
У деталей, выпускаемых на станках токарной группы, помимо отклонений линейных размеров в ходе технологического процесса, появляются осевые и торцевые отклонения. Допуск полного биения, указывающий на эти погрешности, наносится на поле чертежа в виде двух наклонных стрелок связанных между собой горизонтальной линией.
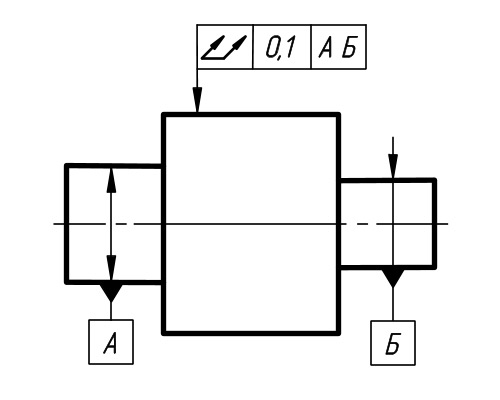
Допуск полного радиального биения относительно общей оси поверхностей
А и Б 0.1мм .
Допуск полного торцевого биения поверхности относительно оси поверхности 0.1мм .
Допуск полного биения, это поле допуска которое является разностью наибольшего и наименьшего расстояний от всех точек геометрической поверхности в пределах выбранного участка до базовой оси. Это биение представляет собой результат общего проявления отклонений от цилиндричности и соосности.
Допуск формы и расположения поверхности назначается в зависимости от значения допуска на размер выбранного элемента детали. Допуск на отклонение формы и расположения на чертёжном графическом документе, указывают лишь в тех случаях, когда они должны быть значительно меньше значений, соответствующих уровню геометрической точности.
При этом допуски формы и их расположения наносят на чертеже специальным графическим символом, согласно требованиям стандарта. Каждый такой знак обозначает определенный вид допуска, например: допуск радиального биения, допуск цилиндричности, допуск параллельности, допуск полного биения и т.д.
У деталей типа тел вращения наиболее часто встречаются радиальные и торцовые биения, которые являются суммарными отклонениями формы и расположения поверхностей данных деталей.
Радиальным биением называется разность между наибольшим и наименьшим расстоянием от точек номинального профиля поверхности вращения, до базовой оси находящейся в сечении плоскостью, перпендикулярной этой оси. Радиальное биение представляет собой результат совместно формирующегося отклонения от круглости профиля данного сечения и отклонения его центра относительно базовой оси.
Одним из технологических приёмов изготовления цилиндрических деталей является обработка в центрах, так как в торцах таких тел вращений предварительно изготавливаются центровые отверстия, это позволяет менять положение детали при обработке по операциям или переустанавливать деталь со станка на станок с минимальным допуском биения.
Типы центровых отверстий устанавливаются стандартом, в котором оговаривается их форма и размеры в зависимости от условий обработки. При установке детали на станок в эти отверстия заходят острия центров передней и задней частей станка. Для передачи вращательного движения от шпинделя к обрабатываемой детали используют поводковый патрон, и оправку, которая закрепляется на обрабатываемой заготовке. Наружные поверхности ступенчатых валов обтачивают на токарных станках и автоматах. В настоящее время для изготовления серийной продукции, широкое распространение находит использование гибких систем автоматизации производства и станков с числовым программным управлением.
Использование современных станков с ЧПУ в мелкосерийном производстве становится экономически целесообразным, так как основная часть программирования в данный момент производится на персональных компьютерах с применением CAM систем.
Применение станков с ЧПУ в целом универсально, так как эти станки позволяют осуществлять процесс изготовления в автоматическом режиме, что делает возможным многостаночное обслуживание, позволяет быстро и просто переналаживать на выпуск тех или иных изделий по заранее разработанной программе.
Измерение биений
Измерение зависимого допуска
Зависимый допуск расположения или формы это переменный допуск, минимальное значение которого указывается в чертеже или технических требованиях и которое допускается превышать на величину, соответствующую отклонению действительного размера поверхности детали от проходного предела (наибольшего предельного размера вала или наименьшего предельного размера отверстия). Для обозначения зависимого допуска после его числового значения в рамке пишут букву «М» в кружочке à.
Зависимые допуски расположения назначают главным образом в случаях, когда необходимо обеспечить собираемость деталей, сопрягающихся одновременно по нескольким поверхностям с заданными зазорами или натягами. Применение зависимых допусков формы и расположения удешевляет изготовление и упрощает приемку продукции.
Числовое значение зависимого допуска может быть связано: либо с действительными размерами рассматриваемого элемента, либо с действительными размерами базового элемента, либо с действительными размерами и базового и рассматриваемого элементов.
Читайте также: Смазка вала редуктора бензокосы
Зависимые допуски контролируют комплексными калибрами, являющимися прототипами сопрягаемых деталей в наихудшем исполнении. Эти калибры только проходные и гарантируют беспригоночную сборку изделий (см. раздел «Калибры»). Комплексные калибры достаточно сложны и дороги в изготовлении, поэтому применение зависимого допуска целесообразно только в серийном и массовом производстве.
Радиальное биение (ECR): разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси.
Торцевое биение (EGA): разность наибольшего и наименьшего расстояний от точек реального профиля сечения торцевой поверхности цилиндром заданного диаметра, соосного с базовой осью до плоскости, перпендикулярной базовой оси.
Биение в заданном направлении (ECD): разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения в сечении рассматриваемой поверхности конусом, ось которого совпадает с базовой осью, а образующая имеет заданное направление, до вершины этого конуса.
Биения измеряют измерительными головками. Вращая деталь относительно базы, находят разность максимального и минимального показания измерительной головки, это и будет величина биения.
Очевидно, что контроль биений необходимо проводить относительно тех поверхностей, с помощью которых деталь базируется в механизме.
Базовыми поверхностями у валов могут быть (табл. 12.6):
1) два центровых отверстия детали (п. 1 и 2);
2) две цилиндрические поверхности (п. 3 и 4); в этом случае биения всех остальных поверхностей должны задаваться и измеряться относительно так называемой общей оси, проходящей через середины осей двух базовых поверхностей, поэтому при измерении биений вал должен устанавливаться на две узкие призмы серединами базовых шеек;
3) одна цилиндрическая поверхность (п. 5 и 6); в этом случае биения всех остальных цилиндрических и торцевых поверхностей должны определяться при установке детали на призму этой базовой поверхностью.
При измерении радиального биения относительно общей оси (таб. 12.6 п. 3) измерительную головку необходимо располагать на краю измеряемой поверхности, где измеряемое биение максимально.
При измерении торцевых биений (таб. 12.6 п.п. 4 и 6) напротив измерительной головки необходимо размещать упор. Измеренная величина в этом случае будет удвоенным торцевым биением.
| № | Измеряемое биение | Обозначение допуска по ГОСТ 2.308-79 | Схема измерения |
| 1 | Радиальное биение от оси центров |
| № | Измеряемое биение | Обозначение допуска по ГОСТ 2.308-79 | Схема измерения |
| Торцевое иение от оси центров | |||
| Радиальное биение от общей оси | |||
| Торцевое иение от общей оси | |||
| Радиальное биение от оси базовой шейки |
| № | Измеряемое биение | Обозначение допуска по ГОСТ 2.308-79 | Схема измерения |
| Торцевое биение от оси базовой шейки |
Рис. 12.33. Схема установки для измерения биений
Специально для измерения биений выпускаются приборы (рис. 12.33) ПБ. Они представляют собой центра с набором приспособлений. Выпускается две модели ПБ-250 и ПБ-500, с высотой центров 250 и 500 мм соответственно.
Кроме центров на направляющих станины могут быть установлены различные призмы: широкая – для измерения биений относительно оси базовой шейки или две узкие – для измерения биений относительно общей оси. На рисунке обозначены: 1 – станина, 2 – подвижная бабка, 3 – подводимый упор, 4 – измерительная головка, 5 – регулируемая стойка, 6 – неподвижная бабка.
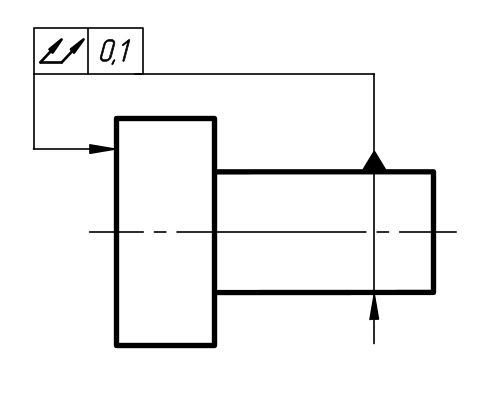
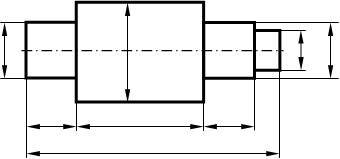
Полное радиальное биение (ECTR): разность наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси (рис. 12.34,а).
