
применяется для уменьшения таких погрешностей, как овальность, конусность, неплоскостность, нецилиндричность и других, имеющих весьма малую величину, а также для снижения шероховатости.
Суть процесса притирки заключается в том, что притир и заготовка должны совершать движения в разных направлениях. В начале процесса сглаживаются только микронеровности, затем площадь контакта увеличивается, и в конце процесса фактически снимаются только окисные пленки.
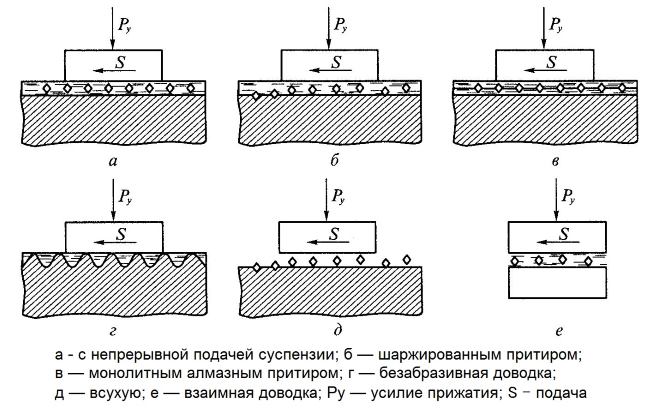
Этот метод характеризуется одновременным протеканием механических, химических и физико-химическихпроцессов (рис. 123).
Режущий инструмент – притир, имеющий форму обрабатываемой поверхности, изготавливается из более мягкого материала, чем обрабатываемый материал, а именно из чугуна, цветных металлов или пластмассы для исключения явления «шаржирования», т.е. внедрения абразивных зерен в обрабатываемую деталь.
В качестве режущих материалов применяют: корунд естественный, электрокорунд белый и нормальный, карбид кремния, окись хрома, карбид бора и алмазные порошки, подающиеся в зону обработки в виде притирочных паст или мелкого абразивного порошка со связующей жидкостью.
Притирочные пасты изготавливают из абразивных материалов или порошков и химически активных веществ, являющимися и связующими веществами: олеиновая и стеариновая кислоты.
В качестве связующей жидкости, при подаче в зону обработки мелкого абразивного порошка, используется машинное масло, керосин, стеарин или вазелин.
Подача притирочных материалов в зону обработки может осуществляться путем предварительного нанесения их на притир или свободной подачей в зону резания, с последующим внедрение режущих материалов в притир.
Шероховатость обрабатываемой поверхности и производительность процесса определяется размером используемых абразивных зерен или микропорошков.
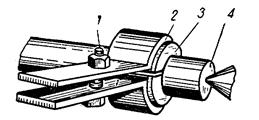
Рис. 2.79 Притирка шеек вала
а – ручная; б — механизированная
Процесс притирки может осуществляться вручную или на токарных или специальных притирочных станках (рис. 2.79), обеспечивает получение точности обработки по 6-му квалитету (IT6) и шероховатость поверхности Ra 0,008 – 0,08 мкм.
Припуск, снимаемый при притирке, составляет 0,05 — 0,1 мм. Скорость вращения заготовки — 10….20 м/мин.
В крупносерийном и массовом производствах процесс притирки механизирован и называется лаппингование.
Разновидностью притирки является доводка поверхностей, т.е. доведение двух сопрягающихся в собранной машине деталей до нужной плотности контакта, например с целью герметизации.
Это осуществляется трением одной детали о другую при наличии в стыке абразивного порошка со связующей жидкостью. Припуск на доводку составляет 5-20 мкм на диаметр.
По окончании процесса доводки детали промываются. Данный метод характеризуется низкой производительностью и применяется в мелкосерийном и единичном производствах.
Суперфиниширование
является отделочным методом обработки различных поверхностей деталей, в том числе цилиндрических, абразивными брусками, установленными в специальные держатели и совершающими колебательные движения вдоль образующей обрабатываемой поверхности вращающейся детали (рис.291).
Рис. 291. Схема рабочих движений инструмента и обрабатываемой детали при суперфинишировании
В качестве режущего инструмента используются мелкозернистые абразивные бруски (зернистость не ниже 320) из электрокорунда (сталь), карбида кремния (чугун, цветные металлы) на бакелитовой или керамической связке.
В процессе обработки осуществляются следующие движения:
вращение заготовки (окружная скорость 0,05. 2,5 м/с),
возвратно-поступательные движения инструмента или заготовки (колебание с амплитудой 2. 6 мм и частотой колебаний 200…1200 в 1 мин);
перемещение инструмента вдоль поверхности заготовки (рис. 125).
Абразивные бруски поджимаются к обрабатываемой поверхности с давлением
0,1. 0,3 МПа – при обработке заготовок из стали,
0,1. 0,2 МПа – при обработке заготовок из чугуна
Читайте также: Поздравления для подруге вале
и 0,05. 0,1 МПа – при обработке заготовок из цветных металлов.
Процесс обработки протекает с добавлением смазочного вещества (смесь керосина с веретенным или турбинным маслом) и осуществляется на суперфинишных станках.

