для каждой из шеек. Допуски на радиусы элементов коленчатого вала составляют от 50 мкм до 150 мкм . Слишком большие отклонения радиусов галтелей приводят к неравномерности допустимых деформационных процессов, что оказывает отрицательное влияние на работу двигателей.
Так как коленчатые валы, сами являются частью подшипников скольжения, к коренным и шатунным шейкам предъявляются повышенные требования к поверхности в отношении их износостойкости и усталостной прочности, поверхностная твёрдость которых должна составлять около 52 – 62 HRC .
К наиболее важным техническим параметрам относятся параллельность осей, отклонение от круглости, допуски цилиндричности, допуск биения и многое другое.
Контроль параметров коленчатого вала достаточно, ответственный и трудоемкий процесс. Поэтому для контроля разного рода характеристик, применяют специальные приборы и стенды, а так же мерительные устройства с электронной индикацией и специальными датчиками.
- Центровка валов для насаживания муфт
- Центровка валов
- Радиальное биение вала и полумуфт
- Центровка валов при помощи одной или двух пар радиально-осевых скоб
- Центровка валов по полумуфтам
- биение вала
- Смотреть что такое «биение вала» в других словарях:
- Осевое биение шпинделя (вала)
- Смотреть что такое «Осевое биение шпинделя (вала)» в других словарях:
- 🎬 Видео
Видео:Измерение осевого биения быстроходного вала 2Скачать

