Система допусков подразделяется на систему отверстия и систему вала.
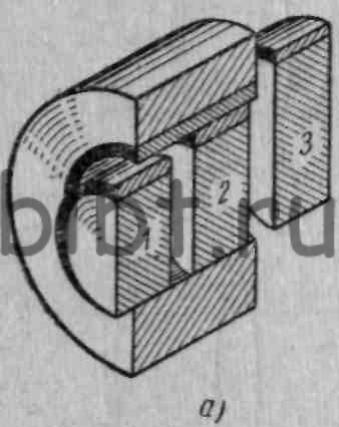
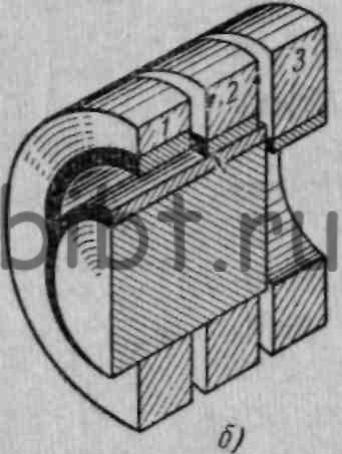
Рис. 95. Посадки в системе отверстий (а) и в системе вала (б):
1 — ходовая; 2 — скольжения; 3 — прессовая
— это совокупность посадок, в которых при одном классе точности и одном номинальном размере предельные размеры отверстия остаются постоянными, а различные посадки достигаются путем изменения предельных отклонений валов (рис. 95, а). Во всех стандартных посадках системы отверстия нижнее отклонение отверстия равно нулю. Такое отверстие называется основным.
— это совокупность посадок, в которых предельные отклонения вала одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем изменения предельных отношений отверстия (рис. 95, б). Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. Такой вал называется основным.
Поля допусков основных отверстий обозначаются буквой А, а основных валов — буквой В с числовым индексом класса точности (для 2-го класса точности индекс 2 не указывается): А 1 , А, А 2а ,А 3а , А 4 и А 5 , В 1 В 2 , В 2а , В 3 , В 3а, В 4 , В 5 . Общесоюзными стандартами установлены допуски и посадки гладких соединений.
Допускается пользоваться не только посадками, установленными стандартом, но и комбинациями стандартизованных полей допусков отверстий и валов одного или разных классов точности.
Для предпочтительного применения при номинальных размерах 1 + 500 мм установлены два ряда полей допусков отверстий и валов. В первую очередь должны применяться поля допусков 1-го ряда, затем поля допусков 2-го ряда. Только в особых случаях, при необходимости, могут применяться остальные поля допусков.
К первому ряду 2-го класса точности относятся поля допусков посадок Н, С, Х, а ко второму ряду — Пр, Г, П, Д и Л. Путем длительных наблюдений установлена зависимость изменения допуска от размеров обрабатываемых поверхностей. Эта зависимость выражается в виде кубической параболы . Сравнение допусков при разных размерах поверхности и одинаковой точности производят, используя единицу допуска. Число этих единиц, заключенных в величине допуска на обработку поверхности, характеризует степень точности обработки. Для каждого класса точности предусмотрено определенное число единиц допуска. Величина допуска равна ai, где а — число единиц допуска, i — величина единицы допуска.
По ГОСТу единица допуска i в мк выражается следующими зависимостями:
для отверстия диаметром 0,1—1 мм
для отверстий диаметром 1—500 мм
для отверстий диаметром 500—10 000 мм
где d c.a есть среднее арифметическое значение интервалов диаметров в мм. На чертежах отклонения указывают одним из двух способов:
1) указывается размер и буквенное обозначение посадки, например, при скользящей посадке 2-го класса точности для отверстия системы вала диаметром 30 мм посадка обозначается 30С, для ходовой посадки 3-го класса — 30Х 3 ; размер основного вала обозначается 30В для первого случая и 30В 3 — для второго; при системе отверстия основное отверстие будет обозначено 30А и 30А 3 , а на размерах вала соответственно будут указаны посадки;
2) указывается размер и численные значения допустимых отклонений в миллиметрах, например, для отверстия диаметром 30 мм в системе вала при скользящей посадке 2-го класса точности пишется Ø30 +0,027 ; для ходовой посадки 3-го класса точности пишется 30 +0,05 ; размер основного вала будет обозначен Ø 50 -0,017 .
При системе отверстия размер основного отверстия 2-го класса будет Ø 30 +0,027 , а для третьего класса Ø 30 +0,05 . Для скользящей посадки 2-го класса точности в системе отверстия размер вала будет Ø 30 -0,017 , а для ходовой посадки 3-го класса Ø 30 -0,05 .
Во всех случаях численные значения верхних отклонений указывают выше стрелки размера, а нижнее отклонение — ниже нее. Отклонения, равные нулю, на чертеже не указывают.
В машиностроении применяется в основном система отверстия, так как при этом необходимо меньше режущих инструментов с различными размерами, например, для всех посадок одного и того же класса точности при определенном номинальном размере потребуются развертки одного диаметра. При системе вала для обработки различных отверстий требуются развертки или протяжки разных диаметров в соответствии с разными размерами отверстий для различных посадок. Обработка валов обычно производится инструментами (резцами, шлифовальными кругами и т. д.), размеры которых не связаны с характером посадок.
Развертки, протяжки и другие калибрующие инструменты (размеры которых по диаметру определяют размеры обработанных ими поверхностей) относительно дороги. Таким образом, предпочитают систему отверстия из экономических соображений.
Однако в некоторых случаях оказывается более целесообразным применять систему вала. Это главным образом относится к тем случаям, когда на одном валу должно быть помещено несколько деталей с разными посадками. В этом случае при системе отверстия вал нужно было бы делать ступенчатым, а это не всегда позволит осуществить сборку.
Видео:Допуски и посадки для чайников и начинающих специалистовСкачать

Большая Энциклопедия Нефти и Газа
Видео:Выбираем допуски и посадки ➤ Система вала и отверстияСкачать

Применение — система — вал
Применение системы вала разрешается только при условии технико-экономического обоснования. [1]
Читайте также: Вес коленчатого вала ямз 238
Однако в некоторых случаях применение системы вала является экономически вполне оправданным. Если один вал сопрягается с несколькими деталями, причем нужно получить различные посадки, то работа по системе отверстия потребует усложнения конструкции. На рис. 119 а показано соединение шатуна / с поршнем 2 с помощью поршневого пальца 3 в системе вала, а на рис. 119 6 — в системе отверстия. [2]
Однако в некоторых случаях применение системы вала является экономически вполне оправданным. Если один вал сопрягается с несколькими деталями, причем нужно получить различные посадки, то работа по системе отверстия потребует усложнения конструкции. На рис. 129, а показано соединение шатуна 1 с поршнем 2 с помощью поршневого пальца 3 в системе вала, а на рис. 129 6 — в системе отверстия. Так как соединение пальца 3 и втулки 4 шатуна 3 необходимо выполнить по подвижной посадке, а сопряжение пальца 3 и поршня 2 — по неподвижной, то при использовании системы вала палец имеет один размер по всей длине, а необходимая посадка обеспечивается изменением диаметра сопрягаемого отверстия. При работе по системе отверстия поршней палец 3 приходится выполнять ступенчатым. [3]
Однако это не исключает применение системы вала . [4]
Расположение центрирующего пояска в отверстии требует применения системы вала . [5]
Однако в некоторых случаях конструктивные соображения диктуют применение системы вала . [6]
Когда имеется возможность использовать светлотянутый калиброванный вал, применение системы вала освободит от необходимости обработки его посадочных мест и ожидаемая экономия на обработке вала может дать большой эффект, вследствие чего преимущества будут на стороне системы вала. [7]
Различные посадки деталей на гладких валах, осях и пальцах осуществляют применение системы вала и комбинированием системы отверстия и вала. [8]
Различные посадки деталей на гладких валах, осях и пальцах осуществляют применением системы вала и комбинированием системы отверстия и вала. [9]
Расположение центрирующего пояска в отверстии ( рис. 339, е) требует применения системы вала . [11]
В любом шпоночном соединении имеется две разные посадки: посадка шпонки в паз вала и посадка ее в паз втулки, что предопределяет применение системы вала . [13]
Основанием системы допусков в этом случае целесообразно принять систему отверстия, распространенную в машиностроении. Применение системы вала может иметь второстепенное значение. [14]
Система вала применяется в тех случаях, когда на гладкий вал постоянного диаметра насаживается несколько деталей с различными видами посадок. Применение системы вала целесообразно при изготовлении осей или валов из калиброванного материала. В случае использования подшипников качения их монтаж осуществляется с применением одновременно обеих систем: системы отверстия — для отверстия подшипников и системы вала — для их наружной поверхности. [15]
Видео:Что такое система отверстия и система вала?Скачать

Система вала Система отверстия.
Посадки во всех системах образуются сочетанием полей допусков. отверстия и вала.
Стандартами установлены две равноправные системы образования посадок: система отверстия и система вала. Посадки в системе отверстия — посадки, в которых различные зазоры и натяги получают сочетанием различных полей допусков валов с одним (основным) полем допуска отверстия.
Посадки в системе вала — посадки, в которых различные зазоры и натяги получают сочетанием различных полей допусков отверстий с одним (основным) полем допуска вала.
Обозначают посадки записью полей допусков отверстия и вала, обычно в виде дроби. При этом поле допуска отверстия всегда указывается в числителе дроби, а поле допуска вала — в знаменателе. Кстати сказать, это правило распространяется на обозначения и других видов сопряжений (резьбовых, шпоночных, шлицевых и т.д.), а не только гладких, которые мы сейчас рассматриваем.
В машиностроении применяется в основном система отверстия, так как при этом необходимо меньше режущих инструментов с различными размерами, например, для всех посадок одного и того же класса точности при определенном номинальном размере потребуются развертки одного диаметра. При системе вала для обработки различных отверстий требуются развертки или протяжки разных диаметров в соответствии с разными размерами отверстий для различных посадок. Обработка валов обычно производится инструментами (резцами, шлифовальными кругами и т. д.), размеры которых не связаны с характером посадок.
Развертки, протяжки и другие калибрующие инструменты (размеры которых по диаметру определяют размеры обработанных ими поверхностей) относительно дороги. Таким образом, предпочитают систему отверстия из экономических соображений т.к. изготовление отверстия обходится дороже, чем изготовление вала той же точности. Поэтому из экономических соображений выгоднее использовать систему отверстия, а не систему вала. Но иногда оказывается необходимым применение системы вала.
Однако в некоторых случаях оказывается более целесообразным применять систему вала. Это главным образом относится к тем случаям, когда на одном валу должно быть помещено несколько деталей с разными посадками. В этом случае при системе отверстия вал нужно было бы делать ступенчатым, а это не всегда позволит осуществить сборку.
Сопоставление системы отверстия и системы вала. Области применения этих систем.Каждой из этих систем свойственны достоинства и недостатки, определяющие области их применения.
Читайте также: Замена карданного вала мл 320
Существенным преимуществом системы отверстия в сравнении с системой вала является то, что обработка валов одного номинального размера, но с разными предельными диаметрами может быть выполнена одним режущим инструментом (резцом или шлифовальным кругом), в то время как в тех же условиях для обработки точных отверстий требуется столько режущих инструментов (если обработка ведется одномерным инструментом, например разверткой), сколько имеется отверстий. Таким образом, для обработки отверстий и валов при наличии 12 посадок в системе отверстия для каждого номинального диаметра необходимо иметь одну развертку и резец или шлифовальный круг, а для обработки тех же деталей в системе вала требуется резец или шлифовальный круг и 12 разверток.
Система отверстия имеет и другие преимущества по сравнению с системой вала, но тем не менее последняя все же применяется в ряде областей машиностроения, хотя значительно реже, чем система отверстия.
Например, система вала применяется при изготовлении некоторых текстильных машин. Одной из основных деталей текстильных машин является обычно длинный гладкий вал одного номинального размера по всей длине, на который насаживаются с разными посадками различные шкивы, муфты, шестерни и т. д. При применении системы отверстия эти валы должны быть ступенчатыми, что усложняет их изготовление.
Еще раз подчеркнем, что изготовление отверстия обходится дороже, чем изготовление вала той же точности. Поэтому из экономических соображений выгоднее использовать систему отверстия, а не систему вала. Но иногда оказывается необходимым применение системы вала.
. Конструкторская документация (кд) — документ, предоставляемыйизготовляемому изделию, который определяет состав и устройство изделия,содержит необходимые данные для его изготовления, контроля, приемки,эксплуатации.Существуют стандарты на изделия: Чертеж общего вида — документ, изображающий конструкцию изделия,поясняющий принцип работы. (общий вид судна, автомобиля). Сборочный чертеж — документ, изображающий отдельные сборочныеединицы этого изделия и данные, необходимые для сборки. К ним прилагаютсяспецификации — список составных частей изделия. Чертеж детали (деталировка) – документ, содержащий графическоеизображение детали для изготовления. Технические условия (ту) – текстовый документ, содержащий совокупностьтребований к качеству изделия, его контролю и приемке.
Точность детали – степень соответствия готовой детали требованиям чертежапо размерам, по геометрической точности, по степеням шероховатости.Нет абсолютных требований. Номинальный размер – заданный размер на чертеже конструктором.В машиностроении существуют стандартные размеры:4,0; 6,3; 10; 16; 25; 40; 50; 63; 100 и т.д. – первый основной ряд. Действительный размер – размер, установленный в процессе измерения сопределенной допускаемой прибором погрешностью.
Отклонения – разность м/у действительным и номинальным размером.
— иисправимый брак, D — номинальный размерES – верхний предел отклонения.EI – нижний.ES= Dmax-DEI= Dmin- D Допуск— интервал, в котором должны лежать размеры годной детали(действительные): IT=ES-EI, если укладывается в IT – деталь годная. Квалитет – степень точности в зависимости от номинального значения, есть19 размеров.IT01, IT0, . IT17. -международный стандарт, IT – «Допуск ISO».IT7 – допуск по 7 му квалитету.Допуск зависит от квалитета:IT5=2 мкм, IT7=35 мкм, IT10=140 мкм.Нормальная экономическая точность IT7-9, высокая точность – 5-6, низкая – 10-14. Посадка – характер соединений , которые определяют разностью размеровотверстия и вала. Ели размер отверстия больше размера вала, то разность междуними называют зазором, если наоборот, то называют натягом. Существуют три видапосадок: посадки с зазором, посадки с натягом и переходные посадки. Качество поверхности -характеризуется ее шероховатостью. Вид пов-ти подмикроскопом: Шероховатость — совокупность микро неровностей , образующих рельефповерхности на базовой длине. Базовая длина — гостированное расстояние, на кот. определяется шероховатость.Характеристики шероховатости:Ra – средне арифметическое из абсолютных значений отклонений профиля на базовой (средней) длине.Rz – сумма средних абсолютных значений высот 5-ти наибольших выступов и 5-ти наибольших впадин в пределах базовой длины.RzÚ. – обозначение шероховатости пов-ти без указания вида обработки. — обозначение шероховатости пов-ти, кот. должна быть получена уменьшен. слоя материала. — обозначение шероховатости пов-ти без удаления слоя материала.Чем больше цифра, тем ниже качество пов-ти и выше ее шероховатость. №6. Производственный и технологический процессы. Рабочее место.Производственным процессом называют совокупность всех действий людей и орудийтруда, направленных на превращение сырья, материалов и полу дубликатов визделия.Производственный процесс состоит из основных и вспомогательных процессов. Основной процесс направлен на непосредственное изготовление изделия, а вспомогательный необходим для подготовки и обслуживания основных.(текущийремонт, хранение материалов).Различают 3 этапа в машиностроении:1. Изготовление заготовок2. Изготовление деталей3. Сборка изделий Технологический процесс – часть производственного процессанепосредственно связанная с изменением физического состояния формы и размерапредметов труда.Технологический процесс представляет собой полностью описаниепоследовательного изготовления изделия, описания применяемого оборудования,материалов, инструментов, а также режимов работы и затраты времени наизготовление изделия.Для единообразного представления процессов описания в различных областях,документы оформляются в соответствии с единой системой технологическойдокументации.Технологический процесс состоит из отдельных операций. Операция — это часть тех. процесса , выполняемая непрерывно на одномрабочем месте над изготовлен. изделия.Тех. операция является основной единицей производственного планирования и учёта.На основе содержания операций определяется трудоемкость изготавливаемогоизделия, устанавливается норма времени и расценки, определяется требуемоекол-во оборудования, приспособлений, инструментов, определяется себестоимостьпродукции и производится календарное планирование производства.Операции различают основные и вспомогательные. Основные операции – непосредственно связаны с изготавливаемым изделием. Вспомогательные операции – обслуживающие основные: наладка оборудования.Каждая операция выполняется на рабочем месте. Рабочее место – часть производственной площади, закреплённое за даннойоперацией.В составе рабочего места состоит основное и вспомогательное оборудование атакже технологическая оснастка. Рабочее место – атом организациипроизводства. Технологическое оборудование основное – комплекс машин, механизированных для выполнения тех. опер: прессы, гальванические ванны. Технологическое оборудование вспомогательное – для организации основного производства. Технологическая оснастка – это тех. ср-во обеспечивающее приспособления имеющегося оборудования для выполнения конкретных операций. Технологическаяоснастка включает:· Станочные приспособления (необх. для точного и надежного креплениязаготовки в процессе обработки)· Режущие инструменты (сверла, пилы).· Вспомогательные инструменты (для крепления реж. инструментов в рабочем органе стандарта).· Измерительные инструменты (штангенциркуль).
Твердость – способность материала сопротивляться проникновению другого тела. Твердость по Бринеллю (НВ) – определяется путем вдавливания стальногошарика под нагрузкой в поверхность испытуемого материала. После снятия нагрузки остается луночка, и по размеру луночки судят о твердости. Для стали НВ=150-200- средняя твердость. Твердость по Роквеллу – в материал вдавливается алмазный конус, послевдавливания остается отпечаток. Угол конуса равен 136 0 и вдавливаютс разной силой (шкалы А, В, С, но используют шкалы А и С). По шкале С оценивают твердость закаленных материалов HRC 20-70 среднее значение 45. По шкале А оценивают твердость тонких менее прочных инструментальных материалов HRA 70-85.
Черные металлы (чугуны и стали), Сортамент, основные виды, маркиматериалов.Черными металлами является железо и его сплавы. На долю черных металловприходится 95% мировой металлопродукции.Марки: Чугун Fe+C (3-4,5%).В его состав могут входить полезные Mn & Si и плохие составляющие S & P(вместе с коксом). Чугун делят на группы: Серый чугун. (технический): СЧ32, где прочность -sв=32 кг/м 2 . Используют для изготовления рам и станин машин. Ковкий чугун. (более прочный): КЧ17-32 соответственно прочность-sв и пластичность -d. Изготовляют крупные детали, работающих при динамичнойнагрузке: маховики паровых машин.Высокопрочный жаростойкий чугун (300-400 о С): ЧС5 (Si – 5% придаетвысокую термостойкость) Сталь – деформируемый ковкий сплав Fe+C (до 2%). Различают по химическомусоставу: Углеродистые стали. (Mn 1%, Si 0.45%). 1.Углеродистая стальобыкновенного качества: Ст0 до Ст6 (7 марок), наиболее известная Ст3, по мереувеличения цифры увеличивается содержание углерода и прочность-sв. Изнее изготавливают прокат:2.Сталь углеродистая качественная: Сталь 0, 8, 10, 15, 85. Цифры указываютсодержание углерода в сотых долях процента, т.е. в 0,01%. По мере увеличенияцифры (углерода) увеличивается прочность.- Низкоугродистые стали: используют для заготовок холодной штамповки.- Среднеуглеродистая – содержание С до 0,5%, самая известная Ст45.Используют для большинства машин.- Высокоугледистые – для изготовления деталей, работающих на износ,закаливаемых до высокой прочности. Сталь легированная конструкционная : для изготовления деталей машин.Легирующие элементы: Mn Si Cr и Ni Mo W.Низколегированные ( 10%).Fe>45. Маркируются и обозначаются цифрами и буквами: 1-ые двецифры – содержание углерода в сотых долях, буквы – легирующие элементы, 2-ыецифры – содержание этих элементов: Mn-Г, Si-С, Cn-Х, Ni-Н, Mo-М, W-В. Напр.45Г, 10Г2С1, 15Г2Хф, 12Х2МН4А Строительные легированные: 09Г2, 10Г2С1, 16Г2Хф. Из них широко используют 15Х, 20Х; 20Хр-хромованадьевые; 12ХР3А — хромоникелевые (пониженное содержание S & P); 18ХТ – хромо марганцовистые изготовляют ответственные детали машин в самолетах (там где необходима высокая надежность) Высоколегированные. Кррозионостойкие 12ХН19; жаропрочные 10Х14Г14М4Т; жаростойкие (без окисления до 800 0 С) 08Х17Н15М3. №11. Цветные металлы и сплавы, характеристика основных марок Сортамент,основные виды. Алюминий – обладает низким удельным сопротивлением, хорошейтеплопроводимостью и хорошей коррозионной стойкостью (покрыт оксидной пленкой).