Рис. 125. Схема суперфиниширования
Суть процесса обработки состоит в том, что масленая пленка, покрывающая обрабатываемую поверхность на наиболее выступающих микронеровностях, прорывается ими, и эти же выступы срезаются абразивом.
По мере обработки, давление на выступы уменьшается, т.к. все большее количество выступов разрывает масленую пленку и постепенно давление брусков уменьшается до таких значений, что не может разорвать пленку и наступает процесс жидкого трения (рис. 126).
Процесс автоматически прекращается
Рис. 126. Высота и вид микронеровностей до и после суперфиниширования
В отличие от предыдущих методов отделочной обработки (хонингование, притирка) суперфиниширование не устраняет волнистость, конусность, овальность и другие погрешности формы, а уменьшает только шероховатость поверхности до Ra 0,1. 0,012 мкм, при этом изменяется вид микронеровностей, увеличивается относительная опорная длина профиля поверхности (с 20 до 90 %).
Толщина снимаемого слоя металла составляет 0,005. 0,02 мм (припуск на обработку).
В качестве режущего инструмента могут применяться и алмазные бруски, что позволяет создавать большие усилия и значительно повышает производительность процесса обработки.
Примеры обработки поверхностей деталей суперфинишированием приведены на рис. 123.
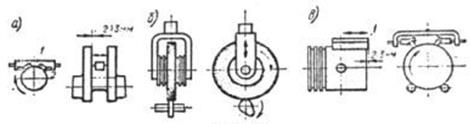
Рис. 132. Суперфиниширование поверхностей деталей машин:
а – шейка коленчатого вала, б – кулачок распределительного вала, в – поршень двигателя
Полирование
применяется для уменьшения шероховатости поверхности без устранения отклонений размеров и формы деталей с целью получения зеркального блеска, либо для декоративных целей (облицовка деталей автомобиля).
При окончательном полировании достигается (при малых давлениях резания 0,03. 0,2 МПа) параметр шероховатости Ra 0,1. 0,012 мкм.
Притирка и доводка – точная подгонка ответственных деталей
Наиболее эффективной технологической операцией, позволяющей довести поверхность деталей из металла до идеального состояния, является притирка. Детали, поверхность которых была подвергнута такой процедуре, могут образовывать герметичные или плотно движущиеся соединения. Необходимость в формировании подобных соединений и, соответственно, в технологической операции, выполняемой при помощи специального инструмента и материалов, имеется во многих сферах деятельности.

