

- Лабораторная работа № 1 Исследование износа и дефектов гильз цилиндров двигателя
- Основные положения
- Дефектация блока цилиндров двигателя и гильз
- Как ремонтировать автомобиль
- Ремонт гильз цилиндров
- Оборудование и инструменты для диагностики и ремонта гильз цилиндров двигателя.
- Диагностика гильзы цилиндров двигателя заключается в правильной дефектации гильз цидиндров.
- Схема измерения диаметра отверстия гильзы цилиндра:
- Ремонт блока и гильз цилиндров двигателя
- Дефекты блоков цилиндров и их устранение
- Дефекты гильз цилиндров и их устранение
Лабораторная работа № 1 Исследование износа и дефектов гильз цилиндров двигателя
Цель работы: закрепление и развитие знаний, способов, средств и техники дефектации гильз цилиндров, приобретение практических навыков определения дефектов и их сочетаний, использование средств контроля и руководства по капитальному ремонту автомобилей, уяснение характера дефектовочных работ.
Содержание работы: подготовка исходных данных для дефектации деталей; определение технического состояния деталей; сортировка деталей по результатам контроля; назначение способа ремонта и содержания операций по подефектной технологии; оформление отчета о результатах работы.
Оборудование: гильзы блока цилиндров двигателя КамАЗ-740; стойка микрометра (ТУ 2-084-823-68); микрометр МК (ГОСТ 6507-60) с пределами измерения 100–125 мм; микрометрический нутромер НМ175 (ГОСТ 862-72) с пределами измерений 75–175 мм; штангенциркуль ШЦ-2 (ГОСТ 166-73) с пределами измерений 0–160 мм; масштабная линейка длиной 300 мм; дефектовочные карты и таблицы ремонтных размеров.
Конструктивно-технологическая характеристика детали. Гильзы цилиндров двигателя КамАЗ-740 – “мокрого” типа, легкосъемные, изготовлены из специального чугуна центробежным литьем, объемно закалены для повышения износостойкости, НRСэ=46,4–51,3. В соединении гильза – блок цилиндров водяная полость уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо под бурт в проточку гильзы, в нижней части – два кольца в расточки блока. Гильзы цилиндров двигателя КамАЗ-740 тонкостенные. Толщина их стенок 13,5 мм.
Требования к точности размеров в пределах 4-7 квалитетов, шероховатость поверхности не должна превышать , овальность и конусность внутренней поверхности цилиндра не должна превышать 0,025 мм.
Установочной базой служат фаски отверстия по поршень.
Основные положения
Гильза блока цилиндров двигателя внутреннего сгорания работает в тяжелых условиях. Зеркало гильзы изнашивается в результате трения поршневых колец и действия абразивных частиц, содержащихся в смазке и засасываемом воздухе. Попадание в цилиндр всего одного процента неочищенного воздуха увеличивает износы поршневых колец и гильз в два раза. Износ гильз усиливается действием высоких температур, давлением продуктов сгорания и коррозии, вызываемой содержащимися в них сернистыми соединениями и оксидом углерода.
Зеркало гильзы смазывается разбрызгиванием масла, стекающего с поршневого пальца и шатуна. Под действием высокой температуры происходит разжижение масляной пленки, что ухудшает условия смазки верхней части зеркала гильзы. Вследствие неравномерного давления поршня на стенки гильзы, одновременно с изнашиванием её внутреннего диаметра образуется овальность, достигающая максимального значения в плоскости, перпендикулярной оси поршневого пальца. Кроме того, овальность зеркала гильзы может увеличиваться вследствие неправильной затяжки гаек, крепящих головку блока и деформации блока из-за неравномерного нагрева цилиндров при работе двигателя.
Кроме овальности зеркало гильзы цилиндра обретает конусность в процессе изнашивания.
Дефектация блока цилиндров двигателя и гильз
Лабораторная работа № 1
ЛАБОРАТОРНЫЙ ПРАКТИКУМ
1. Изучить технические условия на дефектацию бликов и гильз цилиндров.
2. Ознакомиться с устройством измерительных приборов, оснастки и методами измерений.
