

- Диаметр прутка для нарезания резьб. Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб п — Свойства конструк
- Параметры отверстия
- Выбор размера сверла
- Разновидности резьбы
- Нарезание наружной резьбы плашкой
- Приспособления
- Методика нарезания
- 🔥 Видео
Видео:Какой диаметр сверла под нарезку внутренней резьбы метчикомСкачать

Диаметр прутка для нарезания резьб. Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб п — Свойства конструк
Видео:Таблица диаметров под резьбу и др размерыСкачать
Параметры отверстия
Различают следующие параметры резьбы:
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.
Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
Чтобы выполнить ее с максимальной точностью, следует предварительно сформировать отверстие сверлением, равное величине внутреннего диаметра, то есть образуемого вершинами выступов.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
где d – номинальный диаметр болта или шпильки, мм.
Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
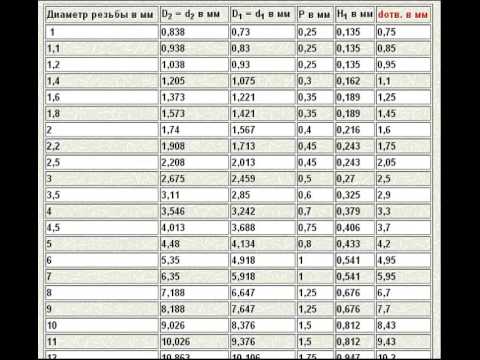
Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
| Диаметр номинальный, мм | Шаг, мм | Размер отверстия, мм |
| 1 | 0,2 | 0,8 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,9 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,2 |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,6 |
| 1,8 | 0,35 | 1,45 |
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
- глубины ввинчивания;
- запаса внешней резьбы ввинчиваемой детали;
- ее недореза;
- фаски.
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:
Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Видео:Отверстия под резьбуСкачать
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Винты, болты и шпильки — самые распространенные элементы с наружной резьбой. Чаще всего в руки домашнего мастера они попадают уже готовыми. Но бывает, что требуется изготовить какой-нибудь хитрый болт или нестандартную шпильку. Заготовкой для такой детали служит стержень, диаметр которого должен соответствовать нарезаемой резьбе.
Диаметр стержня под наружную резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Все эти сведения обычно указывают на чертеже детали в виде обозначения М10×1,5. Буква «М» обозначает метрическую резьбу, цифра после буквы — номинальный диаметр, цифра после знака «х» — шаг резьбы. При использовании основного (крупного) шага его могут не указывать. Основной шаг резьбы
определен стандартом и является наиболее предпочтительным.
При выборе диаметра стержня под наружную резьбу руководствуются теми же принципами, что при выборе отверстий под внутреннюю резьбу . Установлено, что лучшее качество резьбы получается, если диаметр стержня чуть меньше номинального диаметра нарезаемой резьбы. Металл при нарезании немного выдавливается и профиль резьбы получается полным.
Если диаметр стержня будет намного меньше требуемого, то вершины ниток резьбы будут срезанными, если больше, то плашка просто не навернется на стержень или сломается в процессе работы.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр стержня
. Проще всего этот диаметр определить по таблице, где приведены самые ходовые резьбы, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра.
Читайте также: Устройство заднего тормозного цилиндра мотоцикла
| Резьба | Шаг резьбы | Диаметр стержня номинальный (предельный) |
| М2 | 0,4 | 1,93-1,95 (1,88) |
| 0,25 | 1,95-1,97 (1,91) | |
| М2,5 | 0,45 | 2,43-2,45 (2,37) |
| 0,35 | 2,45-2,47 (2,39) | |
| М3 | 0,5 | 2,89-2,94 (2,83) |
| 0,35 | 2,93-2,95 (2,89) | |
| М4 | 0,7 | 3,89-3,94 (3,81) |
| 0,5 | 3,89-3,94 (3,83) | |
| М5 | 0,8 | 4,88-4,94 (4,78) |
| 0,5 | 4,89-4,94 (4,83) | |
| М6 | 1 | 5,86-5,92 (5,76) |
| 0,75 | 5,88-5,94 (5,79) | |
| 0,5 | 5,89-5,94 (5,83) | |
| М8 | 1,25 | 7,84-7,90 (7,73) |
| 1 | 7,86-7,92 (7,76) | |
| 0,75 | 7,88-7,94 (7,79) | |
| 0,5 | 7,89-7,94 (7,83) | |
| М10 | 1,5 | 9,81-9,88 (9,69) |
| 1 | 9,86-9,92 (9,76) | |
| 0,5 | 9,89-9,94 (9,83) | |
| 0,75 | 9,88-9,94 (9,79) | |
| М12 | 1,75 | 11,80-11,86 (11,67) |
| 1,5 | 11,81-11,88 (11,69) | |
| 1,25 | 11,84-11,90 (11,73) | |
| 1 | 11,86-11,92 (11,76) | |
| 0,75 | 11,88-11,94 (11,79) | |
| 0,5 | 11,89-11,94 (11,83) | |
| М14 | 2 | 13,77-13,84 (13,64) |