Доводка лезвия рубанка на притирочных брусках
Суть технологии
Притирка, благодаря которой можно получить поверхности с требуемой степенью шероховатости и с заданными отклонениями, предполагает снятие с обрабатываемой детали тонкого слоя металла, для чего в отличие от доводочной операции шабрения, используются не только инструменты, но и мелкодисперсные абразивные порошки или пасты. Абразивный материал, при помощи которого выполняется такая обработка, может наноситься как на поверхность детали, так и на специальное приспособление, которое называется притир.
Притирка, выполняемая с медленной скоростью и при помощи постоянно меняющих направление движений, позволяет не только уменьшить шероховатость поверхности до требуемой величины, но и значительно улучшить ее физико-механические характеристики.
Притирку, которую часто называют и доводка, можно выполнять различными способами. Так, детали сложной конфигурации, изготавливаемые в единичных экземплярах, обрабатывают полностью вручную, а для притирки изделий, выпускаемых мелкими сериями, используют полумеханический способ. При этом подача детали в зону обработки осуществляется вручную, а саму притирку выполняют при помощи механических устройств. При производстве деталей крупными сериями и в массовом порядке не обойтись без такого устройства, как притирочный станок, при помощи которого и выполняют доводочные операции.
Читайте также: Замена крестовины рулевого вала x5 e70
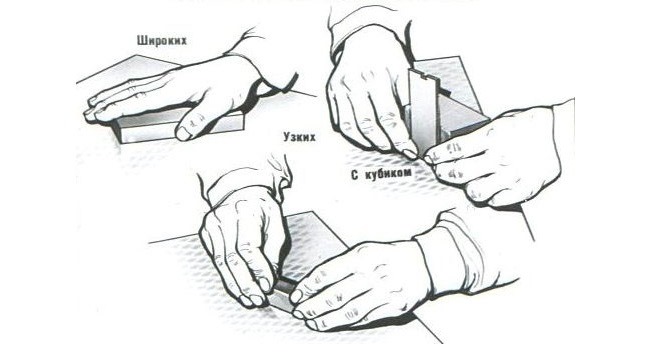
Положение рук при притирке металлических поверхностей
Специальные приспособления и материалы
Как уже говорилось выше, чтобы осуществить притирку или доводку, необходим специальный инструмент, который называется притир. По форме рабочей поверхности, такие приспособления делятся на следующие типы:
- притирочный инструмент плоского типа;
- с внутренней поверхностью цилиндрического типа;
- с наружной цилиндрической поверхностью;
- инструмент конического типа.

Пневматическая притирочная машинка для доводки клапанов
Выбирая материал для изготовления притирочного инструмента, обращают внимание на то, чтобы его твердость была значительно ниже, чем твердость материала изготовления обрабатываемой детали. Обусловлено это требование тем, что абразивный порошок или паста, с использованием которых выполняют притирку, могли удерживаться материалом инструмента. Так, наиболее распространенным сырьем для изготовления такого приспособления является:
- серый чугун;
- медь;
- свинец;
- сталь мягких сортов;
- различные породы дерева;
- другие металлы и неметаллические материалы.

Специальные притиры для гильз оптических прицелов
Для выполнения предварительных и финишных притирочных операций используется инструмент как различной конструкции, так и изготовленный из всевозможных материалов. Например, для выполнения предварительных операций, когда используется абразивный материал более крупной фракции, применяется инструмент из более мягких материалов. На рабочей поверхности его предварительно нарезаются канавки для удерживания абразива, глубина которых составляет 1–2 мм. Окончательная обработка изделий, выполняемая при помощи мелкодисперсного абразива, осуществляется приспособлением, рабочая поверхность которого совершенно гладкая. Материалом изготовления инструмента для выполнения финишных операций, преимущественно служит чугун. При помощи притирочных инструментов, которые изготовлены из свинца и дерева, поверхностям обрабатываемых деталей придается блеск.

Комплект для ручной притирки, состоящий из чугунных притиров и алмазной пасты различной зернисности
Абразивный порошок является основным материалом, который обеспечивает эффективность и качество выполнения притирки. Такие порошки, в зависимости от материала изготовления, делятся на твердые (твердость материала выше, чем у закаленной стали) и мягкие (их твердость ниже, чем у закаленной стали). Для изготовления порошков первого типа используют корунд, карбокорунд и наждак, а второго — окись хрома, венская известь, крокус и др. По степени зернистости абразивные порошки также подразделяются на несколько категорий. Отличить порошки и пасты разных категорий друг от друга можно даже по их цвету. Так, пасты, основу которых составляет крупнозернистый порошок, имеют светло-зеленый цвет, средней зернистости — темно-зеленый, пасты с мелкодисперсным порошком — зеленовато-черный.
Наиболее известной разновидностью паст последнего типа, при помощи которых выполняют финишные притирочные операции, является паста ГОИ.
Многие домашние мастера, занимающиеся слесарным делом, самостоятельно изготавливают порошки и пасты для выполнения притирки. Сделать это достаточно несложно: для этого необходимо тщательно измельчить куски наждачного круга в массивной ступке, а после этого полученный порошок просеять через сито с очень мелкими ячейками.