А999 (сод. Al 99,999%), А99,А95. Используют в машиностроении, алюминийприменяют в виде сплавов: деформируемые ал. сплавы – выплавляются наоснове Al, Mn; литейные ал. славы – изготовление деталей , которые целикомотливаются Al–Si 150-200 0 , Al-Si-Cu (АЛ3, АЛ5) до 270 0 ,Al-Mg (АЛ8), Al-Mn (АМц), AL-Mg (АМг), Al-Mg-Si (АД), Al-Cu-Mn. Медь и ее сплавы. Хорошо обрабатывается давлением и резаньем,обладает высокой теплопроводностью, электропроводностью, устойчивостью ккоррозии. Латунь – сплав меди с цинком, обладающий достаточно хорошейпрочностью и коррозионной устойчивостью. Л80 (меди 80%). Применение вмашиностроении, приборостроении в химической промышленности. Бронза – сплав, легирующими элементами являются различные металлы, кромецинка. БрОФ4-0,25 4%- олова 0,25%- фосфора, остальное медь. По сравнению спредыдущим сплавом обладает большей прочностью, высокой коррозионнойстойкостью, антифрикционными свойствами. Сплав самый прочный, изготовляютастрономические зеркала. Медно-никелевые сплавы. Конструкционные: изготовление изделий измельхиора – МНЖМц30-1-1, МН19; нейзильбер МНЦ 15-20 (посуда). Электротехнические: констант МНМц40-45 обладает высокой температурнойстойкостью, изготовляют нагревательные элементы; копель МНМц43-05. Титан и его сплавы. Вошел с развитием машиностроения. «+» высокаякоррозионная стойкость, ненамагничиваемый, высокая удельная прочность, низкаятеплопроводность, низкий коэффициент линейного расширения. Бывают литейные(ВТЛ, ВТ5Л, ВТ9Л- наиб. прочный 500 0 С), деформируемые. Магний – в чистом виде Мг96, Мг95, Мг90. Подразделяют на литейные (Мл) иарматурные (Ма).Обладают последние повышенной герметичностью, используют при изготовлениисамолетов и ракет. «+»очень плотное соединение, «-»магний воспламеняется прифизической обработке.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
🎥 Видео
Допуски, посадки ,система отверстия, система вал.Скачать

Посадка подшипника на вал: самый полный обзор методов и стандартовСкачать
Допуски в системе вал-отверстиеСкачать
Допуски и посадки для чайниковСкачать
Допуски и посадки. Посадка с зазором. Посадка с натягом. Переходная посадкаСкачать
Методы выбора допусков и посадок валов и отверстийСкачать
Просто о системе допусков и посадокСкачать
Таблица допусков и посадок. Как пользоваться таблицей допусков?Скачать
Выбираем общие допуски и посадки на примере детали вал. Предельные отклонения размеровСкачать
Работа карданного вала. Work propeller shaft.Скачать
✅КАК РАССЧИТАТЬ ЗАЗОР, НАТЯГ // ДОПУСКИ И ПОСАДКИ // ОПРЕДЕЛЕНИЕ ДОПУСКОВ // min..maxСкачать
Посадки. Как выглядят сотки на деле.Скачать
Квалитеты точности что это? Как выбрать квалитеты допусковСкачать
Дейдвудное устройство. Как оно устроено и как работает. Как уплотняется гребной вал к корпусу судна.Скачать
Как выставить соосность вала, и устранить эффект мягкой лапы.Скачать
Смазка коленвала и шатунных шеек, принцип работы и особенности разных конструкцийСкачать
Грамотный контроль вала на соблюдение правила ТейлораСкачать