

Компрессор представляет собой универсальное средство, имеющее широкое распространение в разных сферах производства, включая автомобильную отрасль. Простые же люди, чтобы не покупать дорогие модели оборудования, решают самостоятельно собрать такой агрегат. В качестве базы применяют компрессор ЗИЛ-130, производимый до 2010 года.
Характеристики воздушного компрессора автомобиля ЗИЛ-130
Прежде всего следует изучить характеристики компрессора ЗИЛ-130:
- Агрегат имеет 2 цилиндра, диаметр каждого из которых 6 см.
- Производительность устройства 210 л при рабочем объеме всего в 214 см³.
- Скорость вращения составляет 2 тыс. об/мин.
- Параметры внутреннего давления в пневмосистеме равняются 740 кПа.
- Мощность потребления не превышает 21,1 кВт.
Устройство компрессора
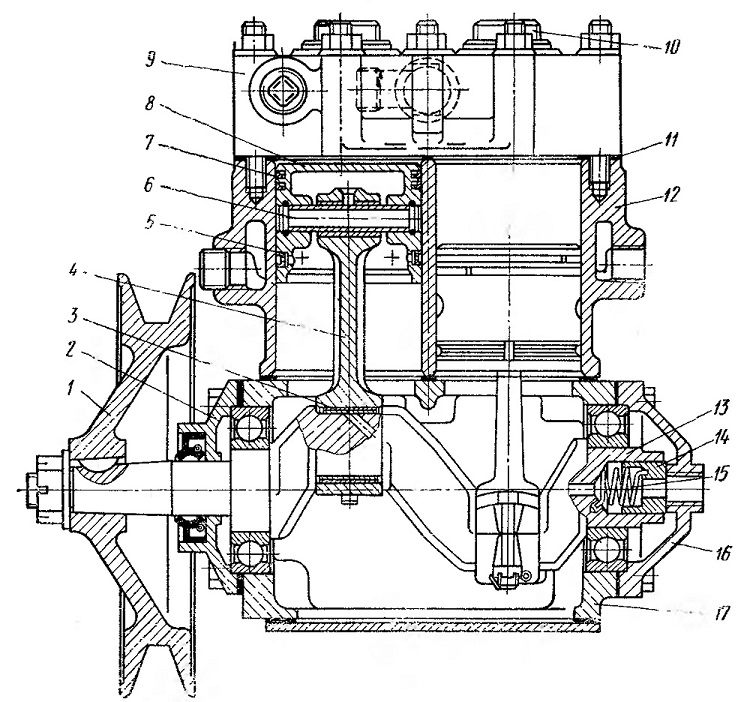
Такой двухцилиндровый агрегат имеет устройство поршневого типа. Основной особенностью его функционирования является перекачка воздуха, выполняемая за счет движения поршней. Его конструкция состоит из следующих элементов:
- Сальник.
- Пружины.
- Катетер проводного типа, имеющий каналы.
- Уплотнитель.

Непосредственно поршни выполняются из алюминия, а также имеют специальные пальцы, закрепляемые посредством стопорных колец. Через впускные клапаны происходит закачка воздуха непосредственно в цилиндры компрессора. Там происходит его сжатие поршнями с последующим поступлением в пневмосистему. Далее он выходит из компрессора через специальные нагнетательные клапаны.
Система смазки
В данном агрегате используется система смазки комбинированного типа. Так, сама смазка находится в специальном узле двигателя. Её последующее охлаждение осуществляется посредством применения охлаждающей жидкости.
Ремонт узлов
Отдельно стоит сказать о том, как осуществляется ремонт подобного агрегата при появлении в нем каких-либо поломок. О поломках может свидетельствовать шум либо стук, возникающий в процессе работы компрессора, или же масло, проникающее в наполняемый воздушный баллон:
- Появление трещин либо сколов на самом блоке картера. Для устранения поломки требуется полная замена картера, когда повреждения расположены на стенках. Или заваривают их в ситуации, когда они находятся на фланце крепления, а также имеют незначительные размеры.
- С целью проверки на герметичность самого цилиндра, его следует положить в водяную ванну, после чего под высоким давлением наполнить воздухом. Указывать на наличие повреждений будет появление пузырей. Для устранения такой неполадки выполняется растачивание емкости и её последующее хонингование под нужный размер.
