
Использование шлицевого соединения — один из способов жесткой передачи крутящего момента.
Шлицы, по сравнению со шпоночным соединением обладают несколькими преимуществами — лучшей прочностью, точностью и технологичностью.
Шпонки необходимо подгонять, поэтому их рекомендуется применять в единичном или мелкосерийном производстве. Шлицы, в отличае от шпонок, взаимозаменяемы, и рекомендуется использовать в крупносерийном и массовом производстве.
Шлицы считаются более технологичным соединением, чем шпонка, внутренние шлицы изготавливают протягиванием, наружные — фрезерованием (червячными фрезами), долблением, строганием.
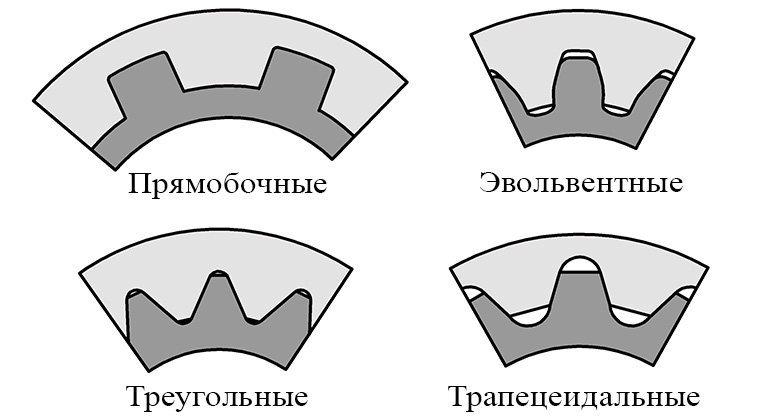
В технике применяются прямоугольные, треугольные, трапецеидальные, эвольвентные шлицы.
Наибольшее распространение получили прямоугольные шлицы.
Видео:Сколько шлицов у полуосей ниваСкачать

