

- Разработка технологического процесса на ремонт блока цилиндров двигателя ЗИЛ-130
- Обоснование размера производственной партии. Характеристика блока цилиндров двигателя. Технические условия на ремонт. Выбор рационального способа ремонта. Выбор установочных баз. Схемы технологических процессов. Нормирование восстановительных работ.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Разработка технологического процесса восстановления блока цилиндров двигателя ЗИЛ-130
- Страницы работы
- Дефекты блока цилиндров зил 130
Разработка технологического процесса на ремонт блока цилиндров двигателя ЗИЛ-130
Обоснование размера производственной партии. Характеристика блока цилиндров двигателя. Технические условия на ремонт. Выбор рационального способа ремонта. Выбор установочных баз. Схемы технологических процессов. Нормирование восстановительных работ.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
К курсовому проекту по дисциплине “Ремонт автомобилей”
“Разработка технологического процесса на ремонт блока цилиндров двигателя ЗИЛ-130”
Годовая производственная программа, N=800ед.
1) Износ гнезд под вкладыши коренных подшипников.
двигатель ремонт нормирование
1.1 Обоснование размера производственной партии
1.2 Общая характеристика детали
1.3 Технические условия на ремонт детали
1.4 Выбор рационального способа ремонта детали
1.5 Выбор установочных баз
1.6 Схемы технологических процессов
1.7 План технологических операций
1.8 Разработка отдельных операций
1.9 Техническое нормирование восстановительных работ
Исправным считают автомобиль, который соответствует всем требованиям нормативно-технической документации. Работоспособный автомобиль в отличии от исправного должен удовлетворять лишь тем требованиям, выполнение которых позволяет использовать его по назначению без угрозы безопасности дорожного движения.
Работоспособный автомобиль может быть неисправным, например, иметь ухудшенный внешний вид, пониженное давлении масла в смазочной системе двигателя.
Ремонт предусматривает собой комплекс операций по восстановлению исправности или работоспособности изделий и восстановлению ресурсов изделий и их составных частей.
Необходимость и целесообразность ремонта автомобиля обусловлены прежде всего неравнопрочностью их составных частей(собранных единиц и деталей).
При длительной эксплуатации автомобили достигают такого состояния, когда их ремонт в условиях АРП становится технически невозможным или экономически нецелесообразным.
В послевоенные годы одновременно с развитием автомобилестроения развивалось и авторемонтное производство.
Для мировой практики характерно многообразие форм ремонта машин, среди которого отчетливо проявляются при характерных направлениях:
— все виды ремонтных работ выполняются предприятиями или объединениями, эксплуатирующими технику;
— ремонтные работы осуществляются организациями, которые не производят и не эксплуатируют технику;
— выполнение ремонтных работ берут на себя крупные машиностроительные предприятия.
Организационно-техническая перестройка АРП в последние годы ускорилась в связи с изменением специально-экономических условий хозяйствования.
Дальнейшее эффективное развитие АРП базируются на идеях и принципах которые порождаются интеграционными процессами заводов-изготовителей новой техники с предприятиями, выполняющими услуги по централизованному ТО и ремонту этой техники. Большое внимание уделяется подготовке специалистов по ремонту автомобилей.
1.1 Обоснование размера производственной партии
где: q- количество деталей в партии, шт.
N- производственная программа изделий в год, шт.
n- число одноименных деталей в изделии
Читайте также: V max 1200 цилиндр сцепления
Фдн- число рабочих дней в году, Фдн=249
1.2 Общая характеристика детали
а) «Класс детали» — «Корпусные детали с толстыми стенками»;
Назначение детали в механизме (узле) — Предназначен для крепления деталей агрегата, имеют отверстия, отверстия для установки подшипников, втулок, для крепления деталей, плоскости и технологические плоскости.
б) «Материал» из которого изготовлена деталь в целом или отдельных её участков.
«Чугун серый СЧ 18-36 ГОСТ 1412-54»
в) «Наличие термической обработки детали» указать твердость и шероховатость
г) Нагрузки действующие на деталь в процессе работы механизма
Химические, тепловые, коррозионные, механические
Разработка технологического процесса восстановления блока цилиндров двигателя ЗИЛ-130
Страницы работы



2. Выбор годовой производственной программы
В условиях мелкосерийного производства определяем производственную программу исходя из массы восстанавливаемой детали: при массе блока цилиндров около 250 кг принимаем .
3. Перечень возможных дефектов детали
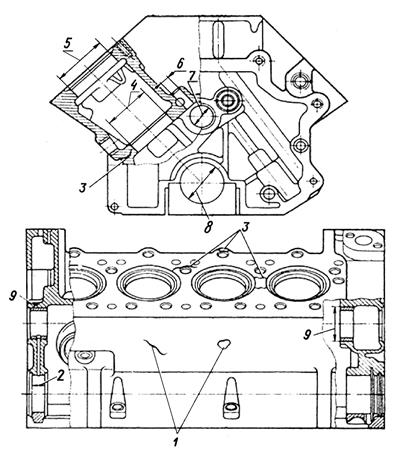
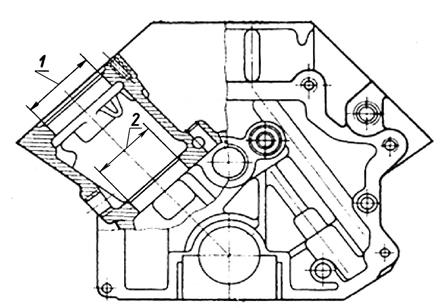
Рис. 2. Основные дефекты блока цилиндров двигателя ЗИЛ-130.