3. Приобрести навыки по дефектовке блоков цилиндров и гильз.
1. Подготовить исходные данные для дефектовки деталей.
2. Определить техническое состояние деталей.
3. Произвести сортировку деталей по результатам контроля.
4. Назначить способ ремонта детали.
5. Оформить отчет о результатах работы.
Оснащение рабочего места: лупа четырехкратного увеличения; резьбовая
калибр-пробка М II-6Н; калибр-пробка НЕ 25,04 мм; индикаторный нутромер НИ 18-50 (ГОСТ 868-82); штангенциркуль ШЦ-п-250-0,05 (ГОСТ 166-89); микрометр МК 100 (ГОСТ 4381-87); индикаторный нутромер НИ 100-160 (ГОСТ 862-87); линейка 200 мм; блок цилиндров и гильзы.
Общие сведения
В двигателях ВАЗ цилиндрами служат отверстия в блоке. В двигателях УМЗ-421 и его модификациях, ЗМЗ-406, ЗМЗ-409 установлены чугунные влитые в материал блока цилиндров гильзы сухого типа, т. е. несъемные. У двигателей ЗИЛ, КамАЗ, ЯМЗ и др. цилиндрами являются сменные гильзы. Для повышения износостойкости цилиндров в верхней части в них запрессованы короткие гильзы — вставки из легированного чугуна (нирезиста). Блоки цилиндров изготавливаются из чугуна СЧ 18, СЧ 15, СЧ 24, алюминиевых сплавов АЛ-4 и АЛ-9.
Блоки цилиндров могут иметь (см. рис. 12) механические повреждения (трещины, обломы, пробоины, обломы болтов и шпилек, срыв резьбы и др.), коробление, износ посадочных отверстий под подшипники и втулки, износ рабочих поверхностей с подвижными посадками, повреждение резьбы. Блок цилиндров в значительной степени определяет надежность работы двигателя, так как поверхности блока связаны между собой высокими требованиями по точности взаимного расположения.
Точность обработки блоков характеризуют следующие данные:
— точность отверстий под вкладыши коренных подшипников коленчатого вала и под шейки распределительного вала по 7-му квалитету;
— конусность и овальность этих отверстий по всей длине блока допускается в пределах 50-70 % поля допуска на отверстие;
— отклонение от перпендикулярности осей цилиндров к оси коленчатого вала не более 0,03 — 0,07 мм на всю длину блока;
— отклонение от параллельности осей отверстий под коленчатый и распределительный валы не более 0,08-0,15 мм на всю длину блока;
— неплоскостность верхней и нижней плоскостей не более 0,02 — 0,08 мм на длине 100 мм, переднего и заднего торцев не более 0,08 — 0,12 мм на всю

7
Рис. 12. Основные дефекты блока цилиндров на примере двигателя
1 — пробоины на стенках рубашки охлаждения или картера; 2 — износ торцов первого коренного подшипника; 3 — трещины и отколы; 4 — износ нижнего посадочного отверстия под гильзу; 5 — износ верхнего посадочного отверстия под гильзу; 6 — износ отверстий под толкатели; 7 — износ отверстий во втулках под опорные шейки распределительного вала;
Читайте также: Как снять цилиндр офисного кресла
8 — износ гнезд вкладышей коренных подшипников и их несоосность; 9 — износ отверстий под втулки распределительного вала
Появление указанных ранее дефектов, а также деформация и износ рабочих поверхностей вызывают следующие отказы, повреждения и нарушения:
— течь воды через наружные стенки блока и попадание воды в поддон картера;
— течь масла через крайние коренные подшипники и через соединение поддон и картера блока;
-схватывание рабочих поверхностей поршня и гильзы;
-повышенный износ деталей цилиндропоршневой группы;
-кавитационное разрушение гильз;
— падение мощности двигателя и неравномерность его работы, повышенный износ и схватывание рабочих поверхностей коренных подшипников, выкрашивание антифрикционного слоя вкладышей, поломка
— повышенный шум и вибрации двигателя;
-увеличение расхода топлива и масла;
-падение давления масла в двигателе и др.
