
В процессе изготовления деталей вращения согласно технологическому процессу их изготовление связанно с определённым количеством операций, которые предусматривают переустановку обрабатываемого материала. В ходе смены позиций заготовки из-за погрешности закрепляющих механизмов и других факторов, возникают осевые биения обрабатываемой детали. Допуск биения наносится на чертеже в виде наклонной стрелки и цифрового значения указывающего величину отклонения.
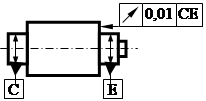
Допуск радиального биения вала относительно оси конуса 0.01мм .

Допуск радиального биения поверхности относительно общей оси поверхностей
А и Б 0.1мм .
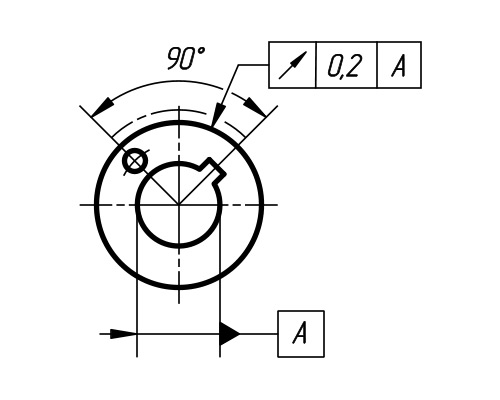
Допуск радиального биения участка поверхности относительно отверстия А 0.2мм .
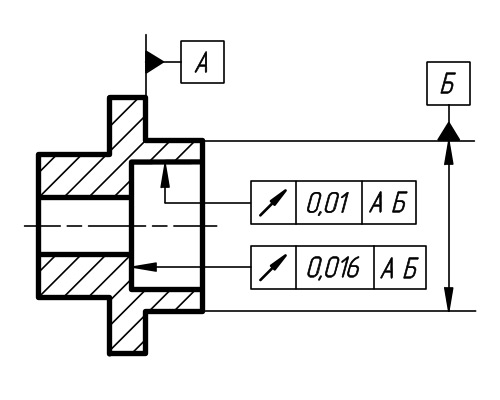
Допуск радиального биения отверстия 0.01мм . Первая база – поверхность А . Вторая база – ось поверхности Б . Допуск торцевого биения относительно тех же баз 0.016мм .

Допуск торцевого биения на диаметре 20мм относительно оси А 0.1мм .

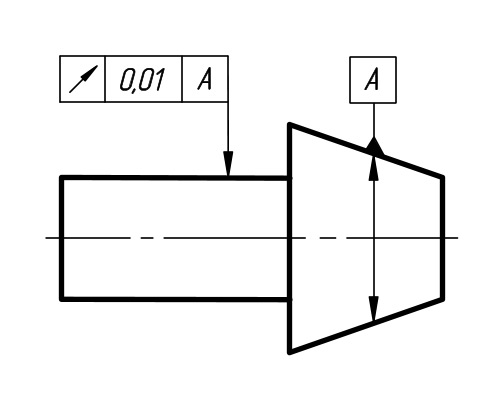
Допуск биения конуса относительно оси отверстия A в направлении перпендикулярном к образующей конуса 0.01 мм .
Коленчатые валы, изготавливаемые для различных двигателей, предназначены для преобразования рабочего движения поршней во вращение главного силового элемента машины. По конструкции валы представляют собой относительно не жёсткую геометрическую форму данного типа детали, которая в свою очередь воспринимает большие переменные нагрузки, вызывающие такие виды допустимых деформаций как кручение и изгиб с последующим возвратом к исходной форме в состоянии покоя.
Не зависимо от назначения двигателя согласно техническим условиям предусматривается необходимая точность выполнения рабочих частей коленчатых валов, таких как коренные и шатунные шейки. Цилиндрические поверхности деталей кривошипной шатунной группы являются подвижной частью подшипника скольжения, который работает на масляной плёнке, образующейся между валом и отверстием, поэтому зазор между ними должен составлять около 10 мкм . Обработка шеек коленчатого вала выполняется с точностью отклонений по пятому, шестому квалитету и шероховатостью поверхности не ниже Ra 0,8 мкм .
Допустимые отклонения формы на овальность и конусность, для автомобильных двигателей, находится в пределах от 10 мкм до 5 мкм , при не параллельности осей коренных и шатунных шеек, не более 10 мкм на всей длине для каждой из шеек. Допуски на радиусы элементов коленчатого вала составляют от 50 мкм до 150 мкм . Слишком большие отклонения радиусов галтелей приводят к неравномерности допустимых деформационных процессов, что оказывает отрицательное влияние на работу двигателей.
Так как коленчатые валы, сами являются частью подшипников скольжения, к коренным и шатунным шейкам предъявляются повышенные требования к поверхности в отношении их износостойкости и усталостной прочности, поверхностная твёрдость которых должна составлять около 52 – 62 HRC .