Размер шлицев
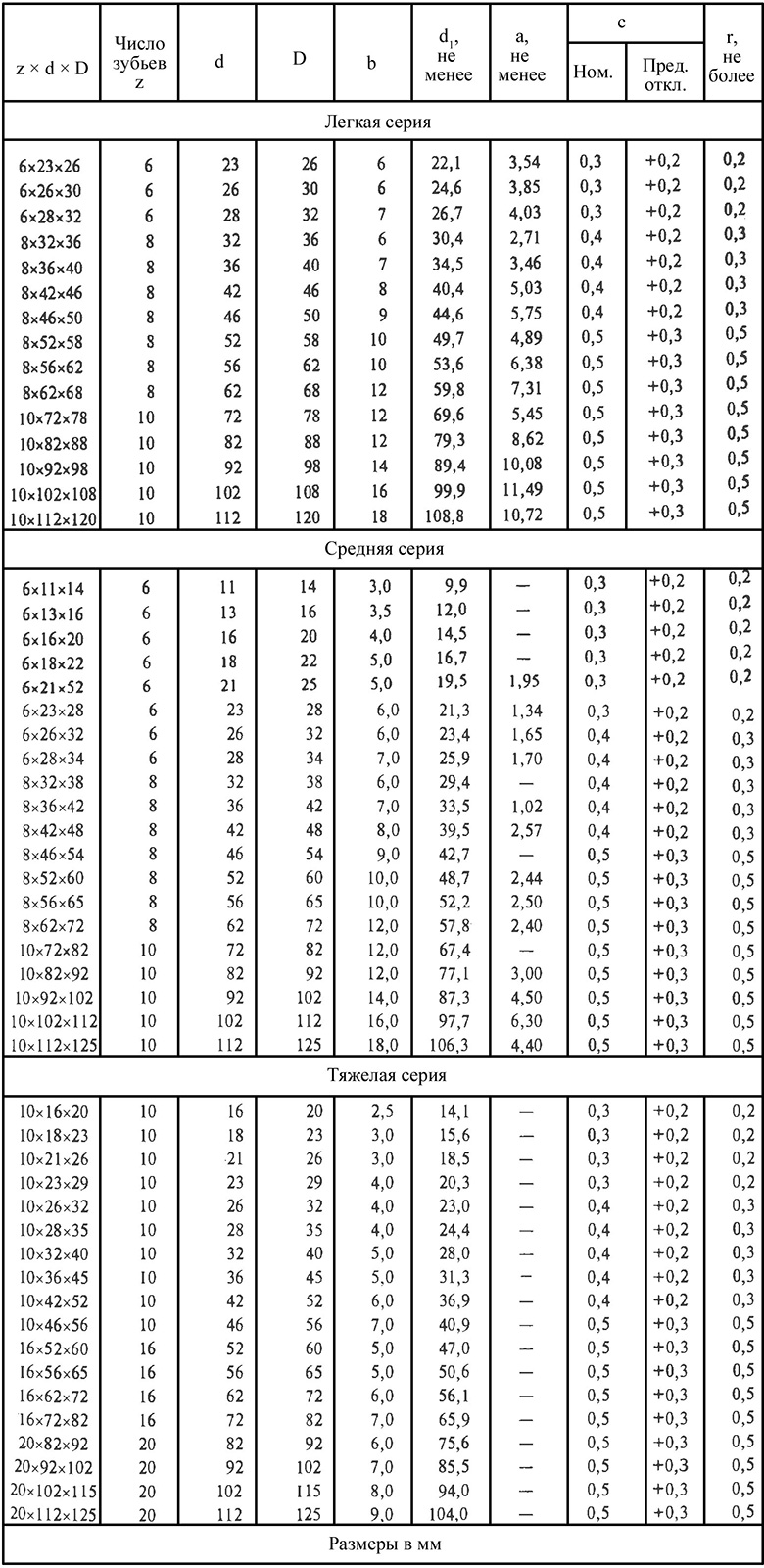
Стандарт ГОСТ 1139-80 устанавливает размеры на прямоугольные шлицевые соединения, он регламентирует:
- число зубьев шлицевого соединение;
- наружный диаметр шлицев;
- внутренний диаметр шлицев;
- ширину зуба;
- размеры скруглений, фасок;
- предельные отклонения.
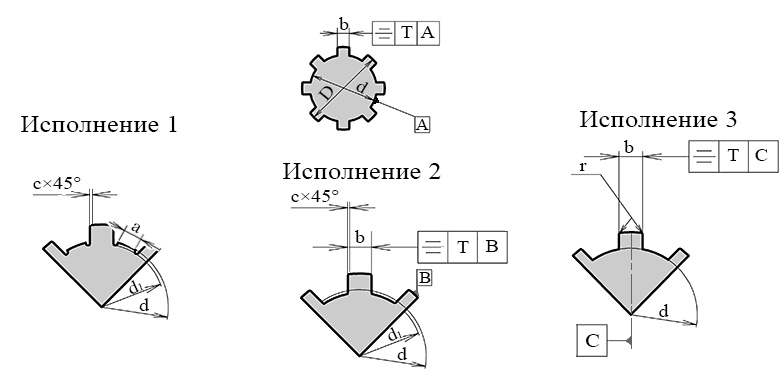
Исполнение 1 предназначено для валов средней и легкой серий. Валы исполнения 1 и 3 центрируются по внутреннему диаметру, исполнения 2 — по наружному диаметру и боковым поверхностям зубьев.
Размеры шлицев представлены в следующей таблице.
Видео:Причина износа шлицов приводного вала триммера.Скачать

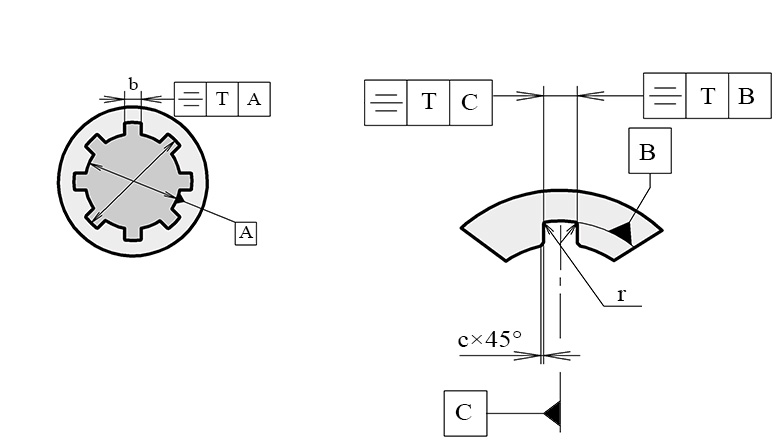
Обозначение шлицевого соединения

В обозначении шлицев указывается:
- буква, указывающая на поверхность центрирования, ри центрировании по наружному диаметру в начале обозначения указывается — D, по внутреннему диаметру — d, при центрировании по боковым поверхностям — b.
- число зубьев
- внутренний диаметр d (при надобности, с полем допуска)
- наружный диаметр D (с полем допуска на размер)
- ширина зуба b (с полем допуска на размер)
Если размер не является центрирующим, то допускается не указывать на него поле допуска.
Пример обозначения шлицев
Для составления конструкторской документации обозначим вал с центрированием по внутреннему диаметру d=36 мм, допуском f7, восемью шлицами, внутренним диаметром D=40 мм с допуском a11, шириной зуба 7 мм с допуском f9.
Для втулки этого же шлицевого соединения обозначение будет выглядеть следующим образом:
Видео:Срезало шлицы мотокосы причинаСкачать

Детали машин
Видео:ВОССТАНОВЛЕНИЕ ШЛИЦЕВ УГЛОВОГО РЕДУКТОРА Hyundai ax35 Santa Fe и т.д .Скачать

Шлицевые соединения
Характеристика шлицевых соединений
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1, 2, 3) , входящие в соответствующие впадины (шлицы) в ступице.
Рабочими поверхностями являются боковые стороны выступов.
Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Условно можно представить шлицевое соединение, как многошпоночное соединение, у которого шпонки выполнены как одно целое с валом.
Основное назначение шлицевых соединений — передача вращающего момента между валом и ступицей. При этом ступица может быть закреплена на колесе, фланце, шкиве, ролике или другом валу (карданный вал) .
Шлицевые соединения стандартизованы и широко распространены в машиностроении.

Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три) .
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке) .
- Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
- Меньшая длина ступицы и меньшие радиальные зазоры.
- Большая надежность при динамических нагрузках.
Недостатки шлицевых соединений — более сложная технология изготовления (зубофрезерование, протягивание, шлифование) , а следовательно, более высокая стоимость.
Классификация шлицевых соединений
Шлицевые соединения различают:
- по характеру соединения — неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка, карданного вала автомобиля) ;
- по форме выступов — прямобочные, эвольвентные, треугольные.
Шлицевые соединения с прямобочным профилем
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
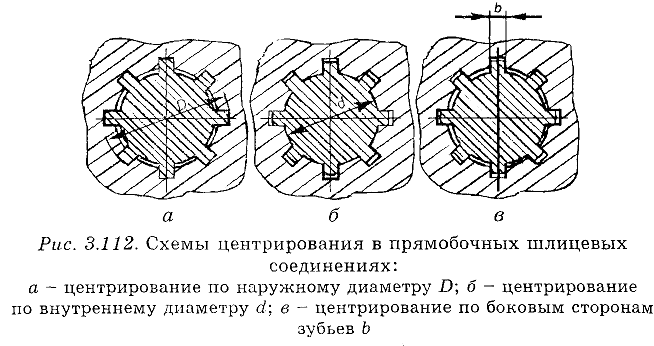
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D , внутреннему d диаметрам или боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование.
Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный.

Центрирование по наружному диаметру D (рис. 2,а) . В этом случае точность обработки сопрягаемых поверхностей обеспечивают: в отверстии — протягиванием, на валу – шлифованием. По диаметру D обеспечивают сопряжение по одной из переходных посадок.
По внутреннему диаметру d между деталями существует зазор.
При передаче вращающего момента на рабочих боковых сторонах действуют напряжения смятия σсм .
Читайте также: Как отрегулировать редуктор заднего моста газ 3307
В соответствии с технологией обработки центрирующей поверхности в отверстии (протягивание) центрирование по наружному диаметру может быть применено при невысокой твердости ступицы (≤ 350 НВ) .
Центрирование по внутреннему диаметру d (рис. 2,б) .
Применяют при высокой твердости ступицы ( ≤ 45 HRC) , например, после ее закалки, когда затруднена калибровка ступицы протяжкой или дорном.
Точность обработки сопрягаемых поверхностей обеспечивают: в отверстии — шлифованием на внутришлифовальном станке, на валу — шлифованием впадины профилированными кругами, в соответствии с чем предусматривают канавки для выхода шлифовального круга.
По центрирующему диаметру d обеспечивают сопряжение по переходной посадке. Размер h площадки контакта определяют так же, как и при центрировании по наружному диаметру.
Центрирование по D или d применяют в соединениях, требующих высокой соосности вала и ступицы (при установке на валы зубчатых или червячных колес в коробках передач автомобилей, в станках, редукторах; а также при установке шкивов, звездочек, полумуфт на входных и выходных концах валов) .
Центрирование по боковым поверхностям b (рис. 2,в) . В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
Шлицевые соединения с эвольвентным профилем
Соединения с эвольвентным профилем (рис. 1,б) применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес) .
Эвольвентный профиль отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D .
По сравнению с прямобочным, соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большего количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Шлицевые соединения с эвольвентным профилем шлицев считаются наиболее перспективными.
Применяют центрирование по боковым поверхностям S зубьев, реже — по наружному диаметру D .
Шлицевые соединения с треугольным профилем
Соединения с треугольным профилем (рис. 1,в) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов–зубьев ( z = 20. 70; т = 0,2. 1,5мм) . Угол β профиля зуба ступицы составляет 30°, 36° или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях торсионных валов, стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля) .
Соединения с треугольным профилем применяют также при необходимости малых относительных регулировочных поворотов деталей. Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением σв > 500МПа .
Материалы и допускаемые напряжения смятия
Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением σв > 500 Н/мм 2 (МПа).
В Таблице 1 приведены значения [σ]см , принятые с учетом опыта эксплуатации при длительном сроке службы. Большие значения [σ]см принимают при легких режимах работы, когда соединение большую часть времени нагружено моментами, значительно меньшими максимально длительно действующего вращающего момента.
Таблица 1 . Допускаемые напряжения смятия при средних условиях эксплуатации
Видео:Какой редуктор лучше?Скачать

Шлицевые соединения
Шлицевые соединения — вид соединений валов со втулками по сопрягаемым поверхностям сложного профиля с выступами (шлицами) и впадинами. Они предназначены для передачи крутящего момента, обеспечивают хорошее центрирование втулки на валу, легкое относительное перемещение деталей вдоль оси. Технологически эти соединения сложнее шпоночных, но благодаря большому числу шлиц позволяют передавать значительные вращающие моменты и обеспечивают меньшую концентрацию напряжений.
В зависимости от формы профиля зубьев (шлиц) различают прямобочные, эвольвентные и треугольные шлицевые соединения. Треугольные шлицевые соединения с мелкими шлицами обычно применяют для неподвижных соединений. На межгосударственном уровне стандартизованы элементы и соединения с прямобочной формой профиля зубьев (ГОСТ 1139-80 «Соединения шлицевые прямобочные. Размеры и допуски») и эвольвентной (ГОСТ 6033-80 «Соединения шлицевые эвольвентные с углом профиля 30°. Размеры, допуски и измеряемые величины»).
Наиболее широко распространены прямобочные шлицевые соединения с четным числом шлиц, которые применяют для подвижных, а также и для неподвижных соединений. Размеры и число зубьев  шлицевых соединений с прямобочным профилем по ГОСТ 1139-80 зависят от серии (легкая няя, тяжелая). При одном и том же внутреннем диаметры тяжелые серии отличаются увеличением высоты диаметра
шлицевых соединений с прямобочным профилем по ГОСТ 1139-80 зависят от серии (легкая няя, тяжелая). При одном и том же внутреннем диаметры тяжелые серии отличаются увеличением высоты диаметра  . Тяжелая серия имеет большее число шлиц по сравнению со средней.
. Тяжелая серия имеет большее число шлиц по сравнению со средней.
Читайте также: Соренто масло редуктор объем
В прямобочных и эвольвеитных шлицевых соединениях сопряжения (посадки) могут осуществляться по трем поверхностям (по наружной цилиндрической поверхности , внутренней цилиндрической поверхности  и по боковым поверхностям впадин втулки и шлиц вала
и по боковым поверхностям впадин втулки и шлиц вала  ). Сложности сопряжения по трем поверхностям одновременно (неоправданно высокие требования к точности всех элементов по размерам, форме и расположению) привели к определенным особенностям решения задач:
). Сложности сопряжения по трем поверхностям одновременно (неоправданно высокие требования к точности всех элементов по размерам, форме и расположению) привели к определенным особенностям решения задач:
- для любого шлицевого соединения введены понятия центрирующей поверхности и нецентрирующих поверхностей;
- в шлицевом соединении осуществляются как минимум два сопряжения — по центрирующей поверхности и по одной из нецентрирующих поверхностей;
- по нецентрирующим поверхностям сопряжения назначают посадки с большими гарантированными зазорами и грубыми полями допусков, либо даже предусматривают зазор по номинальным размерам (без образования посадки).
Сопряжения по боковым поверхностям шлиц (по размерам ) осуществляются в любом шлицевом соединении (прямобочном, эвольвентном, треугольном) вне зависимости от выбора центрирующего элемента.
Принципиально возможны три метода центрирования в любом шлицевом соединении втулки и вала (по наружной цилиндрической поверхности , внутренней цилиндрической поверхности и по боковым поверхностям шлиц ). Схематическое изображение методов центрирования в шлицевом соединении представлено на рис. 3.112.
На схемах центрирования по наружному диаметру (рис. 3.112, а), по внутреннему диаметру (рис. 3.112, б), по боковым сторонам зубьев (рис. 3.110, в) условно показаны зазоры по нецентрирующим диаметрам.