Гильзы цилиндров двигателей ЯМЗ и КамАЗ-740 изготавливают из
специального чугуна (НRС 42-50 и НRС 45-50 соответственно).
— износ зеркала цилиндра, который выражается в увеличении диаметра
(Dизн. до 0,15 мм) и сопровождается искажением геометрической формы, в результате износ цилиндра по длине приобретает форму неправильного
конуса (Dкон. до 0,2 мм), а по диаметру − овала (Dнецил. до 0,12 мм);
— износ, изменение формы и взаимного расположения верхнего и
нижнего установочных поясков относительно оси цилиндра;
— сколы и трещины любого размера и расположения;
— отложения накипи на поверхности, омываемой охлаждающей жидкостью, и на поверхности посадочных поясков;
— коробление, отколы, глубокие задиры или потеря натяга нирезистовой вставки гильзы.
Износы, механические и коррозионные повреждения устраняют
обработкой детали под ремонтный размер (РР) или постановкой дополнительных ремонтных деталей (ДРД), заваркой, а также синтетическими материалами. Деформации различного характера устраняют слесарно- механической обработкой. Ремонтные размеры цилиндров устанавливаются заводом-изготовителем и под них выпускаются поршни и кольца ремонтных размеров, которые приведены в табл. 2. Гильзы цилиндров двигателей КамАЗ-740 восстанавливают только под номинальный размер, так как поршни ремонтного размера не выпускаются. Восстанавливать гильзы можно пластинированием, т. е. установкой вставок, изготовленных из стальной ленты У8А, У10А или 65Г; наплавкой внутренней поверхности порошковой проволокой ПП-АН-124-0; индукционной центробежной наплавкой порошковой шихтой; термопластическим обжатием с использованием нагрева ТВЧ и др.
| Марка двигателя | Номинальный диаметр, мм | Ремонтные размеры, мм | ||
| I | II | III | ||
| ВАЗ-2108 | 76,0+0,01 | 76,2+0,01 | 76,4+0,01 | 76,6+0,01 |
| ЗМЗ-24, ЗМЗ-53 | +0,06 92,0 | +0,06 92,5 | +0,06 93,0 | 93,5+0,06 |
| ЗИЛ-130 | 100,0+0,06 | 100,5+0,06 | 101,0+0,06 | 101,5+0,06 |
| ЯМЗ-238 | 130,0+0,06 | 130,5+0,06 | — | — |
| КамАЗ-740 | 120,0+0,03 | — | — | — |

Технические условия на расточку цилиндров двигателей.Поверхность зеркала цилиндра должна быть гладкой; допускаются заметные на глаз мелкие риски от резца. Шероховатость поверхности Ra = 1,25-1,0 мкм. Овальность и конусность расточенного цилиндра не должна превышать 0,02-0,03 мкм. После расточки цилиндры хонингуются.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Как ремонтировать автомобиль
Ремонт гильз цилиндров
Как определить техническое состояние гильз цилиндров, поступающих в капитальный ремонт?
Ремонт гильз цилиндров это комплекс работ, которые выполняются в определенной последовательности. Для полного понимания необходимости ремонта гильз цилиндров давайте рассмотрим назначение гильз цилиндров.
Для выполнения ремонта гильз цилиндров двигателя необходимо обзавестись необходимым оборудованием и инструментами, которые обеспечат точность и качество работы. Прежде чем приниматься за столько ответственную работу вы должны иметь навыки работы с микрометром, нутромером, индикаторным и штангенглубиномером, с помощью которых вам придется определить износ и искажение формы гильзы цилиндров.
Существуют различные способы восстановления гильз цилиндров, которые выбирают в зависимости от характера износа и повреждения гильзы цилиндров, если восстановить деталь не удается тогда необходимо заменить гильзу цилиндров двигателя.
Оборудование и инструменты для диагностики и ремонта гильз цилиндров двигателя.
- Нутромер гильзы цилиндров с диапазоном измерения 100-160 мм. 1-го класса точности.
- Микрометр гильзы цилиндров с диапазоном измерения 100-125 мм.
- Штангенглубиномер с пределами измерений 0-200 мм.
- Штангенциркуль с пределами измерений 0-250 мм.
- Лупа однолинзовая из стекла 6-кратного увеличения.
Диагностика гильзы цилиндров двигателя заключается в правильной дефектации гильз цидиндров.
- Необходимо провести наружный осмотр при помощи лупы. Цель наружного осмотра заключается в выявлении трещин, рисок, ржавчины, накипи, задиров гильз цилиндров двигателя. Провести анализ и составить характеристику дефектов с местом их расположения и обоснованной причиной появления.
- Определяем величину износа верхнего и нижнего посадочных поясков гильз цилиндров. Для измерения износа посадочных поясков гильз цилиндров используют микрометр, измеряя диаметры верхних и нижних поясков 4-5 гильз цилиндров. Измерения проводят в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
После проведения вышеуказанных замеров сопоставляют полученные результаты с установленными нормами и делают заключение о техническом состоянии посадочных поясков гильз цилиндров и выбирают способы ремонта гильз цилиндров двигателя .
- Определяем характер износа отверстия гильзы цилиндровизмерением диаметра отверстия индикаторным нутромером в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала) в шести плоскостях.
Для увеличения точности измерения провести несколько замеров отверстия одной гильзы.
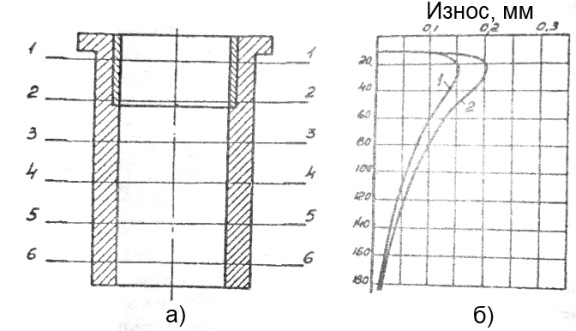
Схема измерения диаметра отверстия гильзы цилиндра:
а – плоскости измерения; б – предполагаемый характер износа.
Характер износа рабочей поверхности гильзы цилиндров обусловлен повышенным износом в зоне верхнего положения первого компрессионного кольца из-за трения в условиях недостаточности смазочного материала, высоких температур и давлений. Эта величина и определяет значение назначаемого ближайшего ремонтного размера, выполняемого при восстановлении гильз цилиндров двигателя, согласно действующим техническим условиям на ремонт.
Читайте также: Задние тормозные цилиндры газ 33081
Завершая дефектацию гильз цилиндров, произвести измерение диаметра отверстия пяти гильз цилиндров в верхней и нижней части на расстоянии 20 мм от края в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
Ремонт блока и гильз цилиндров двигателя
Дефекты блоков цилиндров и их устранение
Блок цилиндров является базовой деталью, которая служит для заданного расположения всех механизмов и деталей двигателя. У большинства дизелей блоки изготовлены из серого или специального легированного чугуна. Используют для изготовления этих деталей алюминиевый сплав AЛ-4 (двигатель 3M3-53).
Наиболее часто встречающимися дефектами блоков цилиндров являются:
- трещины и пробоины в стенках рубашки охлаждения
- износ гнезд под вкладыши коренных подшипников, нарушение соосности гнезд
- износ отверстий во втулках и отверстий под втулки распределительного вала или нарушение их соосности
- износ посадочных мест под гильзы, резьбовых отверстий и отверстий под толкатели
- коробление поверхностей
- трещины на перемычках между посадочными местами под гильзы цилиндров
- и др.
Блок выбраковывают при трещинах или обломах в гнездах под вкладыши коренных подшипников, в отверстиях под втулки распределительного вала, в масляных каналах и в местах, недоступных для их устранения, а также в случаях, когда обнаружено более двух трещин в перемычках между посадочными местами под гильзы или клапанными гнездами, более четырех трещин в рубашке охлаждения или более двух трещин, выходящих на обработанные поверхности.
Трещины и пробоины устраняют с помощью сварочных процессов, наложением заплат и закреплением их винтами или сваркой, наложением заплат с применением эпоксидных композиций. В местах, не испытывающих больших нагрузок, трещины заделывают стягивающими или уплотняющими фигурными вставками.
Изношенные резьбовые отверстия восстанавливают постановкой спиральных резьбовых вставок, нарезанием резьбы ремонтного (увеличенного) размера. Шпильки с изношенной резьбой выбраковывают: При наличии обломанных болтов и шпилек место облома зачищают заподлицо с поверхностью блока. В центре облома сверлят отверстие на всю длину обломанной части болта (шпильки). Затем забивают экстрактор соответствующего номера, на него надевают соответствующую гайку и вывинчивают обломанную часть из отверстия. При необходимости прогоняют резьбу метчиком.
Посадочные места (гнезда) под вкладыши коренных подшипников восстанавливают растачиванием под вкладыши ремонтного размера с увеличенным наружным диаметром на станке РД-14.
При отсутствии вкладышей ремонтного размера гнезда коренных подшипников восстанавливают путем фрезерования плоскостей разъема крышек коренных подшипников на 0,3-0,4 мм и последующего растачивания до номинального размера при условии сохранения допустимого расстояния от оси отверстия гнезд до верхней плоскости блока цилиндров. Перед фрезерованием плоскостей разъема комплект крышек устанавливают в специальное приспособление и фрезеруют сначала опорные поверхности под гайки. Затем переставляют крышки плоскостью разъема вверх и фрезеруют их. Паз под усик вкладыша углубляют фрезой.
Разработан технологический процесс и оборудование для восстановления изношенных гнезд коренных подшипников с диаметром более 95 мм электроконтактной приваркой стальной ленты с последующим растачиванием приваренного слоя до номинального размера.
При наличии повреждений отдельных гнезд коренных подшипников их восстанавливают газовой наплавкой латунью Л-63 с применением флюса, напаивают припоем ПМЦ-54. Перед наплавкой постели вкладыша в блоке растачивают на глубину 1,0-1,5 мм и подогревают до температуры 500-600°С. Наплавленный слой латуни легко обрабатывается, но его твердость ниже твердости чугуна. Отдельные изношенные гнезда восстанавливают эпоксидными композициями без последующей обработки. Изношенные поверхности шлифуют вручную, обезжиривают и наносят приготовленный состав слоем не менее 1 мм. Затем укладывают на все гнезда специальную скалку диаметром, равным номинальному размеру отверстий под коренные подшипники. Перед укладкой скалку смазывают минеральным маслом. Гнезда, не подлежащие восстановлению, служат для центрирования скалки. Зажимают скалку крышками и отверждают эпоксидный состав, после чего крышки и скалку снимают, а наплывы состава зачищают шабером.
При несоосности опор коренных подшипников не более 0,07 мм и отсутствии других дефектов коренные вкладыши устанавливают в опоры и растачивают по антифрикционному слою под размеры имеющихся коленчатых валов. Не допускается раскомплектовывать вкладыши после расточки.
Гнезда коренных подшипников в блоках автомобильных двигателей восстанавливают железнением в проточном электролите. Применяют специальные установки, позволяющие одновременно наращивать все гнезда подшипников.
Коробление поверхности прилегания головки цилиндров, превышающее 0,15 мм, устраняют шлифованием на плоскошлифовальном станке или вертикально-сверлильном при помощи специального приспособления. В ЦРМ хозяйств допускается устранять коробление шлифованием вручную кругом диаметром 300-450 мм в зависимости от размеров блока или пришабриванием.
Изношенные гнезда под втулки распределительного вала растачивают на горизонтально-расточных станках и запрессовывают новые втулки с последующей расточкой под номинальный или ремонтный размер шеек распределительного вала. Непараллельность оси отверстий под опоры распределительного вала с осью отверстий под вкладыши коренных подшипников коленчатого вала допускается не более 0,1 мм по всей длине.