Паста ГОИ используется для доводки металлических, стеклянных и пластиковых поверхностей
На эффективность и качество выполнения притирки, кроме используемого оборудования и абразивного материала, серьезное влияние оказывает применяемый смазочный материал. В качестве такого материала могут использоваться различные вещества:
- скипидар;
- минеральное масло;
- керосин;
- животные жиры;
- спирт или авиационный керосин.
Два последних вещества применяются в тех случаях, когда к качеству выполнения притирки предъявляются повышенные требования.
Читайте также: Приводные валы ока размеры

Распространенные дефекты притирки и способы их устранения
Инструменты и приспособления
Наиболее распространенным приспособлениям для выполнения доводочных операций является притирочная плита, которая, как уже говорилось выше, может быть изготовлена из различных материалов. На выбор типа и материала изготовления такой плиты, являющейся достаточно универсальным приспособлением, оказывают влияние как особенности обрабатываемых деталей, так и требования к качеству притираемой поверхности. Среди всех типов плит наибольшее распространение получили изделия, изготовленные из марок чугуна, твердость которого (по HB) находится в интервале 190–230 единиц.

Промышленный притирочный стол
На конструкцию и размеры плиты или притирочного инструмента другого вида оказывают влияние как конструктивные особенности обрабатываемых изделий, так и тип обработки: черновая или чистовая. Именно плиты как приспособление для выполнения притирки используются для обработки плоских поверхностей. При этом, как уже говорилось выше, на поверхность плит, применяемых для выполнения черновых операций, наносятся специальные канавки, которые могут иметь и спиралевидную конфигурацию. Такие канавки не только удерживают в зоне притирки абразивный материал, но и выводят из нее отходы.
Естественно, что выполнить при помощи плиты притирку цилиндрических поверхностей, отверстий и деталей со сложной конфигурацией, не представляется возможным. Поэтому для таких целей изготавливают приспособление, форма которого оптимально подходит для обработки детали определенной конфигурации. Так, это могут быть притирочные инструменты круглой, цилиндрической, кольцевой, конической, дисковой конфигурации и др. В частности, притирка отверстий выполняется приспособлением, которое изготавливается в виде втулок, фиксируемых на специальных оправках.
Инструмент, при помощи которого выполняются притирочные операции, также подразделяется на нерегулируемый и регулируемый. Приспособление второго типа является более универсальным, его конструкция, состоящая из разрезной рабочей части, конуса и раздвижного устройства, предусматривает возможность изменения его диаметра.
Для обработки деталей цилиндрической формы, совершенно не обязательно использовать специализированный притирочный станок, для этого вполне подойдет универсальное токарное или сверлильное оборудование. Обрабатываемая деталь в таких случаях может фиксироваться в центрах или патроне оборудования, в зависимости от того, какую часть ее поверхности необходимо притереть.

Использование ручного шлифовально-притирочного станка при ремонте плоскоседельной арматуры
Станки, которые изначально разработаны для осуществления притирки, подразделяются на оборудование общего назначения и специализированные модели. На станках общего назначения, которые могут быть оснащены одним или двумя притирочными инструментами, преимущественно обрабатываются детали с плоскими и цилиндрическими поверхностями. Более мелкие детали при обработке на таких станках в свободном состоянии помещаются в специальный сепаратор, где они проходят притирку, располагаясь между двумя вращающимися притирочными дисками. Крупные же детали фиксируются на станке при помощи специального приспособления и обрабатываются одним абразивным диском.

Плоскопритирочный профессиональный станок Lapmaster, предназначенный для обработки различных материалов, включая металлы и керамику
Более сложными по конструкции и менее универсальными являются специализированные станки, устройство которых специально разработано для выполнения притирки деталей определенной конфигурации: седел клапанов, кулачков распределительных валиков, шеек коленчатых валов, зубчатых колес и др.
Такие станки, обладающие высокой производительностью и обеспечивающие высокое качество притирки, используются в крупносерийном и массовом производстве, поэтому в их конструкциях часто реализованы инновационные технические решения: самоцентрирующиеся центробежные патроны, устройства для автоматической регулировки усилия поджатия и др.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала