

При ремонте головок блока цилиндров наиболее трудоемкой и ответственной операцией является обработка фасок седел клапанов, конечно, если речь идет о биении фаски в пределах 0,01..0,02 мм.
Имеющийся в настоящее время в широком ассортименте инструмент, оснастка и оборудование для обработки фасок от простых, до более сложных, шлифовальные приспособления и установки с различными схемами ориентации и фиксации резцового блока в большинстве не обеспечивают требований по соосности, не говоря уже о простейших, как, например, ручной инструмент «Neway» и ему подобные. Станки, позволяющие обеспечить необходимую точность как, например, «Serdi» очень дороги, сложны в эксплуатации и ремонте. Применение во всех приспособлениях, установках и станках мультиугловых резцов также затрудняет эксплуатацию, так как необходимо иметь в ассортименте всегда разные резцы, которые стоят довольно дорого, а их использование для обработки седел, имеющих высокую твердость (например, ЗМЗ 402) вообще становится невозможным.
На сегодняшний день специалистами ООО «Прецизион» предлагается универсальное обрабатывающее приспособление «ПРЕЦИЗИОН-Ф3», позволяющее производить качественный ремонт по реставрации фасок седел клапанов любых гбц с обеспечением итогового биения фаски седла относительно оси направляющей втулки в пределах 0,01..0,02мм, что гарантированно вписывается в заводские нормативы (до 0,05мм).

Особое внимание (если не главное) при достижении таких показателей уделяется геометрии отверстия направляющей втулки (нецилиндричность, непрямолинейность не более 5мкм).
ОБРАБОТКА ФАСОК ПО НАШЕЙ ТЕХНОЛОГИИИ предполагает комплексное восстановление и втулок и седел. Отверстия в направляющих втулках после их запрессовки имеют корсетность в пределах 0.01..0,03мм. Поэтому производится доработка таких отверстий регулируемой алмазной разверткой. Привод ручной или с помощью электродрели. Геометрические погрешности и допуск отверстий после алмазного развертывания — не более 5мкм.

Гбц укладывается на плоскость установки «ПРЕЦИЗИОН-Ф3» (при монтаже «скошенных» головок применяются домкраты).

В отверстие обработанной направляющей втулки неподвижно устанавливается пилот, имеющий конусность в пределах 3..5мкм. Пилот выполнен из инструментальной стали ШХ15 и имеет твердость 60..62 HRC.

На плоскость головки устанавливается адаптер и с помощью втулок его угловое положение фиксируется. Данная операция производится один раз (для каждой гбц со своим углом наклона).

С помощью индикаторного обкатчика ось отверстия адаптера выставляется относительно оси установочного пилота с точностью 0,01мм и фиксируется в этом положении двумя прихватам, при этом фиксируется одновременно и гбц. При выставлении адаптера с помощью обкатчика !ВНИМАНИЕ! пилот испытывает нагрузку только от слабой пружины индикаторной головки и ни каких других дефомаций при этом нет (даже у пилотов с посадкой Д4мм).

Далее установочный пилот и обкатчик убираются, в отверстие втулки и соосного с ним базового отверстия адаптера устанавливается рабочий пилот(зазор не более 0,01мм) с смонтированным на его диаметре корпусом, сферическим и упорным подшипниками, резцовым блоком, гайками и дистанционной втулкой.

Данный способ базирования придает системе деталь-приспособление максимальную жесткость и не происходит ни каких отклонений резцового блока от оси направляющей втулки.
С помощью рукоятки при обработке на «ПРЕЦИЗИОН-Ф3» резцовый блок приводится во вращение, и производится одновременно обработка всех трех фасок (или по желанию двух или одной).

Для обработки седел клапанов больших диаметров и высокой твердости, преимущественно большегрузной техники (дизельные гбц с перпендикулярным положением осей направляющих втулок к плоскости) нами предлагается установка «ПРЕЦИЗИОН-Ф3М», дополненная механизированным приводом от моторредуктора. При обработке на данном приспособлении трудоемкость процесса снижается за счет измененной схемы давления на резцовый блок. По желанию заказчика базовая установка «ПРЕЦИЗИОН-Ф3» может быть доукомплектована таким приводом.

Режущий инструмент, используемый при работе — это резцы сечением 6*6*7,5мм, оснащенные твердосплавными вставками ВК3М обычного исполнения. Каждый из резцов имеет свой угол, например: основная фаска — 90, вспомогателные — 60, 120.
Читайте также: Зазоры клапанов калина для газа

Резцы устанавливаются на резцовый блок автономно — любой из них можно снять, заменить или заточить с использованием обычного угломера или с помощью заточного приспособления «ПРЕЦИЗИОН-ЗР».

Резцовый блок настраивается на обработку фаски определенного размера в течении 3-х минут с использованием простейшего приспособления — втулки-шаблона, либо уже по обработанному седлу. Ширина рабочей фаски, ее положение на клапане производится настройкой резцов, то есть одним комплектом резцов возможно получить любую ширину фаски.
Для контроля величины биения фаски применяется индикаторное приспособление с базированием на установочном пилоте.

» ПРЕЦИЗИОН-Ф3″ не содержит никаких сложных систем типа «воздушной подушки», проста и надежна в эксплуатации, может применяться в любой автомастерской с минимальными производственными расходами.
Время обработки всех фасок седел клапанов головки ЗМЗ-402 (с твердостью более 50ед.) не превышает 30мин.
- Как правильно производится замена, прирезка и обработка седел клапанов
- Замена седел
- Удаление старых посадочных элементов
- Монтаж новых седел
- Ремонт седел
- Инструмент для притирки клапанов (шарошки, зенковки) и его применение
- Как работает клапанный механизм автомобильного двигателя
- Инструменты для ремонта клапанного механизма
- Как восстановить седла клапанов
- 🎬 Видео
Видео:Станок для снятия фаски седла клапана LD 180Скачать

Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Видео:Обработка фаски седла клапанаСкачать

Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
» alt=»»>
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
» alt=»»>
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
Читайте также: Зазоры клапанов а 01 алтаец
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Видео:Станок для снятия фаски седла клапана LD 180 SСкачать

Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
» alt=»»>
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Видео:Правильные фаски седла клапана, на приспособлении прецизионСкачать

Инструмент для притирки клапанов (шарошки, зенковки) и его применение
Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.

Полный комплект инструментов для ремонта седел клапанов
Видео:Станок для обработки фаски седла клапана LD180. Обучение.Скачать

Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
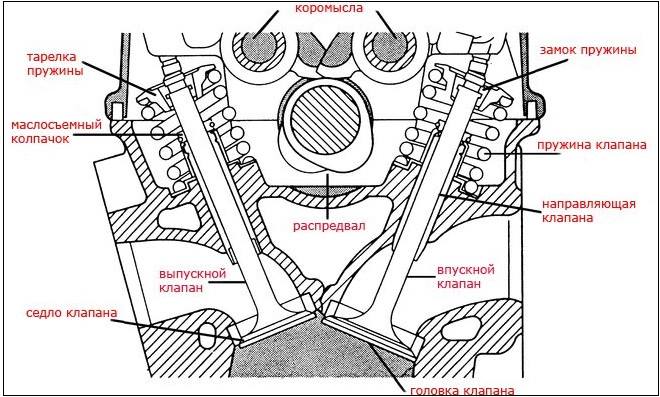
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.

В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
Читайте также: Отводы краны тройник клапана
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.

Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Видео:Станок для обработки фаски седла клапана BV120Скачать

Инструменты для ремонта клапанного механизма
Наиболее распространенным инструментом для ремонта седел клапанов является шарошка (зенкер). Следует иметь в виду, что такой зенкер – это не зенковка, посредством которой осуществляют зенкование.
Специалисты, профессионально занимающиеся ремонтом двигателей автомобилей, стараются сразу приобрести набор шарошек для ГБЦ (головки блока цилиндров). В таком наборе шарошек для клапанов есть инструменты с различными геометрическими параметрами, что позволяет оптимально подобрать их для двигателя автомобиля определенной марки.

Для приведения седел клапанов в нужную форму потребуется шесть зенкеров: три для выпускного и три для впускного клапанов
В том случае, если отремонтировать двигатель своего автомобиля вы решили своими руками, не обязательно приобретать набор шарошек, можно купить один зенкер, параметры которого точно соответствуют характеристикам ДВС вашего транспортного средства.
Такой инструмент для ремонта седел клапанов, как шарошка, работает по принципу фрезы, снимая с седла клапана образовавшийся нагар и тонкий слой металла. Оснащенная твердосплавными режущими зубьями, расположенными на конусной рабочей части, шарошка крепится на оправку, для чего в ее корпусе имеется специальное отверстие. Угол, под которым выполнена рабочая часть шарошки, может находиться в интервале 15–60°. Именно такой угол является основным параметром инструмента, используемого для прирезки седел клапанов.

Шарошка вращается с помощью ключа с шестигранным отверстием, обеспечивающим легкую и точную установку
Видео:Нарезка сёдел станок SJMC BV 60Скачать

Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.

Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Следует иметь в виду, что на седле клапана необходимо обработать три фаски: верхнюю, рабочую и нижнюю. Для обработки каждой из таких фасок используется свой зенкер, имеющий определенный угол наклона режущей части.
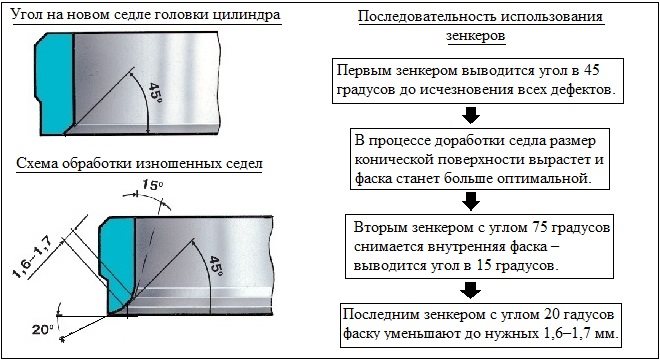
Схема обработки седла клапана (на примере двигателя ВАЗ)

Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
🎬 Видео
Станок для обработки фаски седла клапана.Скачать

Ручная машинка для обработки и вырезания седла клапана | Ремонт ГБЦСкачать

КАК ПРИРЕЗАТЬ ФАЗКИ НА СЁДЛАХ ГБЦ, ПРАВИЛЬНО И ЛЕГКОСкачать

Восстановление фаски клапана.Скачать

Прирезка Седла Клапана Самый Лучший СпособСкачать

Простой в изготовлении и работе станок для обработки сёдел ГБЦ.Скачать

Правильная прирезка подрезка седла клапана шарошки зенкеры алмазные шарошки ремонт ГБЦСкачать

ремонт ГБЦ, фаски клапанов без станкаСкачать

фаска седла клапана 60 45 30 рабочая1ммСкачать

bv60 Станок для обработки фаски седла клапанаСкачать

как прирезать или прошарошить седло клапанаСкачать

Восстановление фаски клапана.Скачать

Ремонт седел клапанов. Восстановление фаски клапана ГБЦ на станке SERDI HVR 90Скачать