| 1,5 | 13,81-13,88 (13,69) | |
| 1 | 13,86-13,92 (13,76) | |
| 0,75 | 13,88-13,94 (13,79) | |
| 0,5 | 13,89-13,94 (13,83) | |
| М16 | 2 | 15,77-15,84 (15,64) |
| 1,5 | 15,81-15,88 (15,69) | |
| 1 | 15,86-15,92 (15,76) | |
| 0,75 | 15,88-15,94 (15,79) | |
| 0,5 | 15,89-15,94 (15,83) | |
| М18 | 2 | 17,77-17,84 (17,64) |
| 1,5 | 17,81-17,88 (17,69) | |
| 1 | 17,86-17,92 (17,76) | |
| 0,75 | 17,92-17,94 (17,86) | |
| М20 | 2,5 | 19,76-19,84 (19,58) |
| 1,5 | 19,81-19,88 (19,69) | |
| 1 | 19,86-19,92 (19,76) | |
| 0,75 | 19,88-19,94 (19,79) | |
| 0,5 | 19,89-19,94 (19,83) |
Основной инструмент для нарезания наружной резьбы — плашка. Чаще всего используются круглые неразрезные плашки в виде гайки из закаленной стали.
Для формирования режущих кромок резьбу плашки пересекают сквозные продольные отверстия, которые также обеспечивают выход стружки. Для облегчения захода крайние нитки резьбы имеют неполный профиль. Для вращения плашки используют плашкодержатель
— инструмент с гнездом под плашку и длинными ручками. Существуют также разрезные и раздвижные (клупповые) плашки, но в домашней мастерской это редкость.
Для уменьшения трения и получения чистой резьбы на стальных стержнях используют смазку — минеральное масло или керосин, на медных — скипидар. На конце стержня для облегчения захода обязательно должна быть сделана фаска шириной не менее размера шага резьбы.
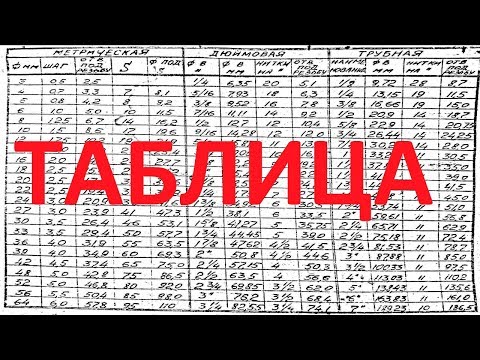
Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
- Наружная резьба:
Плашку зажимают в воротке винтами, расположенными по его контуру. - На торце стержня, на котором необходимо нарезать резьбу, на заточном станке снимают фаску под углом
- На конец прочно зажатого в тисках стержня с фаской в виде усеченного конуса устанавливают точно в горизонтальной плоскости вороток с плашкой и вращают обеими руками вороток по часовой стрелке (глядя сверху), если резьба правая, с небольшим нажимом на плашку. Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда — после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась.
- Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице 1.
Таблица 1. Диаметры стержней под метрическую резьбу, выполняемую плашками
- Внутренняя резьба:
нарезают с помощью метчиков. Метчик — металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение — одна риска) — предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу. - Большое значение имеет правильный выбор диаметров отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднителен, что ведет к срыву первых витков резьбы или к заклиниванию и поломке метчика. Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0,8 (например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 — 2,4-2,5 мм и т.д. (см.. таблицу).
- Необходимо смазать режущую часть метчика густым маслом (напр. солидол), животным жиром (салом) или растительным маслом — жидкое моторное масло лучше не использовать, так как оно зачастую портит резьбу — и вставить в отверстие.
- Затем необходимо внимательно следить за тем, чтобы метчик шел точно по оси отверстия во избежание поломки. После нарезки 4-5 витков, метчик извлекается из отверстия и очищается от стружки. После этого его еще раз смазывают и вновь ввертывают в отверстие, нарезают еще 4-5 витков, продолжая операцию до упора (при глухом отверстии или до выхода метчика (при сквозном отверстии).
- Затем очищают первый метчик, кладут его на место и берут метчик с двумя рисками, смазывают его, вручную ввертывают его в отверстие и, как только он начнет врезаться в металл, надевают на него вороток. После нарезания каждых 5-6 витков метчик очищают от стружки и смазывают до полного прохода отверстия.
- Затем очищают второй метчик, кладут его на место, берут последний метчик с тремя рисками, также смазывают жиром, рукой ввертывают в отверстие до зацепления, надевают вороток и осторожно калибруют резьбу. Очистку от стружки и смазывание повторяют, как и ранее.
- Дюймовыми метчиками
резьба нарезается также как и метрическими. Для нарезания резьбы на трубах применяют клуппы, обычно с регулируемыми режущими элементами в диапазоне резьб для труб с внутренним диаметром от 1/4 до 4 дюймов. Резьбы на трубах и стернях большого диаметра лучше нарезать на токарно-винторезных станках. - Диаметр верл для высверливания отверстий под метрическую резьбу следует подбирать по таблице 2.
Читайте также: Как заправить поршень в цилиндр без оправки
Таблица 2. Диаметры сверл для высверливания отверстий под метрическую резьбу
Диаметры стержней под метрическую резьбу, выполняемую плашками
| Наружный диаметр резьбы, мм | Диаметр сверла (мм) для | |
| Чугуна, бронзы | Стали, латуни | |
| 1 | 0,75 | 0,75 |
| 1,2 | 0,95 | 0,95 |
| 1,6 | 1,3 | 1,3 |
| 2 | 1,6 | 1,6 |
| 2,5 | 2,2 | 2,2 |
| 3 | 2,5 | 2,5 |
| 3,5 | 2,9 | 2,9 |
| 4 | 3,3 | 3,3 |
| 5 | 4,1 | 4,2 |
| 6 | 4,9 | 5 |
| 7 | 5,9 | 6 |
| 8 | 6,6 | 6,7 |
| 9 | 7,7 | 7,7 |
| 10 | 8,3 | 8,4 |
Данная таблица поможет разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться станочникам, мастерам цехом, ИТР.
Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
| Номинальный диаметр резьбы d | Шаг резьбыР | Диаметр стержня под нарезку с полем допуска | ||||||
| 4h | 6g | 6e | 6e; 6g | 8g | ||||
| Номинальный диаметр | Предельное отклонение | Номинальный диаметр | Предельное отклонение | Номинальный диаметр | Предельное отклонение | |||
| 1,0 | 0,25 | 0,97 | -0,03 | 0,95 | — | -0,04 | — | — |
| 1,2 | 0,25 | 1,17 | 1,15 | — | — | — | ||
| 1,4 | 0,3 | 1,36 | 1,34 | — | — | — | ||
| 1,6 | 0,35 | 1,55 | 1,53 | — | — | — | ||
| 2 | 0,4* | 1,95 | -0,04 | 1,93 | — | -0,05 | — | — |
| 0,25 | 1,97 | -0,03 | 1,95 | — | -0,04 | — | — | |
| 2,5 | 0,45 | 2,45 | -0,04 | 2,43 | — | -0,06 | — | — |
| 3 | 0,5* | 2,94 | 2,92 | 2,89 | — | — | ||
| 0,35 | 2,95 | -0,03 | 2,93 | — | -0,04 | — | — | |
| 4 | 0,7* | 3,94 | -0,06 | 3,92 | 3,89 | -0,08 | — | — |
| 0,5 | 3,94 | -0,04 | 3,92 | 3,89 | -0,06 | — | — | |
| 5 | 0,8* | 4,94 | -0,07 | 4,92 | 4,88 | -0,10 | 4,92 | -0,18 |
| 0,5 | 4,94 | -0,04 | 4,92 | 4,89 | -0,06 | — | — | |
| 6 | 1* | 5,92 | -0,07 | 5,89 | 5,86 | -0,10 | 5,89 | -0,20 |
| 0,75 | 5,94 | -0,06 | 5,92 | 5,88 | -0,09 | — | — | |
| 0,5 | 5,94 | -0,04 | 5,92 | 5,89 | -0,06 | — | — | |
| 8 | 1,25* | 7,90 | -0,08 | 7,87 | 7,84 | -0,11 | 7,87 | -0,24 |
| 1 | 7,92 | -0,07 | 7,89 | 7,86 | -0,10 | 7,89 | -0,20 | |
| 0,75 | 7,94 | -0,06 | 7,92 | 7,88 | -0,09 | — | — | |
| 0,5 | 7,94 | -0,04 | 7,92 | 7,89 | -0,06 | — | — | |
| 10 | 1,5* | 9,88 | -0,09 | 9,85 | 9,81 | -0,12 | 9,85 | -0,26 |
| 1 | 9,92 | -0,07 | 9,89 | 9,86 | -0,10 | 9,89 | -0,20 | |
| 0,5 | 9,94 | -0,04 | 9,92 | 9,89 | -0,06 | — | — | |
| 0,75 | 9,94 | -0,06 | 9,92 | 9,88 | -0,09 | — | — | |
| 12 | 1,75* | 11,86 | -0,10 | 11,83 | 11,80 | -0,13 | 11,83 | -0,29 |
| 1,5 | 11,88 | -0,09 | 11,85 | 11,81 | -0,12 | 11,85 | -0,26 | |
| 1,25 | 11,90 | -0,08 | 11,87 | 11,84 | -0,11 | 11,87 | -0,24 | |
| 1 | 11,92 | -0,07 | 11,89 | 11,86 | -0,10 | 11,89 | -0,20 | |
| 0,75 | 11,94 | -0,06 | 11,92 | 11,88 | -0,09 | — | — | |
| 0,5 | 11,94 | -0,04 | 11,92 | 11,89 | -0,06 | — | — | |
| 14 | 2* | 13,84 | -0,10 | 13,80 | 13,77 | -0,13 | 13,80 | -0,29 |
| 1,5 | 13,88 | -0,09 | 13,85 | 13,81 | -0,12 | 13,85 | -0,26 | |
| 1 | 13,92 | -0,07 | 13,89 | 13,86 | -0,10 | 13,89 | -0,20 | |
| 0,75 | 13,94 | -0,06 | 13,92 | 13,88 | -0,09 | — | — | |
| 0,5 | 13,94 | -0,04 | 13,92 | 13,89 | -0,06 | — | — | |
| 16 | 2* | 15,84 | -0,10 | 15,80 | 15,77 | -0,13 | 15,80 | -0,29 |
| 1,5 | 15,88 | -0,09 | 15,85 | 15,81 | -0,12 | 15,85 | -0,26 | |
| 1 | 15,92 | -0,07 | 15,89 | 15,86 | -0,10 | 15,89 | -0,20 | |
| 0,75 | 15,94 | -0,06 | 15,92 | 15,88 | -0,09 | — | — | |
| 0,5 | 15,94 | -0,04 | 15,92 | 15,89 | -0,06 | — | — | |
| 18 | 2* | 17,84 | -0,10 | 17,80 | 17,77 | -0,13 | 17,80 | -0,29 |
| 1,5 | 17,88 | -0,09 | 17,85 | 17,81 | -0,12 | 17,85 | -0,26 | |
| 1 | 17,92 | -0,07 | 17,89 | 17,86 | -0,10 | 17,89 | -0,20 | |
| 0,75 | 17,94 | -0,04 | 17,94 | 17,92 | -0,06 | — | — | |
| 20 | 2,5* | 19,84 | -0,13 | 19,80 | 19,76 | -0,18 | 19,80 | -0,37 |
| 1,5 | 19,88 | -0,09 | 19,85 | 19,81 | -0,12 | 19,85 | -0,26 | |
| 1 | 19,92 | -0,07 | 19,89 | 19,86 | -0,10 | 19,89 | -0,20 | |
| 0,75 | 19,94 | -0,06 | 19,92 | 19,88 | -0,09 | — | — | |
| 0,5 | 19,94 | -0,04 | 19,92 | 19,89 | -0,06 | — | — | |
Стандартный шаг метрической резьбы обозначен
Видео:Как рассчитать диаметр отверстия под нарезание метрической резьбы согласно действующему ГОСТуСкачать

Разновидности резьбы
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.
Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.
Читайте также: Давление в цилиндре гидравлического пресса повышается в результате
В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.
Видео:Как восстановить резьбы при помощи резьбовых вставок пружин тест на надежность ремонт ГБЦ БЦ ТойотаСкачать

Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Читать также: Какими электродами варить инверторной сваркой
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Видео:Выбор диаметра отверстия (сверла) под резьбуСкачать

Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2ʺ, трубной – 1/8-2ʺ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.
Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Сверла бывают катанные, вороненные темного цвета, и блестящие – шлифованные.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Видео:🔩КАКАЯ РЕЗЬБА // ШАГ РЕЗЬБЫ // ДИАМЕТР РЕЗЬБЫ // ТАБЛИЦА РЕЗЬБ // МЕТРИЧЕСКАЯ // ОПРЕДЕЛЕНИЕСкачать

Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки.
🔥 Видео
Восстановление резьбы в блоке цилиндровСкачать

Как выбрать диаметр отверстия под резьбуСкачать
Нарезание резьбы в алюминииСкачать

Как восстановить любую резьбу за 10 минутСкачать

Сорвана резьба в алюминии что делать.Сорвана резьба что делать.Сорвана резьба на автомобилеСкачать

Что делать если сорвал резьбу под свечу на головке цилиндраСкачать

Volvo 940 головка обошлась резьба под форсунку восстанавливаем в родной размерСкачать

Как восстановить резьбу за 5 минутСкачать

нарезать резьбу какое выбрать сверло и диаметр прутка, сверла для отверстийСкачать
Размеры свёрл под резьбуСкачать

Как измерить шаг резьбыСкачать

Как восстановить сорванную резьбуСкачать

Восстановление резьбы для болтов ГБЦ в блоке по технологии HELICOILСкачать