Полное торцевое биение (ECTA): разность наибольшего и наименьшего расстояний от точек всей торцовой поверхности (с номинально плоской формой) до плоскости, перпендикулярной базовой оси (рис. 12.34,б).
Рис. 12.34. Полное радиальное и торцевое биение
При задании допуска полного радиального биения, полного торцевого биения, необходимо измерять биение по всей поверхности L или D во многих местах и брать максимальное полученное значение.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Измерение радиального и торцевого биений
Согласно ГОСТ 24642-81, и радиальное, и торцевое биения относятся к суммарным отклонениям формы и расположения.
Читайте также: Фильтр воздушный для компрессора af02 1 2 pegas pneumatic 6708
Радиальным биением называется разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси. Радиальное биение является результатом совместного влияния отклонения от соосности оси рассматриваемого реального профиля (сечения) с базовой осью и некруглости этого профиля (сечения).
Торцевым биением называется разность наибольшего и наименьшего расстояний от точек реального профиля торцевой поверхности до плоскости, перпендикулярной базовой оси. Торцевое биение является результатом совместного влияния отклонения от перпендикулярности реальной торцевой поверхности относительно базовой оси и отклонений от плоскостности этой поверхности в измеряемом сечении.
Очевидно, что контроль биений необходимо проводить относительно тех баз, с помощью которых деталь базируется в механизме.
Базовыми поверхностями у валов могут быть:
1) ось центров, в этом случае измеряемый вал должен устанавливаться в два центровых отверстия детали (рис. 14.1, п. 1 и 2);
2) две цилиндрические поверхности (рис. 14.1, п. 3 и 4) – в этом случае биения всех остальных поверхностей должны задаваться и измеряться относительно так называемой общей оси, проходящей через середины осей двух базовых поверхностей, поэтому при измерении биений вал должен устанавливаться на две узкие призмы серединами базовых шеек;
3) цилиндрическая поверхность (рис. 14.1, п. 5 и 6) – в этом случае биения всех остальных цилиндрических и торцевых поверхностей должны определяться при установке детали на широкую призму этой базовой поверхностью.
В данной работе предусмотрено измерение радиального и торцевого биений на специальном приспособлении (рис. 14.2). На станине 1 установлены две бабки 2 и 6 с центрами, бабка 2 перемещается и закрепляется в нужном положении. На этой же станине укреплена стойка 5 с индикатором 4 и упором 3.
Кроме центров на направляющих станины могут быть установлены различные призмы: широкая – для измерения биений относительно оси базовой шейки и две узкие – для измерения биений относительно общей оси.
 |
 |
Рис. 14.1. Схемы измерения биений
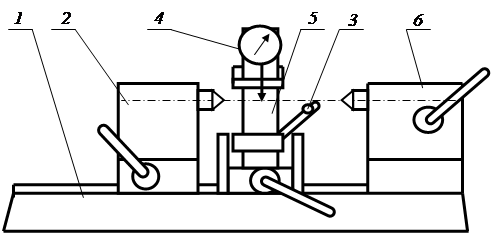 |
Рис. 14.2. Схема установки для измерения биений ПБ-500
Порядок выполнения работы
1. Радиальное биение в центрах. Определить радиальное биение одной из крайних шеек вала относительно базовой оси центровых отверстий. Для этого необходимо: установить деталь в центрах 2 и 6, закрепить бабки в нужном положении зажимами; если призма мешает установке бабок, то ее необходимо снять с направляющих.
1.1. Расположить измерительный наконечник индикатора примерно перпендикулярно оси детали над контролируемой шейкой и добиться показания около
1.2. Медленно вращая деталь в центрах, определить радиальное биение как разность наибольшего и наименьшего показаний индикатора за один или несколько оборотов детали; измерения проводить в крайних сечениях по длине шейки, выбрать наибольшее значение и результат занести в форму отчета.
2. Торцевое биение в центрах. Определить торцевое биение одного из торцов наибольшего диаметра относительно базовой оси центровых отверстий.
