
Формование резины — это процесс, при котором некоторое количество неотвержденной резины или эластомера превращается в пригодный для использования продукт. Резиновые изделия изготавливаются из эластомеров или неотвержденной резины, и существует ряд различных процессов формования резины.
Многие резиновые компоненты и изделия образуются в процессе формования, во время которого неотвержденная резина подвергается химическому процессу, который делает полимерные цепи в материале жесткими или твердыми. В процессе часто используется тепло, чтобы сократить время отверждения.
Существует три типа процессов формования резины:
Формование резины компрессионным прессованием — помещение заданного количества резиновой смеси непосредственно в полость формы с последующим сжатием ее до формы полости путем закрытия двух сторон формы. Давление поддерживается, пока к форме добавляется тепло для отверждения продукта. По завершении процесса изделие вынимается из формы и удаляется излишек резины (заусенец).
Литье резины под давлением — в этом процессе неотвержденная резиновая смесь нагревается до жидкого состояния перед впрыском в форму. Продукт высвобождается, открывая форму и снова закрывая ее, чтобы получить следующую инъекцию.
Трансферное формование резины — во время этого процесса неотвержденная резиновая смесь помещается в часть формы, называемую «горшок», перед тем, как проталкиваться через отверстие в полость, имеющую форму желаемого продукта. После отверждения форма разделяется, высвобождая конечный продукт.
Подробнее о методах литья и какой предпочтительнее вы можете узнать перейдя по ссылке
Для формования доступен широкий ассортимент натуральных и синтетических каучуков. Чаще всего используются:
Нитрил или Буна-Н — наиболее популярное и недорогое решение для литья резины. Свойства включают устойчивость к воде, гидравлической жидкости, маслу и растворителям. Другие свойства включают высокую стойкость к истиранию и разрыву с высокими механическими свойствами;
Гидрогенизированный нитрил — это более дорогая гидрогенизированная разновидность нитрильного полимера, которая почти в пять раз увеличивает его устойчивость к теплу, нефтепродуктам и озону. В настоящее время он широко используется в автомобильной, морской и авиационной промышленности для использования в уплотнениях для агрегатов кондиционирования воздуха, деталей двигателей, подвески транспортных средств и топливных систем;
Этилен-пропилен-диеновый мономер (EPDM) — обычно используется в резиновых формованных изделиях для паровых систем, уплотнений автомобильных панелей и тормозных систем из-за его высокой устойчивости к тормозной жидкости. EPDM имеет широкий диапазон рабочих температур для автомобильной промышленности и прост в использовании для создания гладких экструдированных продуктов. Низкая стоимость делает его привлекательным вариантом;
Силикон — устойчив к воздействию высоких и низких температур, очень эластичен и обладает хорошей атмосферостойкостью. Эти свойства предполагают типичное применение в медицинских устройствах и пищевой промышленности. К сожалению, это полуорганический эластомер, который легко рвется и не подходит для изделий, подверженных сильному износу;
Фторсиликон — сочетает в себе преимущества силикона в температурном диапазоне с устойчивостью к маслам, топливу и растворителям, которые содержатся во фторуглеродах. В настоящее время этот материал широко используется в аэрокосмической промышленности из-за его широкого диапазона температур, долговечности и устойчивости к продуктам на нефтяной основе. Обладает плохими абразивными и фрикционными качествами;
Неопрен — как прочный многоцелевой материал, его можно использовать в большом количестве решений для формования резины. Он обладает хорошими огнестойкими и абразивными свойствами и часто используется в производстве общественного транспорта и транспортного оборудования. В компонентах автомобилей неопрен используется для производства чехлов шарниров равных угловых скоростей, кожухов шлангов, виброопор, амортизаторов, оконных уплотнителей и прокладок;
Натуральный каучук — это натуральный продукт, производимый из латекса, полученного из каучукового дерева, который теперь также можно производить синтетическим путем. Обладает высокой прочностью на разрыв, хорошими абразивными и поверхностными свойствами трения. Это делает его идеальным материалом для изготовления гасителей вибрации, уплотнений, уплотнительных колец, креплений оборудования и компонентов, диафрагм и бамперов. Натуральный каучук хорошо сцепляется с металлами. Из-за низкой толерантности к УФ-лучам и озону не рекомендуется длительное воздействие солнечных лучей или продуктов на основе нефти;
SBR (стирол-бутадиен) — один из наиболее экономичных полимеров, который может использоваться в формовании резины и часто используется в производстве шин, диафрагм, уплотнений и прокладок, а также в массовом производстве других резиновых деталей из-за его долговечности. Хотя это отличный материал для применений на водной основе, следует проявлять осторожность, если компонент подвергается длительному воздействию продуктов на нефтяной основе и растворителей;
