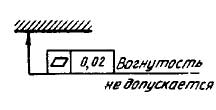
Отклонение от прямолинейности в плоскости – наибольшее расстояние от точек реального профиля до прилегающей прямой в пределах нормируемого участка. Частными видами являются выпуклость, вогнутость.
Допуск прямолинейности – наибольшее допускаемое значение отклонение от прямолинейности.
Поле допуска прямолинейности в плоскости – Область на плоскости, ограниченная двумя параллельными прямыми, отстоящими друг от друга на расстоянии равном допуску Т.
в данном случае допуск прямолинейности не выдержан
Отклонение от прямолинейности оси (линии) – наименьшее значение диаметра цилиндра, внутри которого располагается реальная ось поверхности вращения (в пределах нормируемого участка).
Отклонение от прямолинейности оси (линии) в заданном направлении – наименьшее расстояние ; между двумя параллельными плоскостями, перпендикулярными к плоскости заданного направления, в пространстве между которыми располагается реальная осьповерхности вращения в пределах нормируемого участка.
Поле допуска прямолинейности оси (линии) в пространстве – область в пространстве, ограниченная цилиндром, диаметр которого равен допуску прямолинейности Т.
- Большая Энциклопедия Нефти и Газа
- Прямолинейность — вал
- Допуск прямолинейности
- Прямолинейные направляющие
- Проверка цилиндричности и прямолинейности вала
- Допуски формы и расположения
- Виды допусков формы
- Отклонения и допуски формы
- Виды допусков расположения
- Отклонения и допуски расположения
- Суммарные допуски
- Обозначение допусков формы и расположения на чертежах
- Зависимые допуски
- Назначение допусков формы и расположения
- Числовые значения допусков формы
- Допуски плоскостности и прямолинейности
- Допуски круглости, цилиндричности, профиля продольного сечения
- Допуски перпендикулярности, параллельности, наклона, торцевого биения
- Допуски радиального биения, симметричности, соосности пересечения осей в диаметральном выражении
Большая Энциклопедия Нефти и Газа
Прямолинейность — вал
Прямолинейность валов проверяют в центрах на токарных станках или в специальных люнетах при помощи индикатора или миниметра. [1]
Прямолинейность валов проверяют индикатором. Величина прогиба, например, при показании индикатора 0 6 мм будет равна 0 15 мм. [2]
Для проверки прямолинейности вала его устанавливают крайними опорами на призмы и проверяют индикатором биение средней шейки: при увеличенном биении вал подлежит правке. [4]
Для предотвращения изгиба и сохранения прямолинейности вала в погружном центробежном насосе, работающем в сильно обводненных скважинах, устанавливают промежуточные резино-металличе-ские подшипники на определенном расстоянии друг от друга. Расстояние между этими подшипниками, определяемое опытным путем, в зависимости от типа насоса колеблется обычно в пределах 650 — 1000 мм. [5]
При сборке и обработке реактора-автоклава особое внимание следует обращать на прямолинейность вала по всей длине, соосность расточек в верхней и нижней бобышках корпуса для установки верхнего подшипника и манжетного уплотнения, а также при расточках в стойке под нижние подшипники. [6]
Далее наплавляют, протачивают и шлифуют изношенные у сальника места вала редуктора и проверяют прямолинейность вала , состояние шпонки и шпоночного паза входного валика редуктора. [7]
После исправления дефектов механической обработки посадочные места очищают от стружек, опилок, песка, промывают керосином, протирают насухо чистыми салфетками и проверяют: а) прямолинейность вала , овальность и конусность посадочных мест вала ( на токарном станке или в специальных люнетах); б) посадочные отверстия в корпусе ( штихмасом или калибром); в) перпендикулярность поверхности упорного заплечика к оси вращения; г) радиус галтели у заплечика вала, который должен быть меньше радиуса фаски подшипника. [8]
После исправления дефектов механической обработки посадочные места и сопрягаемые с ними детали очищают от стружек, опилок, песка, промывают керосином, протирают насухо чистыми салфетками и проверяют прямолинейность вала , овальность и конусность посадочных мест вала ( на токарном станке или в специальных люнетах), посадочные отверстия в корпусе ( штихмасом или калибром), перпендикулярность поверхности упорного заплечика к оси вращения и радиус галтели у заплечика вала, который должен быть меньше радиуса подшипника. [9]
В конструкции по схеме рис. 6.2, б вал имеет две опоры, но, как и в схеме рис. 6.2, а, наличие удлиненного выходного вала редуктора приводит к нарушению прямолинейности вала и правильности зацепления зубчатых колес. [10]