Центровка валов для насаживания муфт

Видео:Измерение радиального биения быстроходного валаСкачать

Центровка валов
По конструкции валы могут работать или совместно на изгиб и кручение (основной случай) или только на кручение (что реже), оси — работают только на изгиб. Основное их отличие в том, что
Для правильной оценки прочности вала следует внимательно назначать воспринимаемую им рассчетную нагрузку, с учетом наибольших, хоть и редко встречаемых значений, так и в части ее изменений во времени с учетом абсолютных и относительных нагрузок различных уровней, важно насколько возможно точно выявить характер и величину нагрузок. Основным условием, определяющим надежность и долговечность эксплуатации электрических машин является правильно выполненная центровка валов.
Читайте также: Стоматология вале денталь донская
Центровка валов включает в себя две основные операции: выверку оси общего вала (выверку линии валов) и собственно центровку, то есть устранение боковых и угловых смещений машин и механизмов.
Для обеспечения правильного распределение нагрузок между подшипниками валы соединяемых машин должны быть установлены в такое положение, при котором торцовые плоскости полумуфт в горизонтальной и вертикальной плосткостях будут параллельны, а оси валов продолжением одна другой, без смещений. Под действием собственного веса ротора ось вала каждой электрической машины принимает несколько изогнутую форму. Если соединяемые валы установить строго горизонтально, то изгибы осей валов приведут к тому, что торцовые плосткости полумуфт не будут параллельны и получат раскрытие сверху. В этом случае оси валов будут продолжением одна другой. При работе такого агрегата его валы будут вибрировать, оказывая вредное влияние на подшипники и другие части механизма.
Выверка линии валов по уровню. При одновременном монтаже двух частей (например, двигатель и генератор), для выполнения этой операции есть несколько способов.
Несоосностью валов называют такое их взаимное расположение, при котором центрируемые оси и имеют боковое (радиальное) или угловое (осевое) смещение относительно друг друга.
Величины допустимых смещений определяются конструецией применяемых муфт, имеющих разную компенсационную способность. Под компенсационной способностью следует понимать способность некоторых типов муфт компенсировать неточность выверки соосности валов соединяемых машин.
Валы, соединяемые при помощи жесткой поперечно-свертной муфты практически не допускают боковых и угловых смещений так как при таком соединении они должны работать как общий вал.
Технологическая последовательность операций по монтажу электрических машин зависит от их габаритов и способов поставки (в собранном или разобранном виде).
Перед центровкой валов должны быть выполнены следующие подготовительные работы: подготовка рабочего места; проверка шеек валов, проверка состояния полумуфт к насадке, нагрев полумуфт, насадка полумуфт, очистка и осмотр вкладшей подшипников, проверка положения шеек вала в нижних вкладышах, предварителльная проверка совпадения линии валов, проверка радиального биения валов и полумуфт, проверка полумуфт на осевое биение.
Остановимся на наиболее важных моментах
Отверстие в ступице и посадочная часть вала должны иметь форму цилиндра. Для тяжелых условий работы полумуфты насаживают на валы в горячем состоянии с натягом, обеспечивающим необходимую прочность насадки. Величина натяга считается достаточной, если диаметр отверстия в ступице полумуфты, насаживаемой в горячем состоянии будет до нагревания меньши диаметре посадочного конца вана на 0,08-0,1 мм. на каждый 100 мм. диаметра вала.
При такой разнице в диаметрах создается натяг, обеспечивающий достаточную прочность насадки. Допускать слишком большую величину натяга не следует, так как это может привести к разрыву ступицы, при меньшем натяге возможно провертывание полумуфт на валу при передаче больших моментов.
При насадке полумуфт посадочный конец вала и отверстие в ступице должны быть очищены от осевшей на них пыли, заусенцев, шероховатостей и т.п.
Небольшие полумуфты с призматической шпонкой в холодном состоянии насаживают вручную. Для насадки полумуфты в горячем состоянии заранее подготавливают приспособления для переноса нагретой муфты, а также для ее насадки.
У двигателей с коническим концом вала на валу предусмотрена нарезка и коническая полумуфта насаживается на вал путем затяжки гайкой.
Перед сопряжением валов проверяют радиальное и осевое биение валов и насаженных полумуфт. Совпадение линий валов предварительно проверяют по полумуфтам при помощи измерительных инструментов.
Читайте также: Виды муфтовых соединений для валов
Радиальное биение вала и полумуфт
Радиальное биение вала проверяют в нескольких плосткостях по длине вала. При этом окружность вала делят на восемь равных частей. Для проверки используют индикатор часового типа, который устанавливают на жесткое основание с таким рассчетом, чтобы измерительный стержень индикатора касался поверхности вала. Для проверки муфт на осевое биение два индикатора устанавливают в диаметрально противоположных точках торца полумуфты на одинаковом расстоянии от оси вращения вала. Для замеров окружность делят на четное число равных частей (например на 8) и торцевое биение определяют на основании восьми пар замеров. Если замер произведен правильно, то сумма верхего и нижнего зазоров равна сумме боковых зазоров (или разница не более 0,03 мм.).
В практике электромонтажных организаций применяют ряд своих способов центровки валов. К ним относятся:
Центровка валов при помощи одной или двух пар радиально-осевых скоб
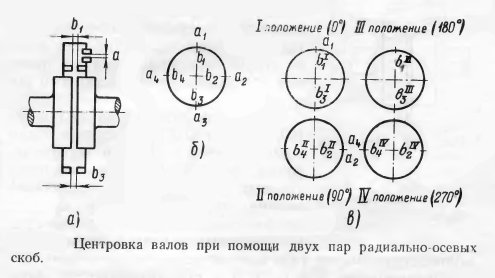
При угловых смещениях валов т.е. когда а1+а3 больше или меньше а2+а4 (или b1+b3 больше или меньше b2+b4) для центровки рекомендуется применять две пары скоб, сдвинутых одна относительно другой на 180 градусов, как показано на рисунке а, причем одной парой скоб измеряют боковые и угловые зазоры, а другой только угловые на одинаковом расстоянии от оси, измерения проводят при повороте ротора на 0,90,180 и 270 градусов. После измерений проводят необходимые корректировки и перемещения.
Центровка валов по полумуфтам
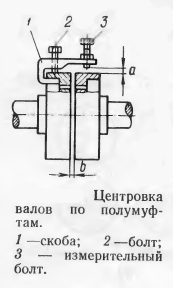
В скобу вворачивают измерительный болт с контргайкой, боковые зазоры измеряют при помощи щупа между измерительным болтом (или индикаторов) и внешней поверхностью полумуфты, а угловые зазоры — между торцами полумуфт.
В каждом положении полумуфт (0,90,180,270) замеряют один боковой замер и два или четыре угловых зазора. Средние значения угловых зазоров при нескольких замерах определяют как среднее арифметическое путем деления суммы числовых значений зазоров на количество замеров.
Видео:ЛР Контроль радиального и торцевого биенияСкачать