2.1. Установить деталь в центрах, расположить индикатор таким образом, чтобы его измерительный стержень располагался параллельно оси детали и касался измеряемого торца на возможно большем расстоянии от оси. Добиться показания индикатора примерно
2.2. Медленно вращая деталь, определить торцевое биение как разность между наибольшим и наименьшим показаниями индикатора и занести в форму отчета.
3. Радиальное биение относительно общей оси. Определить радиальное биение той же крайней шейки вала относительно общей оси базовых шеек (базовые шейки должны быть одного диаметра). Для этого необходимо.
3.1. Установить на станине прибора две узкие призмы (при необходимости раздвинуть бабки с центрами); на призмы установить базовые шейки вала так, чтобы призмы касались шеек приблизительно в средней части. Призмы закрепить.
3.2. Расположить измерительный наконечник индикатора примерно перпендикулярно оси детали над проверяемой шейкой и добиться показания около
3.3. Медленно вращая деталь на призмах, определить радиальное биение; измерение проводить в крайних сечениях по длине шейки, выбрать наибольшее и результат занести в форму отчета.
4. Торцевое биение относительно общей оси. Определить торцевое биение того же, что и ранее, торца относительно общей оси. Для этого необходимо.
4.1. Установить детали базовыми шейками на призмы.
4.2. Переместить призмы так, чтобы стойка с индикатором оказалась в районе проверяемого торца, и закрепить; переместить упор на стойке так, чтобы шарик упора касался проверяемого торца снизу, на том же расстоянии, что и индикатор от оси детали и в этом положении закрепить.
4.3. Расположить индикатор так, чтобы измерительный стержень был направлен вдоль оси детали, а измерительный наконечник касался измеряемого торца детали в диаметрально противоположной от упора точке, на возможно большем расстоянии от оси детали; добиться показания индикатора
4.4. Медленно вращая деталь на призмах и слегка прижимая ее рукой к шарику упора, определить по индикатору разность между наибольшим и наименьшим показаниями за один или несколько оборотов детали; занести в форму отчета. Следует иметь в виду, что при этой схеме измерения полученная разность показаний является удвоенной величиной торцевого биения. Поэтому за величину торцевого биения следует брать половину разности показаний.
5. Радиальное биение на призме. Определить радиальное биение той же, что и ранее, шейки относительно базовой. Для этого необходимо.
5.1. Установить широкую призму на станину и закрепить винтом; если этому мешают бабки с центрами, то их надо раздвинуть.
5.2. Измеряемую деталь установить на призму базовой поверхностью.
5.3. Расположить измерительный наконечник индикатора примерно перпендикулярно оси измеряемой поверхности детали и добиться показания индикатора
5.4. Медленно вращая деталь в призме, найти по индикатору радиальное биение, как разность между наибольшим и наименьшим показаниями за один или несколько оборотов детали (измерения проводить в крайних сечениях по длине шейки), выбрать наибольшее и результат занести в форму отчета.
6. Торцевое биение на призме. Определить торцевое биение того же, что и ранее, торца относительно базовой поверхности. С этой целью следует.
6.1. Установить деталь на призме таким образом, чтобы измеряемый торец детали упирался в сферический упор, имеющийся на стойке индикатора.
6.2. Расположить индикатор так, чтобы измерительный наконечник его был расположен параллельно оси детали и касался бы измеряемого торца в диаметрально противоположной от упора точке на том же расстоянии от оси детали, что и упор; добиться показания индикатора
6.3. Медленно вращать деталь в призме и, слегка прижимая ее рукой к упору, определить по индикатору разность между его наибольшим и наименьшим показаниями за один или несколько оборотов детали; занести в форму отчета. При этой схеме измерения полученная разность показаний индикатора является удвоенной величиной торцевого биения. Поэтому за величину торцевого биения следует брать половину разности показаний по индикатору.
7. Измерить размеры детали с той точностью, которую позволяет имеющийся измерительный прибор, и в зависимости от действительных размеров детали определить степень точности, по табл. П16 и П17 Приложения 2.
8. Оформить отчет согласно прилагаемой форме.
Форма протокола измерений
| Группа № | Ф. И. О. |
| Работа 14 | Измерение радиального и торцевого биений |
| Данные об индикаторе | Данные о детали |
 |
| N° п.п | Измеряемое биение | Схемы измерений для каждого из 6 случаев (рис. 14.1, столбец 4) | Измеренное биение, мм | Степень точности* |
П р и м е ч а н и е. Степень точности определяется по ГОСТ 24643-81