При искривлении и других повреждениях ремонт начинают с правки. Прямолинейность вала ( оси) проверяют индикатором при установке в центрах токарного станка или на призмах. При частоте вращения менее 500 об / мин допустим прогиб 0 15 мм на 1 м, но не более 0 3 мм на всю длину; при п 500 об / мин — 0 1 мм на 1 м, но не более 0 2 мм на всю длину. [11]
При искривлении и других повреждениях ремонт начинают с правки. Прямолинейность вала ( оси) проверяют индикатором при установке в центрах токарного станка или на призмах. При частоте вращения менее 500 об / мин допустим прогиб 0 15 мм на 1 м, но не более 0 3 мм на всю длину; при п 500 об / мин — 0 1 мм на 1 м, но не более 0 2 мм на всю длину. [12]
Читайте также: Максимальный крутящий момент при частоте вращения коленчатого вала
На поверхности валов и корпусов не должно быть вмятин, трещин, забоин, раковин и других дефектов. Особое внимание следует обращать на прямолинейность валов и корпусов и состояние резьб валов, корпусов, переводников и ниппелей. [13]
При большом износе вал нужно прошлифовать, после чего устранить зазор путем предварительного натяга гайкой 2 ( фиг. После сборки и юстировки оптиметра проверяют прямолинейность вала . [14]
Изогнутый вал устанавливают на призмах ( поз. Операцию повторяют до тех пор, пока не будет получена требуемая прямолинейность вала . [15]
Допуск прямолинейности
Допуск прямолинейности на чертеже обозначается специальным знаком указывающим на степень отклонения получаемой поверхности после того или иного вида обработки. Допуск прямолинейности зачастую встречается на плоских деталях, а также на деталях цилиндрической и конической формы.

Допуск прямолинейности
образующей конуса 0.01 мм .

Допуск прямолинейности оси отверстия Ø 0.08 мм (допуск зависимый).

Допуск прямолинейности поверхности 0.25 мм на всей длине и 0.1 мм на длине 100 мм .

Допуск прямолинейности поверхности в поперечном направлении 0.05 мм , в продольном направлении 0.1 мм .
Прямолинейные направляющие
В процессе эксплуатации некоторых деталей и узлов оптико-механических приборов, возникает необходимость в их перемещении с прямолинейным или вращательным вектором движения.
Возвратно-поступательные движения в процессе измерений, которые совершают детали, например такие как: визирная сетка, стол для юстировки оптических изделий, микрометрические узлы и пр., требуют весьма жёстких параметров допуска прямолинейности.
Детали, которые обеспечивают перемещение по сопрягаемым поверхностям других сегментов деталей в определённом направлении, называются направляющими.
У направляющих деталей есть виды, которые определяют характер изделия. По виду движения детали делятся на направляющие прямолинейного движения и направляющие, которые совершают вращательные движения. По способу перемещения направляющие делятся на детали, работающие в режиме скольжения и детали, используемые для передвижения качением.
Одним из условий нормальной работы оборудования является прямолинейность перемещений рабочих органов, что в первую очередь зависит от прямолинейности направляющих, а так как большинство поверхностей деталей машин задействованы для различного рода, перемещений сопрягаемых кинематических элементов, их контроль является наиболее трудоёмкой частью работы по обеспечению качества.
Направляющие прямолинейного движения, как правило, выполнены в форме призматического или цилиндрического профиля, которые обеспечивают прямолинейность перемещений рабочих элементов станка в заданном направлении и принимают воздействующие на них определённой силы.
В ходе испытания станка на точность, в первую очередь, проверяют характер работы основных механизмов. Сюда относится погрешность вращения шпинделей, прямолинейность или плоскостность направляющих элементов, поверхностей столов, прямолинейность перемещения суппорта, работоспособность ходового винта станка и прочее.
Далее, проверяют соответствие взаимного положения и функционирования узлов и элементов станка. К данному контролю относится параллельность или перпендикулярность базовых направляющих или поверхностей рабочих столов и осей шпинделей.
Сюда же относятся отклонения параметров отклонений шпинделей, например параллельность шпинделя станка и вала внутришлифовального устройства или допуск соосности шпинделя токарного станка и осевого положения пиноли задней бабки.
При контроле точности станков, устанавливаемых на опоры в количестве более трёх точек, необходимо проверять прямолинейность перемещения в рабочей плоскости и отсутствие перекосов узлов при перемещении. Все виды направляющих, используемые в тех или иных условиях, должны отвечать стандартным техническим требованиям: иметь необходимую точность, плавность движения, минимальное трение и соответственно малый износ.