Фторуглерод — эта относительно дорогая резиновая смесь сочетает в себе широкий спектр химической стойкости и жаропрочных свойств. Общие области применения включают шланги, уплотнительные кольца, прокладки и уплотнения топливной системы для увеличения срока службы компонентов. Обладает хорошей стойкостью к нефтепродуктам. Не рекомендуется использовать при воздействии горячей воды и пара;
Читайте также: Летние шины yokohama bluearth es es32 195 65 r15 91v
Бутил — обладает высокой газопроницаемостью. Это делает его идеальным решением для производства уплотнений для газовых и вакуумных систем высокого давления. Он также обладает хорошими звукопоглощающими свойствами и экономичен, хотя и немного дороже традиционных полимеров. Не следует использовать при воздействии нефтепродуктов или истирания;
Уретан — это довольно дорогой, но широко используемый материал в приложениях, подверженных высокому давлению и постоянным ударным нагрузкам из-за его превосходной стойкости к истиранию и высокой прочности на разрыв. Его характеристики действительно ухудшаются из-за водопоглощения и потери прочности на разрыв при более высоких температурах.
Самым важным аспектом создания качественных формованных изделий из резины является конструкция, изготовление, установка и работа пресс-формы. Форма является частью более сложной машины, в зависимости от применяемого метода впрыска, сжатия или переноса, что позволяет пресс-форме непрерывно загружать материал и создавать готовые компоненты. Процесс изготовления пресс-формы включает:
Дизайн — управление этим процессом в бизнесе, который производит большие объемы одного или нескольких типов резиновых компонентов, можно упростить с помощью программного обеспечения для трехмерного (3-мерного) моделирования. Конструкция формы должна быть совместима с фактическим формовочным оборудованием, на котором она будет установлена. 3D-дизайнер создает цифровую модель пресс-формы, стержня и полости в соответствии со спецификацией компонента;
Материалы — в процессе массового производства пресс-форма должна иметь возможность точно воспроизводить компоненты с минимальным просыпанием материала и с высокой частотой. Размер, вес и температура отверждения компонента будут определять размер и материал формы. Формы для формования резины могут изготавливаться из гипса или других каучуков, но, в первую очередь, из металлических сплавов различного качества в случае форм многократного использования;
Производство — этот процесс включает в себя отливку компонентов и использование высокоточного оборудования, включая фрезерные, сверлильные, шлифовальные и полировальные станки для создания контуров компонентов пресс-формы;
Тестирование — компоненты пресс-форм проходят испытания, чтобы убедиться, что они соответствуют всем аспектам проектных спецификаций с точки зрения отделки поверхности, стабильности размеров, долговечности и механических свойств;
Физические свойства различных резиновых смесей, включая прочность, гибкость, устойчивость к нагрузкам и износу, пригодность для вторичного использования и легкость формования, делают их идеальными для массового производства компонентов с широким спектром применения;
Формование резины, как правило, требует низкого энергопотребления, и большинство каучуков, синтетических и натуральных, легко перерабатываются. Таким образом, углеродный след любого резинового изделия невелик, а легкий вес формованных резиновых компонентов в самолетах, автомобилях и других способах транспортировки еще больше снижает потребление энергии;
Производство резиновых формованных деталей является рентабельным из-за простоты используемых процессов. При производстве теряется минимум материалов, а лом легко перерабатывается. Компоненты могут изготавливаться с очень высокой производительностью, безупречной точностью и слишком малыми допусками;
Формовочные машины могут производить широкий спектр компонентов, просто меняя отдельные формы, что обеспечивает высокий КПД машины. Большинство процессов можно полностью автоматизировать, что снижает эксплуатационные расходы.
Хотя механические аспекты формования резиновых изделий относительно просты, в этом процессе есть некоторые проблемы:
Усадка — из-за разницы в коэффициентах расширения формы и компонента всегда будет определенная степень усадки отвержденного компонента. Это должно быть компенсировано проектным размером формы.
Вспышка пресс-формы — когда пресс-форма раскалывается после изготовления компонента, возникает разделительная линия (вспышка), вызванная небольшим просачиванием резинового материала между двумя поверхностями. Степень загорания формы контролируется за счет уменьшения допусков между поверхностями формы и предварительного нагрева резинового материала.