Износ нижнего посадочного пояска под гильзу цилиндров устраняют растачиванием на пояске новой уплотнительной канавки под резиновое кольцо номинального размера. Канавку формируют выше или ниже существующей. Торцовую поверхность гнезда блока цилиндров под бурт гильзы, имеющую разницу по глубине при промерах в двух взаимно перпендикулярных плоскостях более 0,05 мм, зенкеруют или протачивают. При сборке увеличение глубины выточки компенсируют постановкой металлического кольца под торец бурта гильзы.
После устранения всех неисправностей блок подвергают контролю, так как применение сварки и других способов устранения дефектов может вызвать искажение его основных геометрических параметров. Коробление поверхности прилегания головки цилиндров контролируют с помощью поверочной линейки ШП-1- 650 и набора щупов. Соосность гнезд под коренные подшипники проверяют при помощи гладких оправок, индикаторных и других приспособлений.
Биение торцов выточек под бурт гильзы цилиндров контролируют специальным индикаторным приспособлением. Непараллельность опорной поверхности выточек относительно верхней плоскости блока не должно превышать 0,03 мм.
Читайте также: Главный цилиндр сцепления уаз патриот змз 514
Перпендикулярность осей посадочных поясков под гильзы цилиндров к оси отверстий под коренные подшипники проверяют приспособлениями 70-8704-1002, КИ-4862 и др.
После запрессовки гильз проверяют испытание блока на герметичность. Испытывают блоки на специальном гидравлическом стенде КИ-5372, создавая давление 0,4 МПа. Подтекание воды или запотевание указывает на неисправность блока.
Дефекты гильз цилиндров и их устранение
Гильзы цилиндров изготавливают из серого специального и легированного чугуна. Внутреннюю рабочую поверхность гильз закаливают токами высокой частоты на глубину 1,5 мм с последующим отпуском для получения твердости не ниже HRC 40-50. Ресурс двигателя в значительной мере определяется состоянием гильз цилиндров.
Основными дефектами гильз цилиндров являются следующие:
- износ внутренней рабочей поверхности, риски и задиры
- износ нижней опорной поверхности установочного бурта и посадочных поясков
- кавитационные разрушения наружной поверхности
Наибольший износ гильз блоков наблюдается на расстоянии 20-25 мм от верхней кромки в зоне остановки верхнего компрессионного кольца в в.м.т. Интенсивнее гильзы изнашиваются в плоскости качания шатуна. Неравномерный износ гильз цилиндров по образующей объясняется различными условиями трения.
Реже наблюдаются задиры на рабочей поверхности и кавитационный износ гильзы.
Величину износа, овальность, конусообразность определяют с помощью индикаторного нутромера. При износе гильз цилиндров и увеличении зазора в сопряжении цилиндр — поршень выше допустимого значения их растачивают и хонингуют на следующий ремонтный размер, после чего комплектуют с поршнями соответствующего диаметра. Допустимый без ремонта зазор между гильзой и юбкой поршня двигателей Д-160 — 0,59 мм, для СМД-60 и СМД-62 — 0,44 мм, для остальных дизелей — 0,4 мм, для ЗИЛ- 130 и 3M3-53 — 0,2 при допускаемой конусообразности и овальности не более 0,02 мм для гильз 3M3-53 и 0,09 мм всех остальных двигателей. При овальности 0,1 симметричные гильзы рекомендуется повернуть на 90° по отношению к прежнему положению.
Ремонтный размер гильз цилиндров большинства дизелей увеличен на 0,7 мм, а для А-01М, А-41 и дизелей ЯМЗ — на 0,5 мм. Для гильз и цилиндров двигателей ЗИЛ, ГАЗ и ЗМЗ предусмотрено три ремонтных размера с межремонтным интервалом 0,5 мм. Bee цилиндры или гильзы одного блока обрабатывают под один ремонтный размер.
Растачивают цилиндры и гильзы на вертикально-расточных станках. Блок для расточки цилиндров устанавливают на стол станка, а гильзы крепятся в специальных приспособлениях.
Перед растачиванием гильзы (цилиндра) замеряют наибольший диаметр в зоне работы верхних компрессионных колец и определяют возможность ее расточки на ремонтный размер Dpp:
Dрр > Dr = Dmax + 2а + 2b
где Dr — расчетный диаметр гильзы, мм; Dmax — наибольший замеренный диаметр изношенной гильзы, мм; а — припуск на заглубление резца (0,02-0,03 мм); b — припуск на хонингование (0,02-0,05 мм).