К наиболее важным техническим параметрам относятся параллельность осей, отклонение от круглости, допуски цилиндричности, допуск биения и многое другое.
Контроль параметров коленчатого вала достаточно, ответственный и трудоемкий процесс. Поэтому для контроля разного рода характеристик, применяют специальные приборы и стенды, а так же мерительные устройства с электронной индикацией и специальными датчиками.
биение вала
биение вала (shaft runout): Суммарное радиальное отклонение, определяемое приспособлением для измерения положения вала относительно гнезда подшипника при поворачивании вручную вала в горизонтальном положении в своих подшипниках.
3.22 биение вала (shaft runout): Суммарное радиальное отклонение, определяемое приспособлением для измерения положения вала относительно гнезда подшипника при поворачивании вручную вала в горизонтальном положении в своих подшипниках.
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Смотреть что такое «биение вала» в других словарях:
биение (вала) — пульсация колебание — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы пульсацияколебание EN beat … Справочник технического переводчика
биение вала — (напр. ротора турбины) [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN whipping … Справочник технического переводчика
механическое биение вала ротора турбины — С помощью датчика определяются эксцентриситет, овальность и др. [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN mechanical runout … Справочник технического переводчика
электрическое биение вала ротора турбины — С помощью датчика определяются остаточный магнетизм и неоднородность электрических свойств материала поверхности ротора [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN electrical runout … Справочник технического переводчика
Читайте также: Мойка высокого давления своими руками из компрессора автомобильного
Радиальное биение — 3.6.1. Радиальное биение Примечание Радиальное биение собранного подшипника является результатом нескольких отдельных, но сведенных воедино факторов. Источник: ГОСТ 520 2002: Подшипники качения. Общие технические условия оригинал документа … Словарь-справочник терминов нормативно-технической документации
торцевое биение — (face runout): Суммарное осевое отклонение, определяемое на внешней поверхности корпуса уплотнения вала измерительным устройством, которое вращается вместе с горизонтально расположенным валом при поворачивании вала вручную в его подшипниках.… … Словарь-справочник терминов нормативно-технической документации
Осевое биение — 3.6.2. Осевое биение Примечание Осевое биение собранного подшипника является результатом нескольких отдельных, но вместе взятых факторов. Источник: ГОСТ 520 2002: Подшипники качения. Общие технические условия оригинал документа Смотри также… … Словарь-справочник терминов нормативно-технической документации
Осевое биение шпинделя — 2.18. Осевое биение шпинделя (для станков с программным управлением) Черт. 16 Таблица 12 Условный диаметр сверления, мм Допуск, мкм, для станков классов точности Н П До 12 8 5 Св. 12до 20 10 6 » 20 » 40 12 8 … Словарь-справочник терминов нормативно-технической документации
Торцовое биение шпинделя — 1.10. Торцовое биение шпинделя Черт. 13 Таблица 7 Наибольший условный диаметр растачиваемого отверстия, мм Допуск, мкм, для головок классов точности В А С До 100 3 2 1,2 Св. 100 до 200 4 2,5 1,6 « 200 « 400 … Словарь-справочник терминов нормативно-технической документации
Торцовое биение шпинделя (вала) — 2.7.2.2. Торцовое биение шпинделя (вала) (черт. 2, табл. 4). Таблица 4 Наибольшая частота вращения шпинделя, мин 1 Допуск, мкм, для шпинделей классов точности В А С До 36000 3,0 2,5; 1,5* 2,0; 1,5* Св. 36000 2,5 2,0; 1,5* 1,5; 1,5* * Звездочкой… … Словарь-справочник терминов нормативно-технической документации
Большая Энциклопедия Нефти и Газа
Радиальное биение — вал
Радиальное биение вала может быть также обусловлено его прогибом превращении и прочими причинами. [2]
Радиальное биение валов контролируют индикаторами часового типа предварительно при установке валов в центрах и окончательно после монтажа передачи. Величина радиального биения 6В не должна превышать значений, приведенных в табл. 7, а радиальное биение звездочек — величин, указанных в табл. 24 гл. [3]
Радиальное биение вала не должно превышать 0 05 мм. [4]
Радиальное биение вала происходит в результате несовпадения ( смещения) геометрических центров дорожек качения и отверстий внутренних колец подшипников, а также погрешностей самого вала. [5]
Радиальное биение вала обусловлено смещением геометрических центров дорожек качения и отверстий внутренних колец подшипников, а также Погрешностями самого вала. [6]
Радиальное биение вала не должно превышать 0 05 мм. Вкладыши подшипников трансмиссионного вала, вынутые ранее, смазывают и монтируют без регулировки зазоров между валом и вкладышем. [7]
Проверку радиального биения вала производят индикатором. [9]
Допуск радиального биения вала относительно оси конуса 0 01 мм. [10]
В некоторых случаях радиальное биение валов малых размеров ограничено величиной 0 05 мм и валов больших диаметров 0 1 мм; при этом несоосность вала составляет не более 0 05 — 0 1 мм, а осевое биение — не более 0 4 — 0 8 мм. [11]
Для устранения влияния радиального биения вала на точность воспроизводимой функции, не сменные в эксплуатации коноиды, например, геометрические, желательно крепить на валу с учетом возможности обработки на нем же. [12]
Для устранения влияния радиального биения вала на точность воспроизводимой футищяя, не смеяяие в акеияуа — тации коноиды, например, геометрические, желательно крепить на валу с учетом возможности обработки на нем же. [13]
В отдельных случаях допускается радиальное биение вала , независимо от величины его диаметра, до 0 1 мм, несоосность 0 1 — 0 2 мм и осевое биение 0 8 — 1 мм. [14]
Перед проверкой центровки валов необходимо проверить радиальное биение валов в районе уплотнений и других сечениях по рекомендации завода-изготовителя, а также радиальное и осевое биения полумуфт. [15]
Измерение радиального и торцевого биений
Согласно ГОСТ 24642-81, и радиальное, и торцевое биения относятся к суммарным отклонениям формы и расположения.