Выбор метода центрирования определяется эксплуатационными требованиями и технологией получения шлицевых поверхностей. Для получения шлиц на валу заготовку в виде гладкого вала обычно обрабатывают специальным инструментом (фасонная фреза, шлифовальный круг). Инструмент имеет профиль, соответствующий форме впадины, причем полный профиль получают за один или несколько проходов.
Шлицевое отверстие в серийном и массовом производстве получают протягиванием (обработка протяжкой — специальным многолезвийным режущим инструментом, образующим полный профиль шлицевого отверстия за один проход инструмента). Протягивание может быть окончательной операцией или после него осуществляют дополнительную обработку детали. Если после протягивания деталь закаливают, дополнительная обработка центрирующего элемента становится необходимой, поскольку термообработка сложной детали приводит к короблению поверхности и искажению геометрических параметров (деталь «ведет»).
Центрирование по наружному и внутреннему диаметрам соответствующих цилиндрических поверхностей ( и ) применяют для обеспечения сравнительно высоких требований к соосности втулки и вала. Центрирование по боковым поверхностям зубьев применяют при менее высоких требованиях к соосности и необходимости снизить динамические нагрузки на шлицы. Динамические ударные нагрузки в шлицевых соединениях возникают из-за зазоров между боковыми сторонами шлиц и шлицевых впадин при работе изделия в реверсивном и старт-стопном режимах.
Точность центрирования втулки и вала по наружному и внутреннему диаметрам ( и ) практически одинакова, и выбор центрирующего элемента в таких случаях определяете требованиями к конструкции и возможностями технологического оборудования.
Центрирование по применяют в соединениях, передающих небольшой крутящий момент, когда допускается сравнительно невысокая твердость втулки — (40…45)  . Такой метод центрирования применяют для неподвижных соединений или соединений со сравнительно редкими взаимными осевыми перемещениями деталей, в которых практически отсутствует износ поверхностей. Втулку (обычно после нормализации) окончательно обрабатывают чистовой протяжкой.
. Такой метод центрирования применяют для неподвижных соединений или соединений со сравнительно редкими взаимными осевыми перемещениями деталей, в которых практически отсутствует износ поверхностей. Втулку (обычно после нормализации) окончательно обрабатывают чистовой протяжкой.
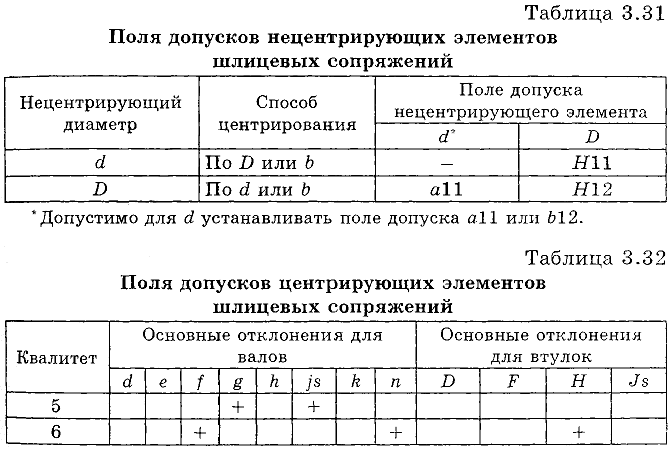
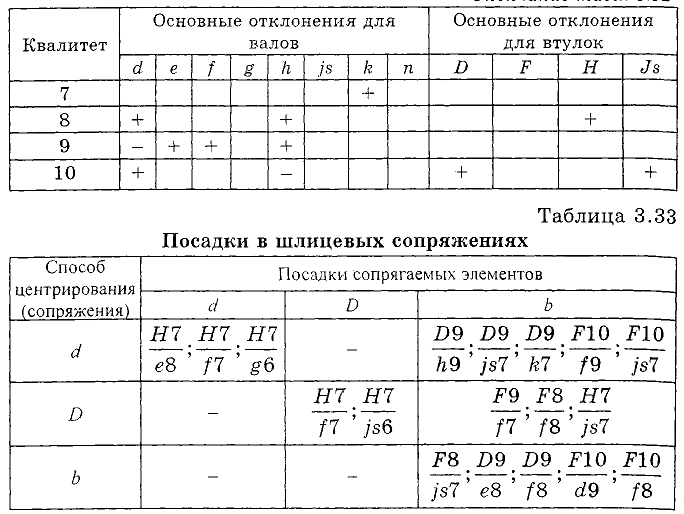
Центрирование по применяется для подвижных шлицевых соединений передающих большие крутящие моменты. В таких соединениях втулка должна быть достаточно твердой, а поскольку закаленную поверхность нельзя обработать чистовой протяжкой, окончательной технологической операцией обработки шлицевого отверстия является шлифование по внутреннему диаметру. Поля допусков диаметров и и размера шлицевых вала и втулки, а также рекомендуемые посадки для прямобочных шлицевых соединений при различных способах центрирования регламентируются ГОСТ 1139-80 и приведены в табл. 3.31-3.33.
Условные обозначения на чертежах
Условное обозначение шлицевого соединения содержит:
- букву, означающую поверхность центрирования;
- число шлиц и номинальные размеры
 , и соединения;
, и соединения; - обозначения посадок, помещенные после соответствующих размеров.
Поля допусков нецентрирующих диаметров допускается в обозначении не указывать.
Примеры условных обозначений разных сопряжений для шлицевого прямобочного соединения с числом зубьев  , внутренним диаметром
, внутренним диаметром  , наружным диаметром
, наружным диаметром  , шириной зуба
, шириной зуба  представлены ниже.
представлены ниже.
Обозначение сопряжения при центрировании по внутреннему диаметру  , с посадкой по центрирующему диаметру
, с посадкой по центрирующему диаметру  и по ширине зуба
и по ширине зуба  :
:

Обозначение при центрировании по наружному диаметру  , с посадкой по центрирующему диаметру
, с посадкой по центрирующему диаметру  и по ширине зуба
и по ширине зуба  :
:


Обозначение при центрировании по боковым сторонам зубьев:

Условные обозначения отдельных шлицевых поверхностей (внутренней и наружной) отличаются тем, что вместо посадок записывают обозначения полей допусков соответствующих размеров. Пример условного обозначения втулки при центрировании по внутреннему диаметру:
Читайте также: Как заливать масло в редуктор газель

Пример условного обозначения вала при центрировании по внутреннему диаметру:

Параметры эвольвентных шлицевых соединений, включая число шлиц (зубьев), значения модулей, поля допусков и посадки определены ГОСТ 6033-80. Преимуществами эвольвент-яого профиля шлиц перед прямобочным являются возможность обеспечить несколько лучшее центрирование по боковым поверхностям зубьев, а также меньшие габариты при передаче одинаковых моментов. Эвольвентный шлиц имеет повышенную прочность на изгиб, поскольку утолщается к основанию.
В эвольвентных шлицевых соединениях центрирование по боковым поверхностям зубьев применяют чаще, чем по наружному диаметру. Допускается и центрирование по внутреннему диаметру (при этом профиль следует выполнять с плоской или закругленной формой дна впадины), но такое центрирование практически не применяется.
Поскольку эвольвентные шлицы и впадины имеют переменную ширину, для них в отличие от прямобочных шлицевых поверхностей разработаны специальные допуски (с разными степенями точности) и оригинальные обозначения (сначала степень точности, затем — основное отклонение).
На толщину шлиц вала и ширину впадин втулки установлены два вида допусков — допуск на размер (  — на толщину шлиц вала и
— на толщину шлиц вала и  — на ширину впадин втулки) и
— на ширину впадин втулки) и  — суммарный допуск, включающий допуски на собственно размер элемента и допуски на отклонения формы и расположения элементов v профиля шлиц и впадин.
— суммарный допуск, включающий допуски на собственно размер элемента и допуски на отклонения формы и расположения элементов v профиля шлиц и впадин.
Для ширины впадин втулки нормировано одно основное отклонение  и степени точности 7, 9 и 11. На толщину шлиц вала установлены десять основных отклонений
и степени точности 7, 9 и 11. На толщину шлиц вала установлены десять основных отклонений 
 и степени точности от 7 до 11.
и степени точности от 7 до 11.
Обозначения эвольвентных шлицевых соединений включают значения номинального диаметра  , модуля
, модуля  , обозначение посадки, помещаемое после обозначений размеров или модуля, и номер стандарта.
, обозначение посадки, помещаемое после обозначений размеров или модуля, и номер стандарта.
Пример обозначения эвольвентного шлицевого соединения с центрированием по боковым поверхностям зубьев:

( , модуль
, модуль  , посадка по боковым сторонам шлиц
, посадка по боковым сторонам шлиц  ).
).
Пример обозначения эвольвентного шлицевого соединения с диаметром , , с центрированием по и посадкой по центрирующему диаметру  :
:

Пример обозначения эвольвентного шлицевого соединения с диаметром  , при центрировании по внутреннему диаметру
, при центрировании по внутреннему диаметру  с посадкой по центрирующему диаметру
с посадкой по центрирующему диаметру  :
:

Кроме норм точности размеров к шлицевым поверхностям деталей предъявляют дополнительные требования по точности формы и расположения поверхностей, а также определенные требования к их микрогеометрии.
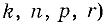
При назначении допусков формы и расположения элементов шлицевых соединений можно руководствоваться следующими рекомендациями (рис. 3.113).
Для прямобочных шлицевых соединений:
- допуски параллельности плоскости симметрии шлицев вала (или пазов шлицевой втулки) относительно оси центрирующей поверхности на длине 100 мм не должны превышать 0,03 мм — в соединениях повышенной точности (с допусками размеров от до ) и 0,05 мм — в соединениях нормальной точности (с допусками размеров от до ). При центрировании по боковым сторонам шлиц выбирают дополнительную базу — ось одной из нецентрирующих поверхностей шлицевого вала (обычно с более жестким допуском);
- допуски радиального биения центрирующих поверхностей шлицевого вала (база — общая ось посадочных поверхностей подшипниковых шеек вала) следует назначать по седьмой степени точности ГОСТ 24643 при допусках центрирующих поверхностей 6…В квалитетов и по восьмой степени точности при допусках центрирующих поверхностей 9…10 квалитетов.
 от
от  до
до  ) и 0,05 мм — в соединениях нормальной точности (с допусками размеров
) и 0,05 мм — в соединениях нормальной точности (с допусками размеров  до
до  ). При центрировании по боковым сторонам шлиц выбирают дополнительную базу — ось одной из нецентрирующих поверхностей шлицевого вала (обычно с более жестким допуском);
). При центрировании по боковым сторонам шлиц выбирают дополнительную базу — ось одной из нецентрирующих поверхностей шлицевого вала (обычно с более жестким допуском);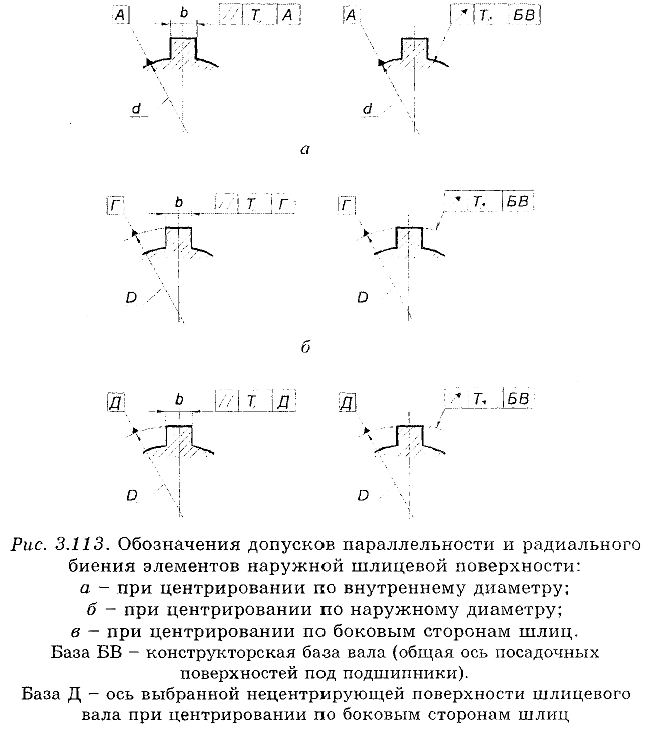
Для эвольвентных шлицевых соединений предельные значения радиального биения  и допуска направления зуба
и допуска направления зуба  следует принимать по ГОСТ 6033.
следует принимать по ГОСТ 6033.