При растачивании цилиндров блока необходимо сохранить расстояние между осями цилиндров и перпендикулярность их осей к оси коленчатого вала. Для этого необходимо совместить оси растачиваемого цилиндра (гильзы) с осью шпинделя. Совмещение осей производят предварительно с помощью оправки с шариком, вставленной в шпиндель станка. При этом конец оправки должен находиться от оси шпинделя на расстоянии, равном половине диаметра растачиваемого цилиндра. Центрирование выполняют по верхнему пояску цилиндра блока поворотом шпинделя с оправкой. Оправку предварительно устанавливают на размер Н, определяемый по формуле:
H=(d2+ D)/2
где d2 — диаметр головки шпинделя, мм; D — диаметр цилиндра в верхней, неизношенной части, мм.
Для более точной установки блока или гильзы цилиндров относительно оси шпинделя применяют приспособление с индикатором часового типа. После центрирования блок или приспособление с гильзой закрепляют на столе станка.
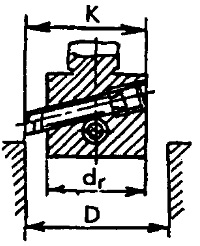
Цилиндры растачивают резцами с твердыми пластинками ВК2 или со вставками из эльбора-Р. Перед растачиванием резец устанавливают на размер К, вычисленный по формуле:
К = (d2 + Dpр — b)/2
где Dpp — принятый стандартный ремонтный размер.
После растачивания с целью получения требуемой шероховатости цилиндры и гильзы хонингуют абразивными или алмазными брусками, закрепленными в специальной головке, на станках ЗБ-833, ЭГ-833 и др. При хонинговании головка совершает вращательное и возвратно-поступательное движение. В качестве охлаждающей жидкости применяют смесь керосина (80—90%) и машинного масла. Ход хонинговальной головки устанавливают таким, чтобы бруски выходили за верхний и нижний края цилиндра на 0,2-0,3 их длины.
Обычно хонингование ведут в два приема: предварительное (черновое) и окончательное (чистовое). Черновое хонингование ведут брусками зеленого карборунда на керамической связке зернистостью 10-16 или брусками из синтетических алмазов марки А250/200-М1. Припуск на чистовое хонингование оставляют 0,010-0,005 мм. Чистовое хонингование закаленных гильз ведут брусками ACM 28/20-МСВ, ACM 20/14-М1, шероховатость поверхности — Ra 0,32-0,16 мкм.
На некоторых ремонтных предприятиях вместо хонингования применяют раскатку шариковыми или роликовыми раскатниками. В этом случае припуск при растачивании на раскатку оставляют в пределах 0,05-0,06 мм.
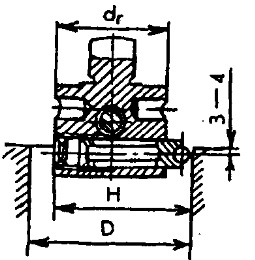
Рис. Совмещение оси цилиндра и шпинделя станка с помощью шариковой оправки.
После окончательной механической обработки овальность и конусообразность цилиндров не должна превышать 0,02 мм.
Кавитационные разрушения наружных поверхностей гильз устраняют заделкой составами на основе эпоксидных смол.
Изношенные посадочные пояса гильз восстанавливают железнением или контактной приваркой ленты с последующей механической обработкой до номинального размера.
Предельно изношенные гильзы цилиндров можно восстанавливать до номинального размера постановкой стальной ленты (сталь У8А, У10А, 65Г) толщиной 0,5-0,7 мм. Ленту свертывают в приспособлении и запрессовывают в предварительно расточенную гильзу, а затем шлифуют до номинального размера. У моно-блоков цилиндры восстанавливают постановкой гильзы, изготовленной из марганцовистого чугуна. В расточенный блок гильзу запрессовывают с натягом 0,08-0,12 мм и обрабатывают до номинального размера.