- Когда пришли в негодность шариковые подшипники, проводится их спрессовывание, а также последующая замена на новые.
- В случае, если у шатунной шейки вала наблюдается превышение показателей износа более чем на 0,05 мм, требуется полная замена коленвала.
- С целью ремонта верхней головки шатуна требуется проведение запрессования ремонтной втулки, где заранее делается отверстие. Его диаметр должен составить 14,019 мм.
Допустимый ремонтный размер поршня зависит от цифры, которая выбита на дне изделия. Обычно это +04 либо +08.
Специальный ремкомплект должен быть в каждом мастерской, где планируется использование подобного изделия. Это позволит оперативно восстановить работоспособность устройства.
Как самостоятельно сделать компрессор на базе ЗИЛ-130
В зависимости от объема задач, которые планируется выполнять на агрегате, определяется количество переделок ЗИЛовского компрессора. Его перестройка требуется в ситуации, когда планируется длительная эксплуатация при повышенных нагрузках. Для этого потребуются следующие материалы:
- Ресивер.
- Манометр, монтирующийся на ресивер.
- Сама силовая установка.
- Предохранительный клапан.
Читайте также: Расточка хонинговка мото цилиндров
Когда компрессор создается своими руками, важно корректно выполнить передачу на него крутящего момента. Именно за это будет отвечать клапан и манометр. В процессе сборки следует учитывать следующие особенности:
- Вращающий момент. Если планируется подключение силовой установки к агрегату через шкиф и ремень, потребуется использование более «сильного» двигателя по причине потери подобным образом части мощности. Из-за этого рекомендуется выполнять подключение через редуктор, хотя его цена довольно высокая.
- Двигатель. Этот элемент требуется подбирать так, чтобы параметры его мощности соответствовали потребностям компрессора. Так, для обеспечения требуемого давления скорость вращения должна составлять минимум 2 тыс. об/мин. Это позволит работать агрегату в крейсерском режиме без существенных нагрузок. Для непродолжительного использования достаточно вариантов, выдающих мощность в 1 кВт, а с целью более интенсивной нагрузки следует применять более мощные изделия.
- Ресивер. Создается из металлической емкости средних размеров. Такую конструкцию комплектуют манометром, а также регулятором давления, который устанавливается на выходе. На входе в резервуар устанавливается узел, оборудованный редуктором.
- Система охлаждения. В определенных вариантах компрессоров при работе наблюдается перегрев, из-за чего требуется дополнительное усовершенствование штатной системы охлаждения.
Сам компрессор требуется смонтировать на станину в заранее подготовленное посадочное место. Туда же крепится двигатель, а иные элементы устанавливаются отдельно и подключаются посредством шлангов.
Самостоятельное создание компрессора на базе ЗИЛ-130 позволяет при небольших тратах получить агрегат высокой производительности. Купить нужные элементы можно, используя интернет-каталог (к примеру, Авито), где продаются различные устройства и детали. Каждое из предложений имеет фото и описание состояния и характеристик. При сборе устройства важно учитывать особенности и тонкости создания такой конструкции.
Диаметр цилиндра компрессора зил 130
Ремонт деталей механизмов тормозов
Блок цилиндров компрессора. Блок изготовлен из серого чугуна СЧ 18-36 (ГОСТ 1418—54). Твердость — НВ 170—229. Основные дефекты блока приведены в табл. 73.
Трещины на рубашке охлаждения блока цилиндров компрессора целесообразно ремонтировать газовой сваркой. Перед сваркой накер-нивают и засверливают концы трещины сверлом 0 4 мм. Трещину расфасовывают по всей длине под углом 90—120е на толщину стенки, используя для этой цели пневматическую зачистную машинку типа ШР2 со шлифовальным кругом ПП 100 X 10 X 20 К4 № 125-80СТК. Для сварки применяют горелку ГС-53 с наконечником№3 и присадочный пруток из серого чугуна марки Б(ГОСТ 2671—44) 0 3 мм или пруток из серого чугуна с содержанием 2,5% кремния. В качестве флюса применяют буру безводную (№2В4О7). После сварки блоки компрессора выдерживают в томильной яме с электроподогревом и горячим песком до остывания и зачищают место сварки заподлицо с основным металлом.
Сварочный шов должен быть плотным, без непроваров, пористости, раковин, шлаковых включений. После ремонта блока проверяют плоскость прилегания головки. При проверке на плите щуп 0,05 мм не должен проходить. При превышении коробления блок шлифуют на плоскошлифовальном станке ЗБ-71М с магнитной плитой по плоскости прилегания головки и плоскости крепления блока к картеру до устранения коробления. При этом высота блока цилиндров должна быть не менее 91,6 мм.
Пробоины и трещины на стенках рубашки охлаждения блока компрессора заделывают эпоксидной смолой так же, как и на блоке цилиндров двигателя.
Читайте также: Порядок работы цилиндров двигателя д 245 евро 3

При сколах ушков фланца крепления блока к картеру зачищают место облома под углом 45—60о под наплавку и вскрывают отверстие со сколом. Разделку выполняют машинкой ШР2 с использованием шлифовального круга ПП 100 X 10 X 20 К4 № 125-80 СТК- Горелкой ГС-53 с наконечником № 4 наплавляют обломанное место ушков фланца до прежнего контура с припуском на торце 1,0—1,5 мм.
После сварки плоскость фланца зачищают заподлицо с основным металлом, а контур фланца — по шаблону. По кондуктору сверлят отверстие диаметром 10,5 мм в месте старого наплавленного отверстия и шлифуют на плоскошлифовальном станке с магнитной плитой плоскость прилегания фланца к картеру компрессора до устранения коробления. При этом высота блока должна быть не менее 91,6 мм.
Изношенные цилиндры расстачивают под ремонтные размеры: первый размер 60,4+0,03жж,, второй—60,8+0,03мм. Для расточки мож-
но применять вертикально-расточный станок с установленным в головку резцом 12 X 12 мм с пластинкой ВК8, или токарный станок 1К.-62 с приспособлением для расточки цилиндров. Далее зенкуют фаску 1 X 15о со стороны крепления головки блока и фаску 4 х 15е со стороны крепления блока цилиндров к картеру. Расточенные последовательно цилиндры хонингуют предварительно и окончательно на хонинговальном станке с чистотой поверхности 9.
Овальность и конусность цилиндров после окончательной обработки допускаются не более 0,03 мм. Больший диаметр конуса допускается в нижней части цилиндра. Оси цилиндров должны быть перпендикулярны к плоскости, сопрягающейся с картером компрессора. Допустимое отклонение должно быть не более 0,03 мм на длине 100 мм.
При задирах или износах цилиндров, выходящих за пределы ремонтных размеров, цилиндры компрессора гильзуют. На вертикально-расточном или токарном станке цилиндры растачивают под гильзу до диаметра 64,0+0,03 мм. Гильзы в отверстия блока можно запрессовать под гидравлическим прессом ГАРО типа 208. Гильзованные цилиндры растачивают и хонингуют под номинальный диаметр 60,0+0,03 мм, соблюдая технические условия на обработку.
Риски и задиры на рабочей поверхности седла впускного клапана устраняют притиркой, выдерживая чистоту поверхности Ю и неплоскостность не более 0,02 мм. При расстоянии от привалочной плоскости блока до торца седла более 3,7 мм заменяют седло, предварительно проверив отверстие под седло. Диаметр отверстия должен быть в пределах 17+0,02 мм. При износе отверстия во втулке плунжера ее заменяют на новую.
Поврежденную резьбу М8 кл.2 в отверстиях под болты или шпильки крепления головки блока восстанавливают постановкой ввертыша. Отверстие с дефектной резьбой рассверливают до диаметра 10,1 мм на глубину 18 мм и зенкуют фаску 1 X 45. В рассверленном отверстии нарезают резьбу М12 кл.2 на глубину 15 мм, ввертывают ввертыш и рас-кернивают в двух противоположных точках. В отверстии ввертыша нарезают резьбу М8 кл.2.
Коленчатый вал компрессора. Изготовлен из стали 45. Шатунные шейки закалены на твердость НRС 52—62. Остальные поверхности имеют твердость НВ 179—229. Основные дефекты коленчатого вала приведены в табл. 74.
Перед ремонтом коленчатого вала исправляют центровые фаски и проверяют погнутость вала. Биение коренных шеек, шейки под шкив и шейки под маслосгонную резьбу не должно превышать 0,05 мм. При большем биении вал правят гидравлическим прессом.
Изношенные коренные шейки можно восстанавливать хромированием или осталиванием. Перед хромированием шейки шлифуют на круглошлифовальном станке 3153М шлифовальным кругом ПП300х20х75Э № 20-2561-6М2К. Шейки хромируют до диаметра 35,10 мм и окончательно шлифуют до диаметра 35+0,02+0,03 мм. При износах больше
Читайте также: Построить профильную проекцию цилиндра с вырезом вариант 10
Компрессор ЗИЛ 130, начала о нём и его приводе (+ .
27 ноя 2011 . вкладыши на зил, как и на камаз, есть трех размеров: стандарт и два
ремонтных 03 и 06. Так же и кольца: стандарт 60,0 ремонт 60,4 .
http://www.chipmaker.ru/topic/72219/page__st__60

диаметра 34,У мм шейки коленчатого вала осталивают или восстанавливают вибродуговой наплавкой.
Изношенные шатунные шейки перешлифовывают под ремонтные размеры: первый размер 28,2-0,021 мм, второй размер 27,9-0,021 мм.
Шатунные шейки коленчатого вала компрессора при износах, превышающих ремонтные размеры, осталивают или наплавляют с последующей обработкой под номинальный размер.
Овальность и конусность коренных шеек допускается не более 0,01 мм, а образующие шатунных шеек должны быть параллельны осям коренных шеек с точностью 0,02 мм на всей длине.
Шероховатость поверхности коренных и шатунных шеек должна быть соответственно 7 и 8б.
Изношенное отверстие под уплотнитель задней крышки картера восстанавливают постановкой втулки. Отверстие растачивают на токарном станке 1Б61 до диаметра 29+0,045 мм на глубину 18 мм. В расточенное отверстие ручным прессом ГАРО 274 запрессовывают ремонтную втулку. В запрессованной втулке подрезают торец заподлицо с основным металлом, растачивают отверстие до диаметра 25+0,033 мм и снимают центровую фаску 3 X 30о.
Изношенную конусную шейку под шкив протачивают на конус 1 : 8 до размера малого диаметра конуса 19-0,2 мм, а затем наплавляют в среде углекислого газа вибродуговым способом либо способом ручной дуговой сварки. Сварку ручным способом выполняют электродом ОММ5 0 3 мм при постоянном токе силой 100—140 а. Наплавленная конусная поверхность должна иметь размер больше номинального на 2—2,5 мм на сторону. Наплавленную шейку протачивают на конус 1 : 8 предварительно и окончательно под номинальный размер и на горизонтально-фрезерном станке 6М-80Г фрезеруют фрезой диаметром 19+2+1,5 мм сегментную шпоночную канавку шириной 5-0,010-0055 мм и глубиной 5,6+0,16 мм, выдерживая размер 11 мм.
При износе шпоночного паза его заваривают и фрезеруют новый паз номинального размера.
Поврежденную резьбу под гайку крепления подшипника зачищают до металлического блеска, не стачивая резьбу, наплавляют шейку с поврежденной резьбой до диаметра 35,8 мм на вибродуговой установке ВНИИАТ или КУМА-5М без жидкостного охлаждения.
Техническая характеристика режимов наплавки
Скорость вращения детали, об/мин 6
Наплавленную шейку обтачивают до диаметра 33-0,08-0,25 мм на длине 14 мм, снимают фаску 2,5 X 45°, протачивают канавку шириной 3 мм до диаметра 30 мм и нарезают резьбу МЗЗ х 1,5 кл. 2. По оставшемуся шпоночному пазу на шейке подшипника фрезеруют шпоночный паз на резьбовой шейке.
При срыве или износе резьбы М14 х 1,5 под гайку крепления шкива резьбовой конец протачивают до диаметра 11-0,2 мм, устанавливают заглушку в отверстие под шплинт и заваривают проточенную шейку до диаметра 17 мм электродом ОММ503 мм при постоянном токе 100—140 а. Наплавленную шейку протачивают до ди14Го;24 мм и нарезают резьбу М14 X 1,5 кл. 2. Перед нарезанием резьбы высверливают алюминиевую заглушку и восстанавливают отверстие 03,5 мм под шплинт.
Зил 130 —Ремонт деталей механизмов тормозов