Пористость — пузыри на поверхности формованного компонента возникают из-за захваченных газов, а пористость — в результате неравномерного или неполного отверждения в процессе формования.
Следы течения — следы течения или дефекты на поверхности детали могут быть результатом дефекта на поверхности формы или дефекта в процессе или направлении потока.
Расслоение поверхности — загрязненные материалы могут вызывать появление слоев, которые выглядят как покрытия на поверхности компонентов. Это могло быть результатом попадания посторонних материалов и чрезмерного количества разделительных агентов.
Деформация — из-за нелинейного охлаждения компонент скручивается или деформируется при выходе из формы.
Следы ожога — вызванные термической деградацией поверхностей затвердевших компонентов в результате чрезмерного нагрева или слишком высоких скоростей впрыска.
Формование резины включает в себя три различных процесса: сжатие, впрыск, перенос и специальное оборудование для каждого типа:
Читайте также: Датчик давления в шинах lexus как отключить
Компрессионное формование — наиболее распространенный процесс, который включает приложение давления к заданному количеству формовочного материала до и во время процесса отверждения. Этот процесс лучше всего подходит для малых и средних объемов производства, не требующих жестких допусков и гладкой отделки. Компрессионное формование рекомендуется для изготовления диафрагм, деталей клапана, прокладок, демпферов, уплотнительных колец, уплотнений, резиновых быстроизнашивающихся деталей и т. Д.
Полностью гидравлическая машина для зажима форм в настоящее время является предпочтительной машиной для литья резины под давлением многих производителей. Процесс литья под давлением особенно подходит для массового производства высококачественных прецизионных компонентов. Он включает в себя впрыскивание фиксированных объемов резинового материала под давлением в закрытую форму перед отверждением и выпуском компонента.
В случае формования с переносом резины резиновый материал течет в открытую форму до тех пор, пока она не закроется. Это может привести к газообразованию и усадке детали, которая не может быть исправлена в процессе отверждения. Машины для трансферного формования резины используются для точного формования резины, приклеивания резины к металлическим деталям, герметизации электронных деталей, медицинских изделий, вставки электрических соединителей и т. Д. Машины для трансферного формования относительно недороги и имеют простой производственный процесс.
Видео:Проектирование и изготовление пресс-форм для литья под давлениемСкачать

Что такое пресс форма для шины
4 ПЕРЕИЗДАНИЕ. Ноябрь 2004 г.
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта, приложения
Настоящий стандарт распространяется на пресс-формы, сборочные единицы и их детали, предназначенные для изготовления резинотехнических изделий (РТИ) методами прессования и литья, эксплуатируемые на вулканизационных прессах и литьевых машинах.
Стандарт не распространяется на пресс-формы, сборочные единицы и детали, предназначенные для изготовления РТИ, не являющихся товарной продукцией.
Требования, не установленные настоящим стандартом, должны быть указаны в нормативно-технической документации или в рабочих чертежах пресс-форм.
Требования пунктов 2.1.1-2.1.6, 2.2.1-2.2.2, 2.2.6, 2.2.9-2.2.10, 2.2.14, 2.4.9, 2.4.16, 2.4.18-2.4.25, 2.5.1-2.5.6, 2.8.1-2.8.6, 3.1-3.3, 4.1-4.7, приложения 2 настоящего стандарта являются обязательными.
Видео:Моя новая пресс-форма | Что нужно знать для заказа пресс-формы | РозыгрышСкачать

1 Параметры и размеры
Параметры и размеры пресс-форм для изготовления РТИ должны соответствовать стандартам на конструкцию и размеры, рабочим чертежам и техническим условиям на конкретные виды пресс-форм.
Видео:Пресс-форма для шины сверхнизкого давления AVTOROSСкачать

2 Технические требования
2.1.1 Термины и определения основных видов и основных частей пресс-форм для РТИ — по ГОСТ 23165.
2.1.2 Пресс-формы для изготовления РТИ должны соответствовать требованиям настоящего стандарта и конструкторской документации, утвержденной в установленном порядке.
Видео:Как работает пресс-форма Для литья под давлением пластмасс?Скачать

Литье резинотехнических изделий РТИ
Все чаще на массовых производствах РТИ можно встретить высокопроизводительные термопластавтоматы (ТПА), пришедшие на смену, привычным в этой области переработки, неспешным прессам.