Такие условия обеспечиваются за счет выбора качественных материалов сопрягаемых деталей со сходными параметрами, способом обработки, способствующим образованию малой величины шероховатости, а также за счет применения инновационных смазок.
Проверка цилиндричности и прямолинейности вала

Наиболее точно и просто цилиндричность и прямолинейность вал; проверяют в центрах токарного станка по индикатору.
Читайте также: Диаметр рулевого вала для уаз
Для этого индикатор закрепляют на суппорте и подводят к проверяемому участку вала; обычно выбирают участок, где кривизна проявляется наиболее сильно (на середине вала или вблизи нее). При вращении вала следят за отклонениями стрелки индикатора: если за один оборот стрелка отклонится в одну сторону, а затем снова возвратится в исходное положение, то это указывает на эксцентричность поверхности вала по отношению к его оси, т. е. на изгиб или неправильную обработку.
Если в процессе вращения вала на один оборот стрелка индикатора сделает два отклонения в одну сторону с возвратом оба раза в исходное положение, то это укажет на овальность проверяемой поверхности.
Если вал прямолинеен и проверяемая поверхность правильно обработана, стрелка индикатора будет только дрожать, не указывая заметных отклонений.
Отсутствие кривизны вала, установленного на токарном станке, проверяют перемещая индикатор вместе с суппортом по оси вала: если стрелка индикатора не отклоняется, а только дрожит, то вал прямолинеен; такую проверку рекомендуется делать в двух положениях вала, повернутых одно относительно другого на угол 90°.
Устанавливая индикатор, следят, чтобы измерительная ножка была перпендикулярна проверяемой поверхности. Проверить вал можно и на роликовых опорах или в собственных подшипниках, но точность проверки в этом случае несколько ниже.
Грубую проверку вала (а также балки, трубы и т. п.) на прямолинейность можно выполнить с использованием струны. Для этого проволоку диаметром 0,5 мм натягивают вдоль проверяемой поверхности, а под проволоку на концах устанавливают стальные подкладки одинаковой толщины. Измеряя расстояние от проволоки до проверяемой поверхности масштабной линейкой и сравнивая это расстояние с толщиной подкладки, судят о прямолинейности проверяемой детали. Во избежание провеса проволоку подкладками туго натягивают, а для уменьшения влияния провеса ее располагают на боковой стороне проверяемой детали.
Точность такой проверки составляет около 1 мм.
Допуски формы и расположения
Любая технологическая операция может быть выполнена с определенной точностью, а значит размеры полученной в результате обработки детали не будут идеальными, они могут колебаться в некотором диапазоне. Для того, чтобы выполнить условия собираемости и обеспечить надежную работу детали в заданных условиях необходимо задать допустимый интервал, в который должен попасть итоговый размер. Этот интервал может регламентировать не только линейные или диаметральные размеры, но и форму или взаимное расположение поверхностей.
Допуски формы и расположения назначаются конструктором исходя из условий сборки и особенностей работы детали в механизме.
Виды допусков формы
Поле допуска формы — это область на плоскости или в пространстве, внутри которой должны находиться все точки рассматриваемого элемента в пределах нормируемого участка, ширина или диаметр которой определяется значением допуска, а расположение относительно реального элемента прилегающим элементом.
Отклонения и допуски формы
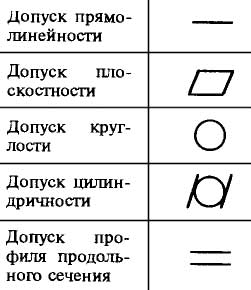
Различают следующие допуски на отклонения формы:
- Отклонение от прямолинейности в плоскости
- выпуклость
- вогнутость
- Выпуклость
- Вогнутость
- Овальность
- Огранка
- Конусообразность
- Бочкообразность
- Седлообразность
Допустимые отклонения обозначаются специальными символами.

Виды допусков расположения
Различают допуски месторасположения и допуски ориентации.
Поле допуска расположения — область на плоскости или в пространстве, внутри которой должен находиться прилегающий элемент или плоскость симметрии, ось, центр в пределах нормируемого участка, диаметр или ширина которой определяется значение допуска, а расположение относительно баз — номинальным расположением рассматриваемого элемента.
