

Клапаны являются составными деталями карманов. Форма их может быть различной. Способы обработки всех клапанов в основном одинаковы и выполняются общепринятыми методами.
Проверка и уточнение деталей верха и подкладки клапанов производятся одновременно у двух клапанов из верха или подкладки, сложенных лицевыми сторонами.
Форма клапанов должна соответствовать данному фасону.
У прорезных карманов мужского двубортного пиджака и пальто передний срез клапана имеет закругленную форму и направление, параллельное линии борта; задний срез клапана совпадает с направлением линии бокового среза.
У женских изделий клапаны имеют разнообразную форму.
Подкладку клапана на 4—5 мм меньше размера верха клапана выкраивают в цвет материала изделия.
Уменьшение размера подкладки сделано для того, чтобы образовать кант из материала верха клапана, который располагается в сторону подкладки клапана.
Два клапана обрабатывают одновременно, так как они должны быть одинаковыми по размеру и форме.
Клапан складывают с подклапаном лицевыми сторонами и обтачивают с предварительной приметкой подкладки к верху клапана или без нее.
Если клапан обтачивают без приметки подкладки, то делают это со стороны подкладки, посаживая материал верха на уголках клапана.
Шов обтачки клапана шириной 5—6 мм должен быть расположен параллельно краям деталей клапана.
После обтачки первого клапана, не отрывая нитки, обтачивают второй клапан.
Обтачанные клапаны проверяют, и швы на уголках подрезают; после чего ширина шва на уголках должна быть 2—3 мм, затем клапаны вывертывают налицо и выправляют.
Выравненные края клапанов выметывают на специальной машине или вручную со стороны подкладки клапана на расстоянии 6—8 мм от края. При этом делают кант из материала верха клапана. Ширина канта — 1—2 мм.
Выметанные клапаны приутюживают через тканевую прокладку (проутюжильник) и тщательно выправляют края деталей и их форму.
После приутюжки по краю клапана с лицевой стороны прокладывают отделочную строчку по фасону. Строчку можно выполнять вспушными потайными стежками или при помощи универсальной машины. Вспушные стежки прокладывают в 2-7 мм от края клапана, а отделочную машинную строчку — в 2-20 мм, в зависимости от фасона изделия. После нанесения отделочной строчки нитки выметки удаляют и клапан окончательно приутюживают.
На клапан по лекалу или по линейке наносят со стороны подкладки меловую линию; ширина клапана должна быть от 5 до 7 см в готовом виде, в зависимости от фасона.
В таком виде клапан считается подготовленным к соединению с полой изделия.
Обработку клапана можно производить при помощи клея.
В этом случае поступают так. По шаблону нижний и боковые края верха клапана заутюживают в сторону верха клапана (при перелицовке одежды лицевая сторона верха становится изнанкой). Также с трех сторон заутюживается и подкладка клапана, которая меньше верха на величину канта.
На подогнутые края одной детали наносят пленку клея шириной в 3—6 мм (в зависимости от способа отделки обрабатываемых краев изделия). Пленка шириною в 3 мм прокладывается при обработке краев изделия машинной отделочной строчкой. При обработке краев изделия в чистый край или вспушку прокладывается пленка шириною в 6 мм. Пленку наносят специальной машиной или ручным приспособлением, располагая ее внутренний срез на расстоянии 1 мм от края сгиба.
Подготовленные детали складываются изнанкой внутрь так, чтобы с трех сторон клапана получился кант шириной в 1,5-2 мм. Уложенные детали клапанов соединяются с подклапаном (приклеиваются) при помощи утюга или пресса.
При описанном методе обработки клапанов одновременно производится и вспушка их.
Если по модели требуется вместо вспушки проложить отделочную машинную строчку, то она прокладывается обычным путем.
На рис. 59 показаны методы обработки клапана при помощи клеевой пленки.

Рис. 59. Методы обработки клапанов при помощи пленки клея: I — верхняя ткань клапана с проложенной пленкой клея; II — подкладка клапана; III — совмещение деталей клапана.
Читайте также: Клапан 2пс 02 000
При заготовке мешковины бокового кармана к одному концу ее притачивают обтачку (ширина шва — 0,7 см), а на другой конец мешковины настрачивают подзор.
Детали для обработки клапана
§ 3. Обработка мелких деталей
Клапаны
Клапаны обрабатывают на стачивающей машине или на аппарате марки ОКП клеевым методом крепления деталей.