Накопленный опыт литья РТИ на термопластавтоматах показывает, что в отличие от изделий, получаемых методом прессования, литьевые изделия получаются точнее по размерам, имеют лучшие внешний вид и распределение физикомеханических свойств во времени эксплуатации, качество резинометаллических изделий много выше из-за увеличения прочности адгезии металл-резина, что в свою очередь обеспечивается равномерным давлением при подпрессовке в прессформе.
Высокая экономическая эффективность процесса литья на ТПА, объясняется:
— высокой производительностью оборудования;
— возможностью автоматизации и механизации процесса;
— при правильно подобранном оборудовании и качественной оснастке можно повысить качество изделий, что в свою очередь позволит исключить процессы дополнительной обработки.
Вышеперечисленные достоинства литья резинотехнических изделий на термопластавтоматах позволяют автору подробнее остановиться на особенностях этого метода.
Литье РТИ под давлением – это процесс впрыска разогретой каучуковой смеси в подогретую закрытую форму, с последующей вулканизацией смеси и получением изделия с заранее заданными свойствами.
Процесс литья резиновых изделий на современных ТПА состоит из следующих стадий:
1- загрузка, заранее приготовленной резиновой смеси, в материальный цилиндр ТПА;
2- тщательное перемешивание композиции и ее разогрев с целью перевода в пластичное состояние;
3- впрыск в разогретую и заранее сомкнутую пресс-форму;
4- подпрессовка и вулканизация в форме;
5- размыкание пресс-формы и удаление изделия;
6- отделение литниковой системы и облоя.
Отметим некоторые особенности этапов процесса получения изделия из резины.
1. Приготовление резиновой смеси чаще всего осуществляется в отдельном помещении в смесителях и на вальцах.

В смесителе, в измельченный и пластифицированный каучук вводят ингредиенты (вулканизаторы, наполнители, пластификаторы, противостарители, красители и проч.) и тщательно гомогенизируют – именно на этом этапе, за счет введения в рецептуру тех или иных компонентов, идет формирование будущих технических свойств готового изделия. Далее на вальцах получают ленту из сырой резиновой смеси, имеющую подходящие по размерам ширину и толщину (и редко ограниченная по длине) под размер загрузочного отверстия материального цилиндра ТПА.
Если заготовка резиновой смеси осуществляется «впрок», то ее необходимо намотать на бобины и проложить промасленной бумагой во избежание слипания слоев.
Резиновая смесь может быть изготовлена на основе широкого спектра каучуков (начиная с натурального каучука или таких популярных как бутилкаучук, бутадиен-стирольный, бутадиен-нитрильный и изопренового и силоксанового каучуков) в зависимости от того какие свойства вы хотите придать конечному резинотехническому изделию.
Читайте также: Размер шин хендай икс 35
Важно помнить, что смесь должна быть стойка к подвулканизации при высокой скорости вулканизации. Сегодня эта проблема легко решается добавлением широкого спектра «умных» катализаторов и/или ингибиторов процессов сшивки.
Сам процесс загрузки смеси в ТПА осуществляется ленточным питателем.

2. Перемешивание происходит в материальном цилиндре термопластавтомата, где вращается шнек и за счет возникновения сдвиговых напряжений разогревает резиновую смесь.
Важно помнить, что температура разогрева смеси, с одной стороны, должна быть меньше температуры подвулканизации (преждевременного сшивания), а с другой, быть равной температуре, обеспечивающей оптимальную скорость прохождения смеси через литник и каналы прессформы.
3. Впрыск. После того, как смесь, захватываемая витками шнека, собралась в передней части материального цилиндра у запорного клапана, шнек делает поступательное движение и выдавливает, или говоря техническим языком впрыскивает, композицию в полость формы через литниковые каналы.
Скорость впрыска и течения расплава (заполнения формы) будет зависеть от:
— вязкости резиновой смеси и ее «отзывчивости» на повышение температуры;
— размеров и конфигурации изделия и литниковой системы прессформы;
— давления впрыска.
Объем впрыска (объем смеси, впрыснутой за один цикл) равен сумме объемов: отливаемых изделий, литниковой системы и выпресовок, и должен быть меньше максимального объема впрыска литьевой машины.
Подробно о расчете параметров литьевой машины можно прочесть здесь
4. Подпрессовка и вулканизация
Усилие смыкания формы должно быть больше произведения давления смеси в форме и площади сечения изготавливаемого изделия в плоскости разъема. Правильно рассчитанное усилие смыкания и точность изготовления формы если не исключат наличие облоя, то в значительной мере минимизируют его.