1 – пробоины на стенках рубашки охлаждения или картера; 2 – износ торцов первого коренного подшипника; 3 – трещины и отколы; 4 – износ нижнего посадочного отверстия под гильзу; 5 – износ верхнего посадочного отверстия под гильзу; 6 – износ отверстий под толкатели; 7 – износ отверстий во втулках под опорные шейки распределительного вала; 8 – износ гнезд вкладышей коренных подшипников и их несоосность; 9 – износ отверстий под втулки распределительного вала.
Способ установления дефекта и контрольный инструмент
Износ верхнего посадочного отверстия под гильзу
Микрометрический нутромер, калибр-пробка
Износ нижнего посадочного отверстия под гильзу
Микрометрический нутромер, калибр-пробка
Блок цилиндров относится к классу корпусных деталей, куда относятся также головка блока, картеры и корпуса различных механизмов. Эти детали обычно являются базовыми в агрегатах, общим технологическим признаком для большинства из них является наличие обработанной плоскости наибольших размеров с двумя отверстиями, используемой в качестве установочной базы при изготовлении и восстановлении. Основными техническими требованиями к блоку цилиндров являются:
соосность отверстий постелей валов;
одинаковый диаметр всех постелей (кроме специальных конструкций);
перпендикулярность осей постелей коленчатого вала и осей цилиндров либо посадочных мест под гильзы;
параллельность плоскости разъема блока и поддона картера оси постелей коленчатого вала;
параллельность осей постелей вспомогательных и распределительных валов (если они установлены в блоке) оси постелей коленчатого вала.
Величины отклонений от соосности, перпендикулярности и параллельности обычно составляют 0,02 – 0,03 мм.
6. Выбор базовой поверхности
При обработке посадочных мест под гильзы в качестве базовой поверхности используется плоскость разъема блока и поддона картера, имеющая два установочных отверстия. Иногда используется поверхность постелей коленчатого вала.
Так как оси цилиндров V-образного двигателя расположены к базовой поверхности под углом , то необходимо использовать приспособление, позволяющее устанавливать блок под углом и обеспечивать параллельность осей цилиндров и шпинделя станка при расточке. Фиксация блока относительно приспособления осуществляется прижимающими устройствами винтового или рычажного типа.
7. Составление маршрута восстановления
Общий маршрут восстановления деталей выглядит следующим образом:
1) термообработка, направленная на снижение твердости детали;
2) исправление базовых поверхностей;
Читайте также: Как найти обьем цилиндра по данным второго цилиндра
3) восстановление геометрической формы восстанавливаемых поверхностей;
4) восстановление и предварительная обработка поверхностей;
5) термообработка, направленная на получение требуемых механических свойств детали;
6) обработка поверхностей до требуемого размера.
Блок цилиндров изготовлен из серого чугуна СЧ 30, имеющего твердость НВ 170…230, что позволяет не применять операции термообработки.
При значительных повреждениях базовой поверхности (например, короблении) ее восстановление экономически нецелесообразно, так как повлечет за собой исправление поверхностей постелей коленчатого и распределительного валов. В таком случае блок цилиндров должен быть забракован.
Состав операций по восстановлению изношенных поверхностей будет зависеть от метода восстановления.
Обработка методом давления неприменима из-за малой пластичности материала и конструктивной сложности детали.
Различные виды наплавки и напыления неприменимы из-за особенностей оборудования и расположения восстанавливаемых поверхностей.
Восстановление пайкой и синтетическими материалами также неприменимы из-за неудовлетворительных свойств покрытия.
Восстановление электролитическими методами обеспечивает хорошие свойства покрытия, основной сложностью при этом является создание электролитических ванн.
Наиболее простым и рациональным методом является установка дополнительных ремонтных деталей (ДРД) – колец – в предварительно расточенные посадочные места. Кольца изготавливаются из чугуна той же марки, при этом восстановленные поверхности будут иметь те же свойства, что и исходные. ДРД устанавливаются в блок цилиндров с натягом, обеспечивающим их фиксацию при последующей механической обработке и эксплуатации.
Окончательно получаем следующий технологический маршрут восстановления:
Дефекты блока цилиндров зил 130
Резьбовые отверстия, имеющие износ или срыв резьбы более
2-х ниток, ремонтируют нарезанием резьбы увеличенного ремонтного размера или постановкой резьбовых ввертышей с нарезанием в них резьбы нормального размера.