биение вала
биение вала (shaft runout): Суммарное радиальное отклонение, определяемое приспособлением для измерения положения вала относительно гнезда подшипника при поворачивании вручную вала в горизонтальном положении в своих подшипниках.
3.22 биение вала (shaft runout): Суммарное радиальное отклонение, определяемое приспособлением для измерения положения вала относительно гнезда подшипника при поворачивании вручную вала в горизонтальном положении в своих подшипниках.
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Смотреть что такое «биение вала» в других словарях:
биение (вала) — пульсация колебание — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы пульсацияколебание EN beat … Справочник технического переводчика
биение вала — (напр. ротора турбины) [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN whipping … Справочник технического переводчика
механическое биение вала ротора турбины — С помощью датчика определяются эксцентриситет, овальность и др. [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN mechanical runout … Справочник технического переводчика
электрическое биение вала ротора турбины — С помощью датчика определяются остаточный магнетизм и неоднородность электрических свойств материала поверхности ротора [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN electrical runout … Справочник технического переводчика
Радиальное биение — 3.6.1. Радиальное биение Примечание Радиальное биение собранного подшипника является результатом нескольких отдельных, но сведенных воедино факторов. Источник: ГОСТ 520 2002: Подшипники качения. Общие технические условия оригинал документа … Словарь-справочник терминов нормативно-технической документации
Читайте также: Рабочие валы для рейсмусовый
торцевое биение — (face runout): Суммарное осевое отклонение, определяемое на внешней поверхности корпуса уплотнения вала измерительным устройством, которое вращается вместе с горизонтально расположенным валом при поворачивании вала вручную в его подшипниках.… … Словарь-справочник терминов нормативно-технической документации
Осевое биение — 3.6.2. Осевое биение Примечание Осевое биение собранного подшипника является результатом нескольких отдельных, но вместе взятых факторов. Источник: ГОСТ 520 2002: Подшипники качения. Общие технические условия оригинал документа Смотри также… … Словарь-справочник терминов нормативно-технической документации
Осевое биение шпинделя — 2.18. Осевое биение шпинделя (для станков с программным управлением) Черт. 16 Таблица 12 Условный диаметр сверления, мм Допуск, мкм, для станков классов точности Н П До 12 8 5 Св. 12до 20 10 6 » 20 » 40 12 8 … Словарь-справочник терминов нормативно-технической документации
Торцовое биение шпинделя — 1.10. Торцовое биение шпинделя Черт. 13 Таблица 7 Наибольший условный диаметр растачиваемого отверстия, мм Допуск, мкм, для головок классов точности В А С До 100 3 2 1,2 Св. 100 до 200 4 2,5 1,6 « 200 « 400 … Словарь-справочник терминов нормативно-технической документации
Торцовое биение шпинделя (вала) — 2.7.2.2. Торцовое биение шпинделя (вала) (черт. 2, табл. 4). Таблица 4 Наибольшая частота вращения шпинделя, мин 1 Допуск, мкм, для шпинделей классов точности В А С До 36000 3,0 2,5; 1,5* 2,0; 1,5* Св. 36000 2,5 2,0; 1,5* 1,5; 1,5* * Звездочкой… … Словарь-справочник терминов нормативно-технической документации
Видео:Как и чем устранить стук от осевого смещения распределительного вала .Скачать

Осевое биение шпинделя (вала)
2.7.2.1. Осевое биение шпинделя (вала) (черт. 1, табл. 3).
Наибольшая частота вращения шпинделя, мин -1
Допуск, мкм, для шпинделей классов точности
* Звездочкой отмечены допуски для шпинделей с газовыми опорами.
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Смотреть что такое «Осевое биение шпинделя (вала)» в других словарях:
Осевое биение шпинделя — 2.18. Осевое биение шпинделя (для станков с программным управлением) Черт. 16 Таблица 12 Условный диаметр сверления, мм Допуск, мкм, для станков классов точности Н П До 12 8 5 Св. 12до 20 10 6 » 20 » 40 12 8 … Словарь-справочник терминов нормативно-технической документации
Осевое биение — 3.6.2. Осевое биение Примечание Осевое биение собранного подшипника является результатом нескольких отдельных, но вместе взятых факторов. Источник: ГОСТ 520 2002: Подшипники качения. Общие технические условия оригинал документа Смотри также… … Словарь-справочник терминов нормативно-технической документации
торцевое биение — (face runout): Суммарное осевое отклонение, определяемое на внешней поверхности корпуса уплотнения вала измерительным устройством, которое вращается вместе с горизонтально расположенным валом при поворачивании вала вручную в его подшипниках.… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 14177-88: Шпиндели со встроенным приводом. Общие технические условия — Терминология ГОСТ 14177 88: Шпиндели со встроенным приводом. Общие технические условия оригинал документа: 2.7.2.1. Осевое биение шпинделя (вала) (черт. 1, табл. 3). Черт. 1 Таблица 3 Наибольшая частота вращения шпинделя, мин 1 Допуск, мкм, для… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 25427-91: Головки силовые с выдвижной пинолью агрегатных станков. Основные размеры. Нормы точности — Терминология ГОСТ 25427 91: Головки силовые с выдвижной пинолью агрегатных станков. Основные размеры. Нормы точности оригинал документа: 2.4.2. На расстоянии L Рис. 4 Таблица5 Ширина основания силовой головки В, мм Номер проверки L, мм Допуск,… … Словарь-справочник терминов нормативно-технической документации
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
🎬 Видео
проверка распредвала на осевое биениеСкачать

Как проводится дефектовка коленчатых валовСкачать
Замер радиального биения валаСкачать
Простой способ как устранить стук распредвала ВАЗ 8кл.Скачать
работа двс с прослабленным распредваломСкачать
Как работает торцевое уплотнение? / Центробежный насосСкачать
Проверка биения вала индикатором часового типаСкачать
проверка биения валаСкачать
Как убрать осевой люфт шатуна на коленвалеСкачать
Как устранить стук в двигателе ( ГБЦ ) от осевого смещения распредвала.Скачать
БИЕНИЕ РАСПРЕДВАЛАСкачать
Измерение радиального биения валаСкачать
Измерение радиального биения зубчатого венца цилиндрической шестерни.Скачать
Стук в двигателе на ваз 2115 . осевое биение распредвалаСкачать
Устраняем осевое биение роспредвала ВАЗ 2101-07.Скачать
Замер радиального биения валаСкачать