Параметры шероховатости поверхностей элементов прямо-бочных и эвольвентных шлицевых соединений должны быть согласованы с самыми жесткими допусками макрогеометрии. Значения параметра не должны превышать 1,25 мкм для центрирующих поверхностей, 2,5 мкм для нецентрирующих боковых поверхностей шлиц подвижных соединений, а для неподвижных соединений — 4,0 мкм для нецентрирующих боковых поверхностей шлиц и 10 мкм для нецентрирующих цилиндрических поверхностей шлиц.
Контроль элементов шлицевых соединений
Для контроля шлицевых деталей применяют калибры. В соответствии с принципом Тейлора применяют комплексные проходные калибры, которые представляют собой прототип сопрягаемой детали (шлицевой вал или втулку с длиной, соответствующей длине шлицевого сопряжения) и комплект непроходных калибров для поэлементного контроля (рис. 3.114).
Проходные калибры осуществляют комплексный контроль всех размеров, формы и расположения поверхностей шлицевого вала или втулки. Комплексный калибр должен проходить под действием собственного веса на всей длине контролируемой поверхности.
Каждый из непроходных калибров проверяет только собственно размер соответствующего элемента. Непроходными калибрами каждый из элементов детали проверяют в ряде сечений, причем прохождение в любом из контролируемых сечений дает основание признать деталь бракованной.
Допуски калибров для контроля шлицевых деталей регламентированы ГОСТ 7951-80 (для прямобочных) и ГОСТ 24969-81 (для эвольвентных шлицевых деталей).
Эта лекция взята со страницы лекций по нормированию точности:
🎥 Видео
Киа Соренто полный привод. Восстановление шлицев углового редуктораСкачать

👨🌾СРЕЗАЛО ШЛИЦЫ МОТОКОСЫ/ ТРИММЕРА☀️Скачать

Восстановление шлицов углового редуктора KiaСкачать

Как подобрать нижний редуктор мотокосыСкачать

Ремонт ВЕРХНЕГО РЕДУКТОРА / ремонт конуса металлический звон, лязг, нет вращенияСкачать

Как разобрать редуктор китайского триммераСкачать

ЛЮФТ В РЕДУКТОРЕ ЗАДНЕГО МОСТА.Скачать

Как достать шлицы оборванной полуоси заднего редуктора Нивы и классики Ваз без снятия редуктораСкачать

редуктор и полуоси. проблемы и решения.Скачать

Срасение редуктора от квадроцикла Ноnda. сорвало шлицы приводов.Скачать

Увеличенный люфт редуктора. Как замерить люфт редуктора.Скачать

Киа Соренто полный привод. Обслуживание шлицев углового редуктора.Скачать

Проверка сальника редуктора Tarpon 9.9 (15) смазка шлицов снимаю винтСкачать

Как определить передаточное число моста без разборки #ЕвгенийПермяков_КСКСкачать

Как узнать передаточное соотношение главной пары в мостах ВАЗ или Нива?Скачать