В последнем случае отверстие с изношенной резьбой рассверливают или зенкеруют до размера согласно данным табл. 5 на соответствующую глубину. В нарезанное резьбовое отверстие завертывают до упора резьбовой ввертыш, изготовленный из Ст. 3 или стали 35, отрезают выступающую часть и зачищают место заподлицо с поверхностью блока. Для исключения вывертывания ввертыша его фиксируют постановкой штифта диамет-ром 3 мм, длиной до 8—12 мм. Штифт необходимо зачистить заподлицо.
Допускается постановка резьбовых ввертышей на клее БФ-2, эпоксидной пасте ЭД-5, ЭД-6 без наполнителя и на сурике.
Отверстия в резьбовых пробках под нормальную резьбу сверлят по кондуктору или по разметке. Смещение резьбовых отверстий от нормального положения должно быть не более 0,15 мм.
Наиболее удобно зенкеровать резьбовые отверстия и нарезать резьбу при ремонте блоков цилиндров не на вертикальносверлильных станках, а на радиально-сверлильных или с применением двурукавных шарнирных головок. Для этого часто используют радиально-сверлильный станок модели 2А53.
При нарезании ремонтной резьбы в блоке необходимо предусмотреть постановку ступенчатых шпилек или болтов или увеличить диаметры отверстий в сопрягаемых деталях. Конические резьбовые отверстия восстанавливают подрезкой торца резьбового отверстия и углубления резьбы.
Восстановление отверстий под толкатели. Изношенные отверстия в блоке цилиндров двигателей ЗИЛ-130 и 3M3-53 под толкатели развертывают под один из ремонтных размеров или зенкеруют под втулку, отверстие в которой затем также подлежит развертыванию. Работу рекомендуется выполнять на радиально-сверлильном станке. Для этого блок цилиндров устанавливают на поворотный стол. Отверстия зенкеруют до размера 29,8 мм, затем развертывают до размера 30. В отверстие запрессовывают втулки с натягом 0,015—0,058 мм для ЗИЛ-130 и 0,020—0,062 мм для ЗМЗ. В качестве материала втулок используют чугун СЧ18-32 и алюминиевый сплав АЛ-4.
Читайте также: Что можно сделать из бумажных цилиндров
Номинальный и ремонтные размеры отверстий под толкатели я соответствующие размеры толкателей, одинаковые для обоих двигателей, приведены в табл. 6.
Номинальные и ремонтные размеры отверстий под толкатели и размеры толкателей
Уменьшение (—) или увеличение (4-) стержня и отверстия,
* В этом случае в блок необходимо запрессовывать втулки.
3-й и 4-й ремонтные размеры отверстий предусматривают постановку увеличенных по диаметру толкателей. Для этой цели последние из уже бывших в эксплуатации подвергают восстановлению путем хромирования или осталиванпя с последующим шлифованием.
В отверстия 1-го и 2-го ремонтных размеров устанавливают толкатели, восстановленные путем шлифования.
Чистота обработанных отверстий под толкатели должна быть не ниже у 7.
Опыт эксплуатации и ремонта двигателей ЗИЛ-ІЗО (исследования ХАДИ) показывает, что износ отверстий под толкатели к моменту капитального ремонта весьма незначительный. После пробега 150—200 тыс. км практически не приходится прибегать к восстановлению этого сопряжения. Однако при повторных ремонтах возникновение такого дефекта вполне возможно.
Восстановление привалочных плоскостей крепления головок цилиндров. Вследствие неравномерного нагревания и охлаждения, а также процессов естественного старения, блоки цилиндров деформируются. Деформация нарушает соосность гнезд коренных подшипников, перпендикулярность их оси относительно осей посадочных мест под гильзы, вызывает коробление привалочных плоскостей и т. д.
При короблении плоскостей блока цилиндров (для головок цилиндров) более 0,20 мм их подвергают механической обработке— шлифованию (ЗИЛ-ІЗО) или фрезерованию (3M3-53). После механической обработки необходим контроль не только плоскостности, но также и параллельности плоскостей относительно оси постелей крайних коренных шеек (не более 0,1 мм). Неперпендикулярность расположения поверхностей прилегания головок друг относительно друга должна быть не более 0,1 мм на длине 100 мм, а расстояние от поверхности прилегания головок цилиндров до оси постелей коренных подшипников должно быть не менее 294,70 мм для блоков цилиндров двигателей ЗИЛ-130 и 244,50 мм для двигателей 3M3-53.
Ремонт подшипников распределительного вала. Все отверстия во втулках распределительного вала в двигателях ЗМЗ имеют одинаковые размеры, а в двигателях ЗИЛ отверстие в пятой втулке (последней) имеет меньший диаметр (табл. 7). Втулки тонкостенные стальные, залитые антифрикционным сплавом (баббитом СОС-6-6). Изношенные втулки распределительного вала подлежат выпрессовке. Затем, после перезаливки, предварительно расточенные втулки запрессовывают в блок цилиндров с натягом 0,03—0,09 мм. На окончательную обработку оставляют припуск 0,2—0,4 мм на диаметр. Предварительная расточка может быть выполнена на токарном станке или на станке модели УРБ-ВП. При запрессовке отверстия масляных каналов в блоке должны совпадать с отверстиями во втулках.
Номинальные и ремонтные размеры отверстий во втулках блока под шейки распределительного вала, м м