При обработке клапанов на стачивающей машине детали верха и подкладки складывают лицевыми сторонами внутрь, уравнивая срезы. Затем деталь верха клапана наметывают на подкладку прямыми стежками на расстоянии 0,5 см от срезов, посаживая в углах (рис. 68). Величина посадки 0,4-0,5 см. Посадка обеспечивает образование канта и дополнительное натяжение подкладки относительно верха. Клапаны обтачивают со стороны подкладки швом шириной 0,5 см с помощью откидной линейки-направителя. В углах швы подрезают до ширины 0,2-0,3 см. Клапаны вывертывают на лицевую сторону, выправляют углы и выметывают по краям со стороны подкладки.
Рис. 68. Наметывание клапана на подкладку
Выметку производят на выметочной машине или ручными стежками длиной 0,8-1 см, образуя кант из основной ткани шириной 0,2 см.
Клапаны приутюживают на прессе или утюгом со стороны подкладки через увлажненный проутюжильник, выправляя углы и стороны.
Затем с лицевой стороны прокладывают отделочную строчку или обрабатывают клапан в «чистый край». Со стороны подкладки по вспомогательному лекалу намечают линию притачивания клапана в полочке.
При обработке клапанов на аппарате марки ОКП детали верха и подкладки укладывают на нижнюю подушку аппарата лицевой стороной вниз, уравнивая срезы по шаблонам.
Края деталей верха и подкладки подгибают в сторону изнанки с помощью внешних и внутренних шаблонов на 0,6-0,7 см и заутюживают, опуская подушку пресса (рис. 69).
Рис. 69. Сборка клапана методом клеевого крепления
Затем на подогнутые края детали верха клапана из специального бункера насыпают клеевой порошок. Деталь подкладки совмещают с деталью верха и соединяют путем прессования.
Если изделие обрабатывают в «чистый край», вспушку краев клапанов производят с помощью клеевой пленки, которую наносят на деталь верха клапана.
Клапаны приутюживают со стороны подкладки, при этом клеевая пленка приклеивает подкладку по краю клапана.
Листочки
С изнанки листочки проводят меловую линию, которая делит листочку вдоль на две равные части. Отступив на 0,1 см от меловой линии, прокладывают кромку, которая не должна доходить до концов листочки на 0,5-0,6 см (рис. 70, а). Кромку притачивают на машине или соединяют клеевым способом. При притачивании кромки на машине нижнюю нитку подбирают в цвет ткани верха. Кромку с односторонним клеевым покрытием приклеивают на прессе или утюгом.
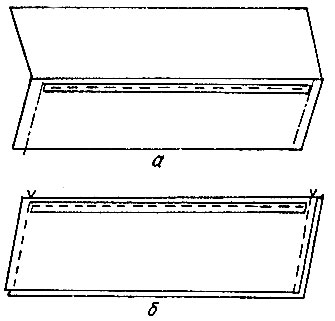
Рис. 70. Обработка листочки: а — прокладывание кромки в листочку; б — обтачивание концов листочки
После прокладывания кромки листочку приутюживают, перегибают по меловой линии лицевой стороной внутрь. Концы листочки стачивают швом шириной 0,5-0,6 см (рис. 70, б), швы в углах подрезают, оставляя припуск равный 0,2-0,3 см. Затем листочку вывертывают на лицевую сторону, выправляют, углы и выметывают концы листочки на выметочной машине или вручную косыми стежками длиной 0,8-1 см. Листочку приутюживают на прессе или утюгом с внутренней стороны через увлажненный проутюжильник.
По краям листочки прокладывают отделочную строчку.
С внутренней стороны намечают линию притачивания листочки к полочке.
Пояс складывают лицевой стороной внутрь в долевом направлении, уравнивая срезы, сметывают прямыми стежками длиной 1,5-2,0 см и стачивают швом шириной 0,5 см. Шов стачивания раскладывают пополам и разутюживают до полного прилегания, Один конец пояса стачивают мысиком по намеченной меловой линии (рис. 71). Швы мысика подрезают, оставляя припуск равный 0,2-0,3 см. Пояс выворачивают на лицевую сторону с помощью специального приспособления для вывертывания деталей, располагая шов посередине внутренней стороны пояса. Выметывание производят на выметочной машине на расстоянии 1 см от краев пояса или вручную косыми стежками. Пояс приутюживают на прессе или утюгом с внутренней стороны через увлажненный проутюжильник, выправляя края и углы мысика.
Рис. 71. Обработка конца пояса
Читайте также: Как отрегулировать клапана гольф 2 дизель
Отделочную строчку прокладывают по лицевой стороне с помощью направляющей линейки.
Хлястики
При обработке хлястика на подкладке (рис. 72) детали верха и подкладки складывают лицевыми сторонами внутрь, срезы уравнивают. Затем верхнюю деталь хлястика наметывают на подкладку со стороны основной ткани прямыми стежками на расстоянии 0,5 см от срезов, посаживая на 0,2-0,3 см стоковых сторон и в углах.
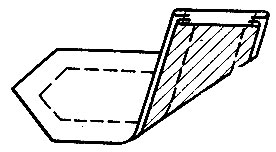
Рис. 72. Обработка хлястика на подкладке
Хлястик обтачивают со стороны подкладки швом шириной 0,5 см. После обтачивания его вывертывают на лицевую сторону, выправляют углы и выметывают со стороны подкладки вручную косыми стежками длиной 0,8-1 см или на выметочной машине, выпуская кант из детали верха шириной 0,2 см. Затем хлястик приутюживают со стороны подкладки через увлажненный проутюжильник на прессе или утюгом. Отделочную строчку прокладывают по лицевой стороне с помощью линейки-направителя.
В массовом производстве обтачку хлястиков производят без предварительного наметывания.
При обработке хлястика из основной ткани без подкладки (рис. 73) деталь складывают лицевой стороной внутрь в долевом направлении, уравнивая срезы, и стачивают швом шириной 0,5 см. Шов стачивания разутюживают, конец хлястика обмеляют по лекалу по форме фасона и обтачивают по меловой линии. Если же по фасону оба конца хлястика втачивают в боковые швы, то их оставляют необработанными.
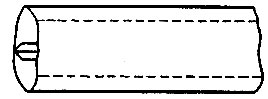
Рис. 73. Обработка хлястика из основной ткани без подкладки
Хлястики вывертывают на лицевую сторону и выметывают вручную косыми стежками или на выметочной машине, располагая шов посередине. Хлястик приутюживают на прессе или утюгом с внутренней стороны.
Детали верха и подкладки складывают лицевыми сторонами внутрь, совмещая их по верхнему и боковому срезам. Обтачивают паты со стороны подкладки швом шириной 0,5 см, посаживая в углах. Затем вывертывают на лицевую сторону, выправляют углы и выметывают со стороны подкладки, образуя кант из ткани верха. Выметку производят на выметочной машине или ручным способом косыми стежками длиной 0,8-1,0 см. Паты приутюживают на прессе или утюгом через увлажненный проутюжильник, Отделочную строчку прокладывают по лицевой стороне с помощью линейки-направителя.
Пату соединяют с верхней половинкой рукавов по контрольным знакам, при этом одним краем пату втачивают в шов или рельеф на верхней половинке рукава так, чтобы другим краем она располагалась в сторону локтевого шва параллельно линии низа рукава.
Если пата отлетная, то к рукаву ее прикрепляют пуговицей.
Пата может быть настрочена на верхнюю половинку рукава на ширину отделочной строчки.
Обработку пат на аппарате марки ОКП производят аналогично обработке клапанов (рис. 74).
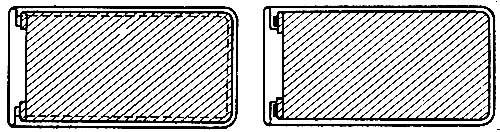
Рис. 74. Обработка пат на машине и методом клеевого крепления
Манжеты
Для придания устойчивой формы в манжету прокладывают прокладку с помощью клеевой пленки, которую наносят на верхний и нижний края прокладки; с помощью утюга прокладку соединяют с манжетой. Размеры прокладки должны соответствовать размеру манжеты в готовом виде.
Верх манжеты складывают с подкладкой лицевыми сторонами внутрь, уравнивая срезы, обтачивают верхний край манжеты швом шириной 0,5 см, посаживая манжету в углах. Шов обтачивания манжеты в углах разутюживают и подрезают до ширины 0,3 см. Далее стачивают и разутюживают локтевой шов манжет.
При обработке изделий в «чистый край» шов обтачивания манжеты пришивают к прокладке на машине потайного стежка или ручными косыми стежками.
Манжету вывертывают на лицевую сторону, выправляя углы, и выметывают на выметочной машине или вручную, образуя кант из манжеты шириной 0,5 см. Затем манжету приутюживают и, если требуется, прокладывают отделочную строчку.
Боковые стороны манжет стачивают так, чтобы их обработанные концы и края отделочной строчки совпадали. Шов стачивания разутюживают.
Подкладку по боковым сторонам подшивают потайными подшивочными стежками, подгибая обрезные края внутрь. Нижний край манжеты подгибают и подшивают за прокладку на машине с потайным стежком. Подкладку по низу манжет подшивают подшивочными потайными стежками.
В случае когда по нижней стороне манжеты дается припуск на подгиб низа рукава, то низ манжет обрабатывают в процессе соединения манжеты с рукавами. В этом случае низ рукавов огибают манжетой и срез подгиба пришивают за прокладку в низ рукавов на машине потайного стежка.
Читайте также: Коромысло клапанов 402 что это
Обработка нижнего воротника
Составные части верха нижнего воротника складывают лицевыми сторонами внутрь, уравнивают по срезу стойки и стачивают швом шириной 0,5-0,7 см.
Швы стачивания частей увлажняют и разутюживают до полного прилегания. Концы швов у среза стойки подрезают на 1 см, оставляя припуск шириной 0,1-0,2 см.
Прокладку воротника стачивают накладным швом шириной 1 см или швом встык. Затем ее проутюживают и накладывают на нижний воротник со стороны изнанки. Прокладку уравнивают по срезу стойки и приметывают посередине прямыми стежками длиной 2,5-3 см, слегка посаживая прокладку.
Затем со стороны нижнего воротника намечают две линии: первую параллельно срезу стойки на расстоянии 1,2 см от него (линия втачивания нижнего воротника) и вторую по линии сгиба стойки. Высота стойки посередине нижнего воротника 3-3,5 см, расстояние от концов стойки до уступов зависит от величины перегиба лацкана.
Прокладку с нижним воротником соединяют на стачивающей или стегальной машине, или методом клеевого крепления.
На стачивающей машине строчки прокладывают со стороны нижнего воротника (рис. 75, а). Первую строчку прокладывают параллельно срезу стойки, отступая на 1,2 см от него, вторую строчку прокладывают по линии сгиба стойки,
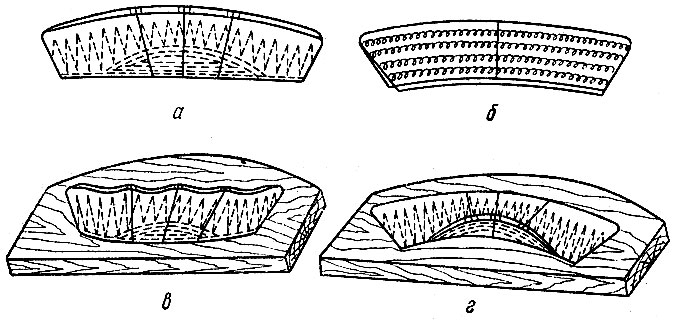
Рис. 75. Обработка нижнего воротника: а — выстегивание нижнего воротника на стачивающей машине; б — выстегивание нижнего воротника на машине потайного стежка; в — оттягивание стойки: г — заутюживание стойки
Стойку стегают параллельными строчками. Расстояние между строчками 0,5 см.
Отлет нижнего воротника стегают зигзагообразной строчкой с расстоянием между углами 1,2-1,5 см, стежку начинают от середины воротника и заканчивают к концам. Строчки стежки не должны заходить до срезов отлета и концов на 1-1,5 см, до линии сгиба стойки — на 0,2-0,3 см. В процессе стежки нижний воротник держат на перегиб так, чтобы посаживалась прокладка.
На стегальной машине потайного стежка прокладку с нижним воротником соединяют со стороны прокладки (см. рис. 75, б).
Первую строчку прокладывают параллельно срезу стойки на расстоянии 1,2 см от него, остальные — параллельно первой с расстоянием между ними 0,7 см.
Если согласно модели требуется более устойчивая стойка, рекомендуется по стойке прокладку с верхом воротника соединять на стачивающей машине, как указано выше, а по отлету — на стегальной машине.
Выстеганный нижний воротник проутюживают со стороны прокладки, выправляя края. Затем с помощью вспомогательного лекала обмеляют его со стороны стойки и отлета и обрезают по намеченным линиям, делая надсечки по срезу стойки для соединения с изделием.
Прокладку нижнего воротника по срезу стойки вырезают с учетом ширины шва втачивания его в горловину изделия.
Для придания воротнику определенной формы нижний воротник со стороны прокладки оттягивают по стойке, начиная от середины вправо и влево (см. рис. 75, б). Затем его кладут срезом к работающему и оттягивают середину отлета, одновременно сутюживая концы отлета. Стойку нижнего воротника перегибают по линии сгиба на лицевую сторону и приутюживают со стороны прокладки (см. рис. 75, г).
Верхний воротник осноравливают по подсобному лекалу. Одновременно с нижним воротником производят влажно-тепловую обработку верхнего воротника со стороны изнанки теми же приемами и в той же последовательности, что и нижний воротник. Сгиб стойки не заутюживают.
Обработка подбортов
К подбортам притачивают надставки швом шириной 0,5-0,7 см. Детали подбортов складывают лицевыми сторонами внутрь, уравнивая срезы, стачивают, закрепляя концы строчек. Швы разутюживают до полного прилегания обрезных краев. Верхнюю часть подбортов в области лацкана по внутреннему срезу сутюживают для создания необходимой формы внешнего края подборта, затем внутренние края подбортов обмеляют по вспомогательному лекалу и обрезают.
В изделиях с подкладкой до линии талии внутренний срез подборта и низ пальто окантовывают полоской из подкладочной ткани в цвет основной ткани.