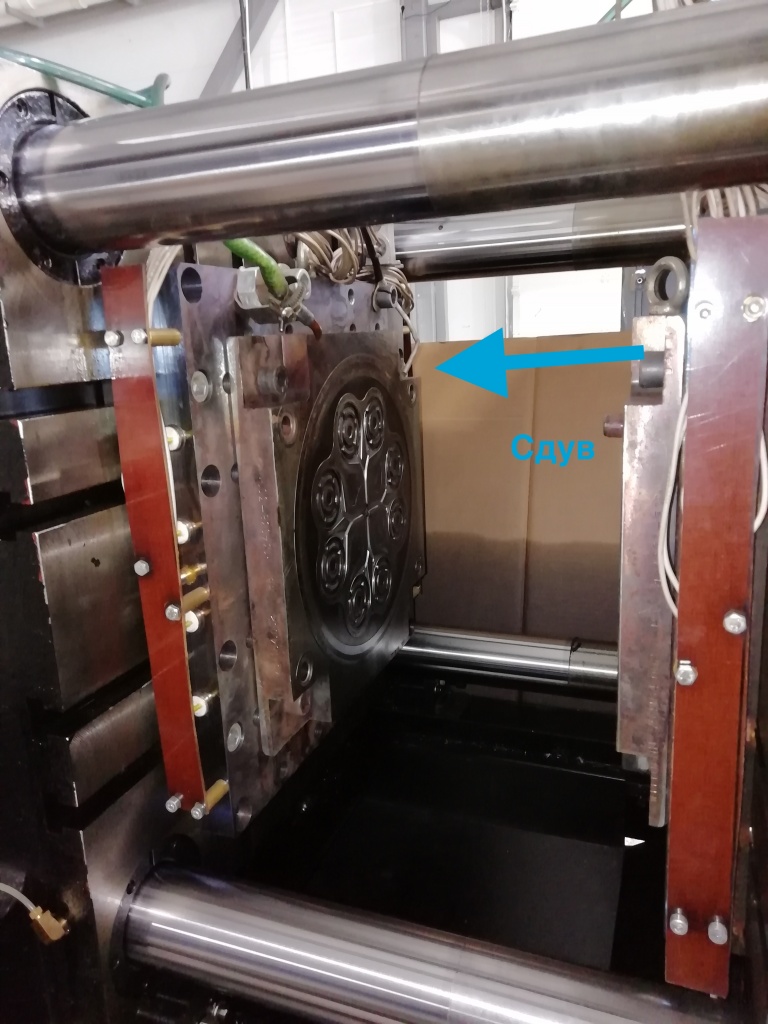
Различия между ПФ для литья резины и литья пластмассы малочисленны, но существенны:
— В ПФ для литья РТИ предусматриваются каналы для отвода воздуха – каналы выпресовок.
— Центральный литник в прессформах для РТИ термостатируют таким образом, чтобы его температура была ниже температуры вулканизации, что обеспечит беспрепятственное прохождение последующего объема впрыска.

— Литниковые каналы проектируют таким образом, что бы они обеспечивали минимальный путь печения расплава с целью избежать перегрева с преждевременной вулканизацией и «козления» формы.
— Если в форме есть горячеканальная система, то горячий канал в пресс-форме для РТИ делают запирающимся.