Радиальным биением называется разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси. Радиальное биение является результатом совместного влияния отклонения от соосности оси рассматриваемого реального профиля (сечения) с базовой осью и некруглости этого профиля (сечения).
Читайте также: Компрессор кондиционера рено меган 2 от аналоги
Торцевым биением называется разность наибольшего и наименьшего расстояний от точек реального профиля торцевой поверхности до плоскости, перпендикулярной базовой оси. Торцевое биение является результатом совместного влияния отклонения от перпендикулярности реальной торцевой поверхности относительно базовой оси и отклонений от плоскостности этой поверхности в измеряемом сечении.
Очевидно, что контроль биений необходимо проводить относительно тех баз, с помощью которых деталь базируется в механизме.
Базовыми поверхностями у валов могут быть:
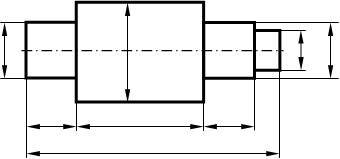
1) ось центров, в этом случае измеряемый вал должен устанавливаться в два центровых отверстия детали (рис. 14.1, п. 1 и 2);
2) две цилиндрические поверхности (рис. 14.1, п. 3 и 4) – в этом случае биения всех остальных поверхностей должны задаваться и измеряться относительно так называемой общей оси, проходящей через середины осей двух базовых поверхностей, поэтому при измерении биений вал должен устанавливаться на две узкие призмы серединами базовых шеек;
3) цилиндрическая поверхность (рис. 14.1, п. 5 и 6) – в этом случае биения всех остальных цилиндрических и торцевых поверхностей должны определяться при установке детали на широкую призму этой базовой поверхностью.
В данной работе предусмотрено измерение радиального и торцевого биений на специальном приспособлении (рис. 14.2). На станине 1 установлены две бабки 2 и 6 с центрами, бабка 2 перемещается и закрепляется в нужном положении. На этой же станине укреплена стойка 5 с индикатором 4 и упором 3.
Кроме центров на направляющих станины могут быть установлены различные призмы: широкая – для измерения биений относительно оси базовой шейки и две узкие – для измерения биений относительно общей оси.
 |
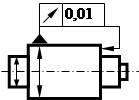 |
Рис. 14.1. Схемы измерения биений
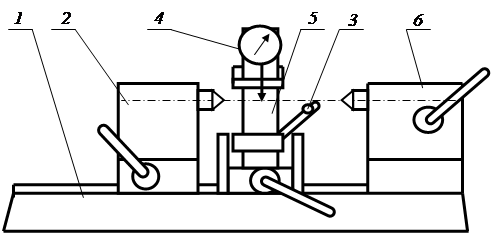 |
Рис. 14.2. Схема установки для измерения биений ПБ-500
Порядок выполнения работы
1. Радиальное биение в центрах. Определить радиальное биение одной из крайних шеек вала относительно базовой оси центровых отверстий. Для этого необходимо: установить деталь в центрах 2 и 6, закрепить бабки в нужном положении зажимами; если призма мешает установке бабок, то ее необходимо снять с направляющих.
1.1. Расположить измерительный наконечник индикатора примерно перпендикулярно оси детали над контролируемой шейкой и добиться показания около
1.2. Медленно вращая деталь в центрах, определить радиальное биение как разность наибольшего и наименьшего показаний индикатора за один или несколько оборотов детали; измерения проводить в крайних сечениях по длине шейки, выбрать наибольшее значение и результат занести в форму отчета.