Отклонения и допуски расположения
Различают следующие виды допусков расположения:
- Отклонение от параллельности и допуск параллельности
- Отклонение и допуск перпендикулярности
- Отклонение и допуск наклона
- Отклонение и допуск соосности
- Допуск в диаметральном выражении
- Допуск в радиусном выражении
- Допуск в диаметральном выражении
- Допуск в радиусном выражении
- Допуск в диаметральном выражении
- Допуск в радиусном выражении
Читайте также: Производится измерение диаметра вала случайная ошибка измерения
Эти допуски обозначаются символами.
Суммарные допуски
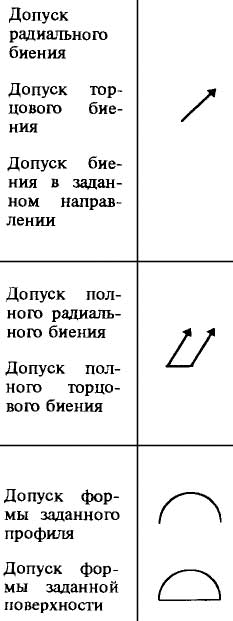
Существует несколько видов суммарных допусков формы и расположения.
- Радиальное биение
- Полное радиальное биение
- Торцовое биение
- Полное торцовое биение
- Биение в заданном направлении
- Отклонение и допуск формы заданного профиля
- Отклонение и допуск формы заданной поверхности
Эти допуски обозначаются символами.
Обозначение допусков формы и расположения на чертежах
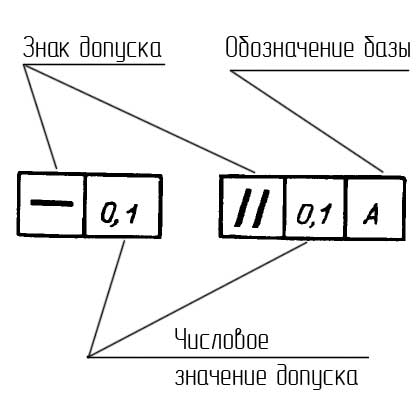
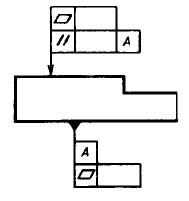
Допуски формы и расположения изображают на чертежах в виде рамки, которая поделена на несколько частей. В первой части изображают графическое обозначение допуска, во второй части — числовое значение допуска, в третей и последующий — буквенное обозначение одной или нескольких баз.
В случае отсутствия базы допуска рамка состоит только из двух частей. Примеры рамок допусков формы и расположения показаны на рисунке.
На рисунке слева показана рамка с допуском формы (допустимое отклонение от прямолинейности), справа с допуском расположения (допустимое отклонение от параллельности).
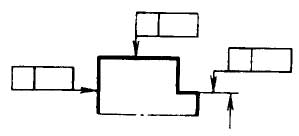
Рамку выполняют тонкими линиями. Высота текста в рамке должна равняться размеру шрифта размерных чисел. От рамки допуска до поверхности или до выноски проводится линия, оканчивающаяся стрелкой.
Перед числовым значение допуска могут указываться знаки:
- ф — если цилиндрическое или круговое поле допуска указываются диаметром
- R — если цилиндрическое или круговое поле указываются радиусом
- Т — если поле допуска пересечения осей, симметричности, ограничены двумя параллельными прямыми или плоскостями в диаметральном выражении.
- Т/2 — в том же случае, что и Т, только в радиусном выражении
- Сфера — для шарового поля допуска.
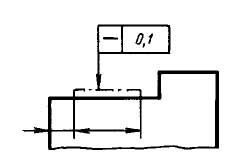
Если допуск должен применяться не ко всей поверхности, а только к некоторому участку, то он обозначается штрих пунктирной линией.
Для одного элемента может быть указано несколько допусков, этом случае рамки изображаются одна над другой.
Дополнительная информация может быть указана над рамкой или под ней.
Информация о допусках формы и расположения может быть указана в технических требованиях.
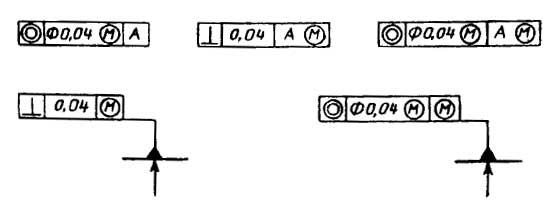
Зависимые допуски
Зависимые допуски расположения обозначают следующим символом .
Этот символ может быть размещен после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента. Также символ может быть размещен после буквенного обозначение (если оно отсутствует то в третьем поле рамки) в том случае, если зависимый допуск связан с действительными размерами базового элемента.
Назначение допусков формы и расположения
Чем точнее изготовлена деталь, тем более точные инструменты потребуются для ее изготовления и контроля размеров. Это автоматически увеличит ее стоимость. Получается, что цена изготовления детали во многом зависит от требуемой точности при ее изготовлении. Это означает, что конструктор должен указать лишь те допуски, которые действительно необходимы для сборки и надежной работы механизма. Допустимые интервалы также должны быть назначены исходя из условий собираемости и работоспособности.
В ГОСТе 24643-81 указаны рекомендации по назначению допусков формы и расположения поверхностей
Числовые значения допусков формы
В зависимости от класса точности устанавливаются стандартные значения допусков формы.
Допуски плоскостности и прямолинейности
Номинальным размеров в данном случае считается номинальная длина нормированного участка.
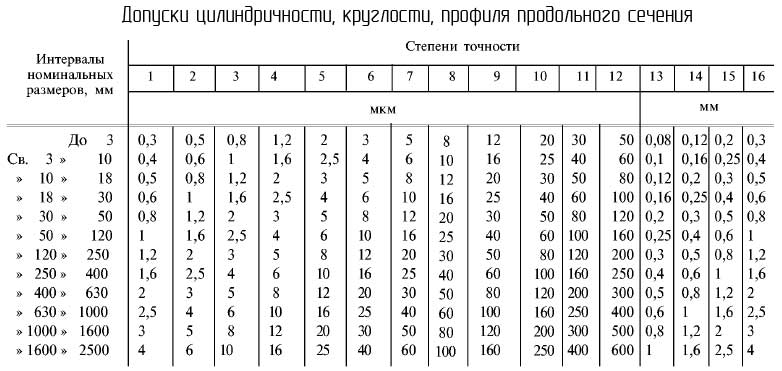
Допуски круглости, цилиндричности, профиля продольного сечения
Данные допуски назначаются в тех случаях, когда они должны быть меньше, чем допуск размера.
Номинальным размером считается номинальный диаметр поверхности.
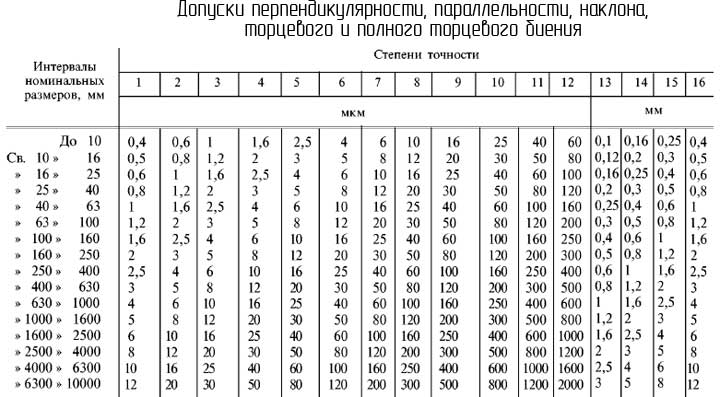
Допуски перпендикулярности, параллельности, наклона, торцевого биения
Номинальным размером при назначении допусков на параллельность, перпендикулярность, наклон понимается номинальная длина нормируемого участка или номинальная длина всей контролируемой поверхности.
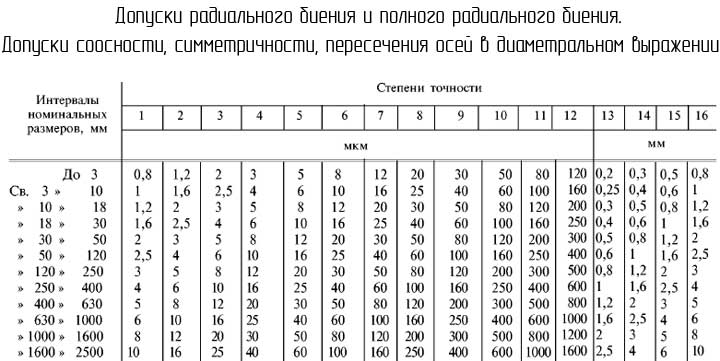
Допуски радиального биения, симметричности, соосности пересечения осей в диаметральном выражении
При назначении допусков радиального биения номинальным размером считается номинальный диаметр рассматриваемой поверхности.
В случае назначения допусков симметричности, пересечения осе соосности номинальным размером считается номинальный диаметр поверхности или номинальный размер между поверхностями, которые образуют рассматриваемый элемент.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
Механика © 2023
Информация, опубликованная на сайте, носит исключительно ознакомительный характер