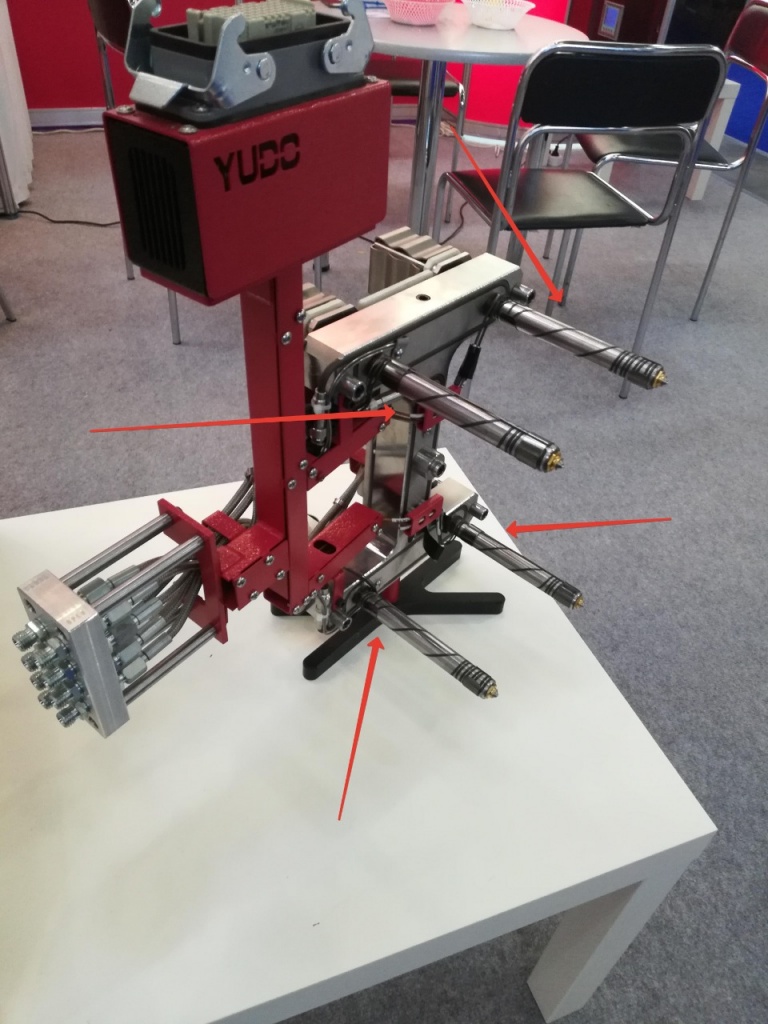
На фото можно увидеть четыре запорных вкрученных инжектора. К слову сказать, четыре инжектора не означают четырехгнездную прессформу. Бывают сложные системы, в которых каждый инжектор впрыскивает в разводящий канал, в этом случае на 4 инжектора приходится 8 изделий. А можно встретить сложное по конфигурации изделие и для того чтобы пролить его в единичном экземпляре нужно использовать инжекторы в количестве больше одного.
Время вулканизации в ПФ больше суммы времен впрыска, открытия и закрытия формы и времени извлечения изделия, поэтому часто ПФ для резиновых изделий делают многопозиционными, что позволяет увеличить производительность за счет экономии времени на стадии вулканизации.
Работу двухпозиционной прессформы можно посмотреть на видео, снятом на выставке K2019
5. Процесс извлечения готового РТИ из полости формы сопряжен с трудностями связанными с адгезией изделия к форме. В связи с этим изделие извлекают:
— все чаще посредством роботов.
Роботы обеспечивают большую производительность и экономическую эффективность процесса.
6. Отделение литниковой системы и облоя можно осуществить двумя способами:
— с помощью робота, во время извлечения изделия из формы;
— в криомельнице, куда помещаются изделия совместно с литниковой системой, охлаждаются до состояния хрупкости и перемешиваются. При трении и ударных нагрузках происходит отделение облоя и литника от готового РТИ. После сепарации невулканизованный центральный литник может вернуться на первую стадию процесса и вновь попробовать стать изделием. Сшитая литниковая система, по понятным причинам, такого шанса лишена, а посему будет передроблена и добавлена в асфальт или покрытие детских площадок.
Благодарим компанию ООО»Бетар» и российское представительство компании BORCHE за предоставленные фотоматериалы.
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
- Свежие записи
- Нужно ли менять пружины при замене амортизаторов
- Скрипят амортизаторы на машине что делать
- Из чего состоит стойка амортизатора передняя
- Чем стянуть пружину амортизатора без стяжек
- Для чего нужны амортизаторы в автомобиле
🔥 Видео
Формование деталей из резины методом прессованияСкачать

Как происходит литье резины под давлением? | rubber injection moldingСкачать
Машина для производства пресс-форм для шин , Гравировальный станок для шинСкачать
Пресс-форма, как работают ползуныСкачать
Покрытия MODENGY на сегментах барабанов и пресс-формах линии производства автомобильных шинСкачать
Производство рти. С чего начать?Скачать
Пресс-форма для резины своими руками в домашних условиях :)Скачать
Производство пресс форм для изделий из пластика. С чего начать.Скачать
Пресс-форма для колёс. Доступная резина и тест на разрыв.Скачать
Выточил составную пресс форму для резины с закладными. Показываю конструкцию.Скачать
Обработка пресс-форм для шинСкачать
Бизнес в гараже (резино-технические изделия)Скачать
Правда о пресс-формах из КитаяСкачать
Компас 3D - пресс-форма для RC колес ( шина )Скачать
Покрытия MODENGY на пресс-формах для производства РТИСкачать
Резка резиновых пресс-форм. Производство ювелирных украшений NEWGOLD.Скачать