2. Торцевое биение в центрах. Определить торцевое биение одного из торцов наибольшего диаметра относительно базовой оси центровых отверстий.
2.1. Установить деталь в центрах, расположить индикатор таким образом, чтобы его измерительный стержень располагался параллельно оси детали и касался измеряемого торца на возможно большем расстоянии от оси. Добиться показания индикатора примерно
2.2. Медленно вращая деталь, определить торцевое биение как разность между наибольшим и наименьшим показаниями индикатора и занести в форму отчета.
3. Радиальное биение относительно общей оси. Определить радиальное биение той же крайней шейки вала относительно общей оси базовых шеек (базовые шейки должны быть одного диаметра). Для этого необходимо.
3.1. Установить на станине прибора две узкие призмы (при необходимости раздвинуть бабки с центрами); на призмы установить базовые шейки вала так, чтобы призмы касались шеек приблизительно в средней части. Призмы закрепить.
3.2. Расположить измерительный наконечник индикатора примерно перпендикулярно оси детали над проверяемой шейкой и добиться показания около
3.3. Медленно вращая деталь на призмах, определить радиальное биение; измерение проводить в крайних сечениях по длине шейки, выбрать наибольшее и результат занести в форму отчета.
4. Торцевое биение относительно общей оси. Определить торцевое биение того же, что и ранее, торца относительно общей оси. Для этого необходимо.
4.1. Установить детали базовыми шейками на призмы.
4.2. Переместить призмы так, чтобы стойка с индикатором оказалась в районе проверяемого торца, и закрепить; переместить упор на стойке так, чтобы шарик упора касался проверяемого торца снизу, на том же расстоянии, что и индикатор от оси детали и в этом положении закрепить.
4.3. Расположить индикатор так, чтобы измерительный стержень был направлен вдоль оси детали, а измерительный наконечник касался измеряемого торца детали в диаметрально противоположной от упора точке, на возможно большем расстоянии от оси детали; добиться показания индикатора
4.4. Медленно вращая деталь на призмах и слегка прижимая ее рукой к шарику упора, определить по индикатору разность между наибольшим и наименьшим показаниями за один или несколько оборотов детали; занести в форму отчета. Следует иметь в виду, что при этой схеме измерения полученная разность показаний является удвоенной величиной торцевого биения. Поэтому за величину торцевого биения следует брать половину разности показаний.
5. Радиальное биение на призме. Определить радиальное биение той же, что и ранее, шейки относительно базовой. Для этого необходимо.
5.1. Установить широкую призму на станину и закрепить винтом; если этому мешают бабки с центрами, то их надо раздвинуть.
5.2. Измеряемую деталь установить на призму базовой поверхностью.
5.3. Расположить измерительный наконечник индикатора примерно перпендикулярно оси измеряемой поверхности детали и добиться показания индикатора
5.4. Медленно вращая деталь в призме, найти по индикатору радиальное биение, как разность между наибольшим и наименьшим показаниями за один или несколько оборотов детали (измерения проводить в крайних сечениях по длине шейки), выбрать наибольшее и результат занести в форму отчета.
6. Торцевое биение на призме. Определить торцевое биение того же, что и ранее, торца относительно базовой поверхности. С этой целью следует.
6.1. Установить деталь на призме таким образом, чтобы измеряемый торец детали упирался в сферический упор, имеющийся на стойке индикатора.
6.2. Расположить индикатор так, чтобы измерительный наконечник его был расположен параллельно оси детали и касался бы измеряемого торца в диаметрально противоположной от упора точке на том же расстоянии от оси детали, что и упор; добиться показания индикатора
6.3. Медленно вращать деталь в призме и, слегка прижимая ее рукой к упору, определить по индикатору разность между его наибольшим и наименьшим показаниями за один или несколько оборотов детали; занести в форму отчета. При этой схеме измерения полученная разность показаний индикатора является удвоенной величиной торцевого биения. Поэтому за величину торцевого биения следует брать половину разности показаний по индикатору.
7. Измерить размеры детали с той точностью, которую позволяет имеющийся измерительный прибор, и в зависимости от действительных размеров детали определить степень точности, по табл. П16 и П17 Приложения 2.
8. Оформить отчет согласно прилагаемой форме.
Форма протокола измерений
| Группа № | Ф. И. О. |
| Работа 14 | Измерение радиального и торцевого биений |
| Данные об индикаторе | Данные о детали |
 |
| N° п.п | Измеряемое биение | Схемы измерений для каждого из 6 случаев (рис. 14.1, столбец 4) | Измеренное биение, мм | Степень точности* |
П р и м е ч а н и е. Степень точности определяется по ГОСТ 24643-81
(см. табл. П16 и П17 Приложения 2).
Р а б о т а 15
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности