
Использование шлицевого соединения — один из способов жесткой передачи крутящего момента.
Шлицы, по сравнению со шпоночным соединением обладают несколькими преимуществами — лучшей прочностью, точностью и технологичностью.
Шпонки необходимо подгонять, поэтому их рекомендуется применять в единичном или мелкосерийном производстве. Шлицы, в отличае от шпонок, взаимозаменяемы, и рекомендуется использовать в крупносерийном и массовом производстве.
Шлицы считаются более технологичным соединением, чем шпонка, внутренние шлицы изготавливают протягиванием, наружные — фрезерованием (червячными фрезами), долблением, строганием.
В технике применяются прямоугольные, треугольные, трапецеидальные, эвольвентные шлицы.
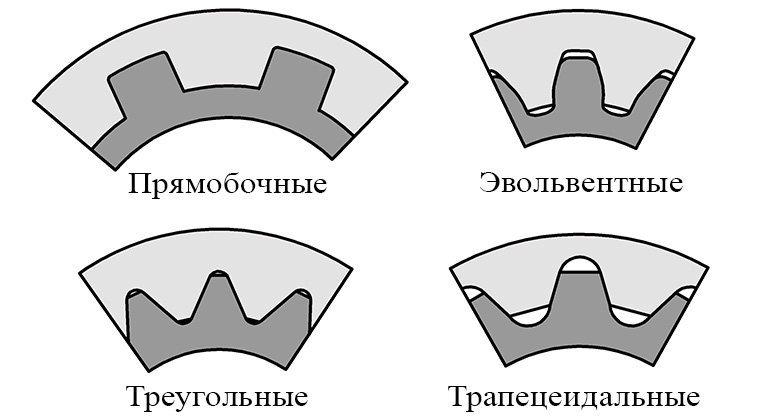
Наибольшее распространение получили прямоугольные шлицы.
Видео:Как ремонтировать шлицевую карданного вала | Кардан Ремонт Юра ©Скачать

Размер шлицев
Стандарт ГОСТ 1139-80 устанавливает размеры на прямоугольные шлицевые соединения, он регламентирует:
- число зубьев шлицевого соединение;
- наружный диаметр шлицев;
- внутренний диаметр шлицев;
- ширину зуба;
- размеры скруглений, фасок;
- предельные отклонения.
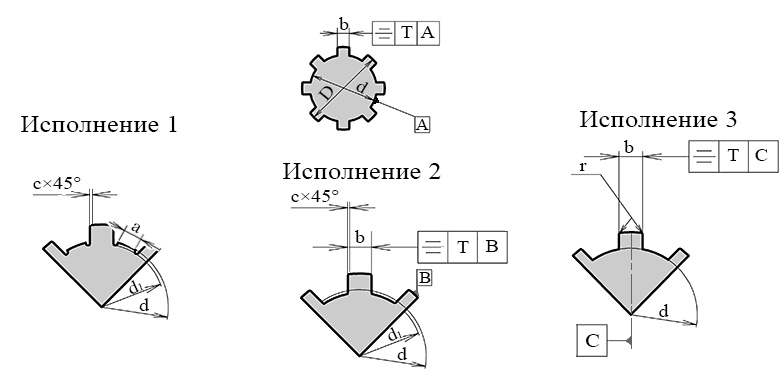
Исполнение 1 предназначено для валов средней и легкой серий. Валы исполнения 1 и 3 центрируются по внутреннему диаметру, исполнения 2 — по наружному диаметру и боковым поверхностям зубьев.
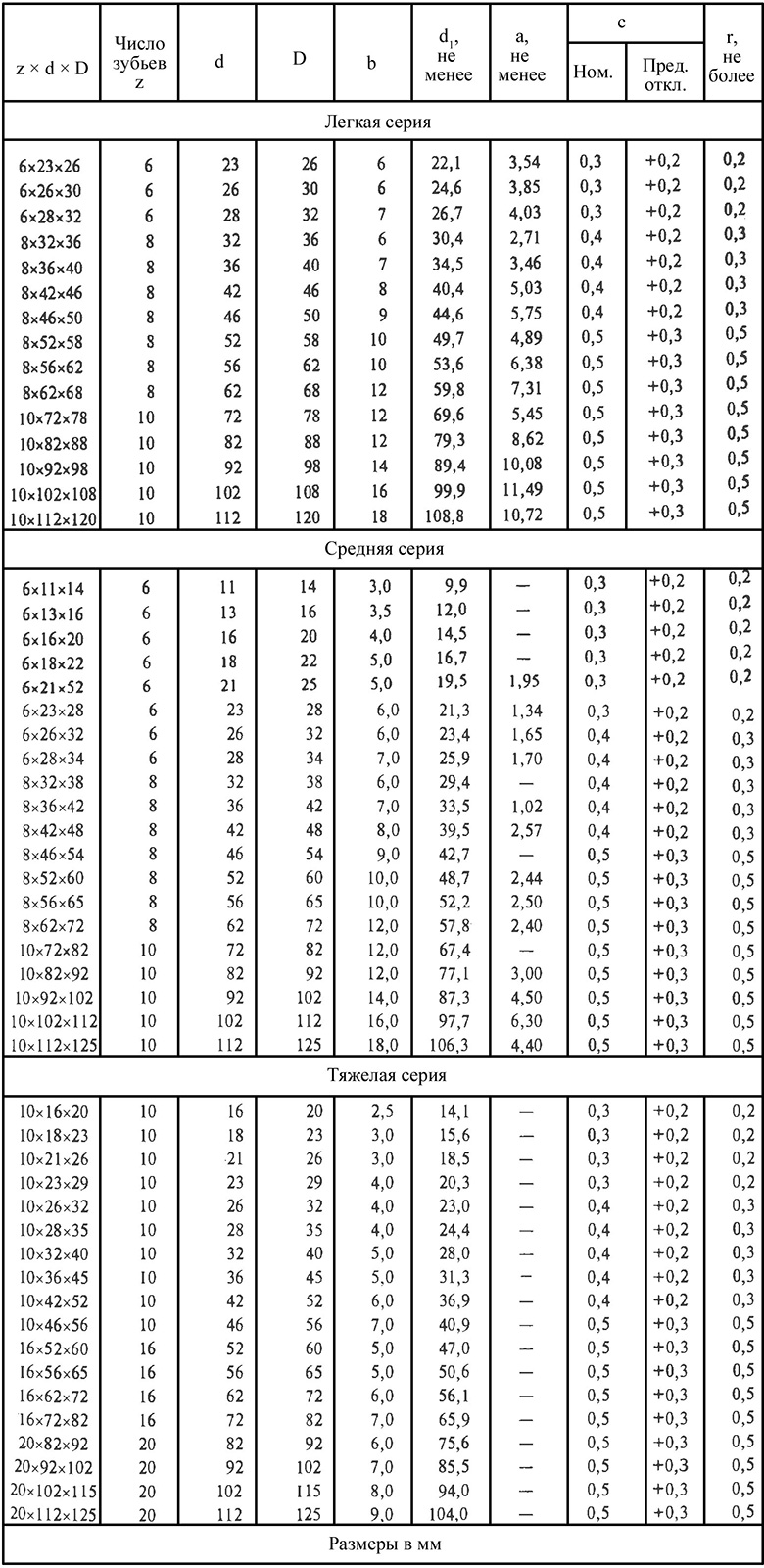
Размеры шлицев представлены в следующей таблице.
Видео:Ремонт шлицевого соединения карданного валаСкачать

Обозначение шлицевого соединения

В обозначении шлицев указывается:
- буква, указывающая на поверхность центрирования, ри центрировании по наружному диаметру в начале обозначения указывается — D, по внутреннему диаметру — d, при центрировании по боковым поверхностям — b.
- число зубьев
- внутренний диаметр d (при надобности, с полем допуска)
- наружный диаметр D (с полем допуска на размер)
- ширина зуба b (с полем допуска на размер)
Если размер не является центрирующим, то допускается не указывать на него поле допуска.
Пример обозначения шлицев
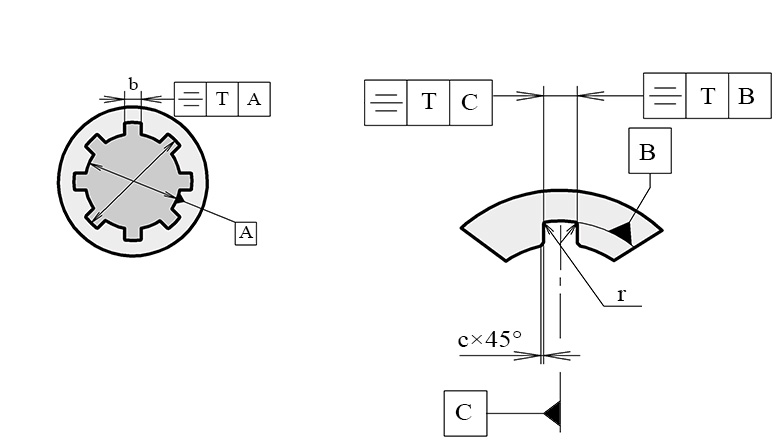
Для составления конструкторской документации обозначим вал с центрированием по внутреннему диаметру d=36 мм, допуском f7, восемью шлицами, внутренним диаметром D=40 мм с допуском a11, шириной зуба 7 мм с допуском f9.
Для втулки этого же шлицевого соединения обозначение будет выглядеть следующим образом:
Видео:Устранение люфта с помощью штифта! Новая жизнь старого кардана!Скачать

Детали машин
Видео:Восстановление шлицов методом наплавкиСкачать

Шлицевые соединения
Характеристика шлицевых соединений
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1, 2, 3) , входящие в соответствующие впадины (шлицы) в ступице.
Рабочими поверхностями являются боковые стороны выступов.
Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Условно можно представить шлицевое соединение, как многошпоночное соединение, у которого шпонки выполнены как одно целое с валом.
Основное назначение шлицевых соединений — передача вращающего момента между валом и ступицей. При этом ступица может быть закреплена на колесе, фланце, шкиве, ролике или другом валу (карданный вал) .
Шлицевые соединения стандартизованы и широко распространены в машиностроении.

Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три) .
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке) .
- Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
- Меньшая длина ступицы и меньшие радиальные зазоры.
- Большая надежность при динамических нагрузках.
Недостатки шлицевых соединений — более сложная технология изготовления (зубофрезерование, протягивание, шлифование) , а следовательно, более высокая стоимость.
Классификация шлицевых соединений
Шлицевые соединения различают:
- по характеру соединения — неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка, карданного вала автомобиля) ;
- по форме выступов — прямобочные, эвольвентные, треугольные.
Шлицевые соединения с прямобочным профилем
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
Читайте также: Валы гранта спорт фаза подъема
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D , внутреннему d диаметрам или боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование.
Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный.

Центрирование по наружному диаметру D (рис. 2,а) . В этом случае точность обработки сопрягаемых поверхностей обеспечивают: в отверстии — протягиванием, на валу – шлифованием. По диаметру D обеспечивают сопряжение по одной из переходных посадок.
По внутреннему диаметру d между деталями существует зазор.
При передаче вращающего момента на рабочих боковых сторонах действуют напряжения смятия σсм .
В соответствии с технологией обработки центрирующей поверхности в отверстии (протягивание) центрирование по наружному диаметру может быть применено при невысокой твердости ступицы (≤ 350 НВ) .
Центрирование по внутреннему диаметру d (рис. 2,б) .
Применяют при высокой твердости ступицы ( ≤ 45 HRC) , например, после ее закалки, когда затруднена калибровка ступицы протяжкой или дорном.
Точность обработки сопрягаемых поверхностей обеспечивают: в отверстии — шлифованием на внутришлифовальном станке, на валу — шлифованием впадины профилированными кругами, в соответствии с чем предусматривают канавки для выхода шлифовального круга.
По центрирующему диаметру d обеспечивают сопряжение по переходной посадке. Размер h площадки контакта определяют так же, как и при центрировании по наружному диаметру.
Центрирование по D или d применяют в соединениях, требующих высокой соосности вала и ступицы (при установке на валы зубчатых или червячных колес в коробках передач автомобилей, в станках, редукторах; а также при установке шкивов, звездочек, полумуфт на входных и выходных концах валов) .
Центрирование по боковым поверхностям b (рис. 2,в) . В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
Шлицевые соединения с эвольвентным профилем
Соединения с эвольвентным профилем (рис. 1,б) применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес) .
Эвольвентный профиль отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D .
По сравнению с прямобочным, соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большего количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Шлицевые соединения с эвольвентным профилем шлицев считаются наиболее перспективными.
Применяют центрирование по боковым поверхностям S зубьев, реже — по наружному диаметру D .
Шлицевые соединения с треугольным профилем
Соединения с треугольным профилем (рис. 1,в) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов–зубьев ( z = 20. 70; т = 0,2. 1,5мм) . Угол β профиля зуба ступицы составляет 30°, 36° или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях торсионных валов, стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля) .
Соединения с треугольным профилем применяют также при необходимости малых относительных регулировочных поворотов деталей. Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением σв > 500МПа .
Материалы и допускаемые напряжения смятия
Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением σв > 500 Н/мм 2 (МПа).
В Таблице 1 приведены значения [σ]см , принятые с учетом опыта эксплуатации при длительном сроке службы. Большие значения [σ]см принимают при легких режимах работы, когда соединение большую часть времени нагружено моментами, значительно меньшими максимально длительно действующего вращающего момента.
📺 Видео
Обслуживание кардана . Восстановление шлицевого соединения нанесением МС 2000 .Скачать

Ремонт шлицевой карданного вала мерседесСкачать

Устранение неисправности в работе фланца вторичного вала ВАЗ 2102Скачать

Восстановление шлицов или как спасти любое шлицевое соединение.Скачать

Восстановление шлицевого соединения карданного вала от УАЗаСкачать

Как восстановить шлицы своими руками! Перезалив видео.Скачать

Ремонт шлицов кардана полиуретаном.Скачать

ВИБРАЦИЯ КАРДАННОГО ВАЛА.ЕЩЕ ОДНА ПРИЧИНА ВОЗНИКНОВЕНИЯ.Скачать

Лечим Шлицевое Соединение Кардана Зил-130Скачать

Восстановление шлицевой части ротора перфоратора (часть-2)Скачать

Восстановление шлицевого вала 2. Ответ на вопрос подписчика.Скачать

Шлицевые соединения для карданных валов.Скачать

Процесс восстановления карданного валаСкачать

Ремонт шлицевой переднего кардана .Скачать

Почему шлицевая служит мало | Кардан Ремонт Юра ©Скачать

Проверяю люфт в кардане Нивы. Вопрос, каким он должен быть?Скачать
