

- Своими силами проверяем зазор между поршнем и цилиндром
- Что происходит с зазором между поршнем и цилиндром
- Нормы соответствия поршней и цилиндров
- Допуск выработки цилиндра ваз
- Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах
- Ремонт блока цилиндров двигателей ВАЗ, дефектовка, проверка плоскости и герметичности, измерение диаметра цилиндров, расточка и хонингование, контрольные величины и зазоры.
- Измерение диаметра цилиндров блока цилиндров двигателей ВАЗ.
- Виды износа цилиндров блока цилиндров двигателей ВАЗ.
- Расточка и хонингование блока цилиндров двигателей ВАЗ.
Своими силами проверяем зазор между поршнем и цилиндром
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.

Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.

Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.
Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.

Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.
При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Читайте также: Ява 638 заливает левый цилиндр
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Допуск выработки цилиндра ваз
- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи

Избитая наверное тема, но еще раз, (прежде всего интересует статистика тех кто поступил так же как — на пробеге до 130 тысяч заменил поршни на номинальный но следующей группы).
двигатель ваз 2112, пробег 130 тысяч.
Устраняя течь прокладки ГБЦ, подобрался я тут на днях к поршням, снял ИХ.
Внешний осмотр поршней: чистые колечки (нагар на поршнях только до 1 кольца виден)
Внешний вид цилиндров: хон везде виден.
Так как движок был разобран, пробег уже немаленький, компрессия была в районе 11, я задумался насчет расточки блока.
пригласил мастера-точильщика-нутромерщика, тот прибором нутромером померял.
Короче сказал следующее:
Эллипс не более 0.03 мм
износ цилиндра не более 0,09 мм от номинального диаметра.
Короче поглядел мастер точильщик (кровно заинтересованный в расточке).
и говорит блин бери поршня С или Е ставь новые кольца. Точить смысла нет.
Я расстроился, блин, потому что был уверен что лучше расточить.
но после этого порылся в интернете, и столкнулся с некоторыми опасностями расточек. (типа станки все задроченные и 90 % расточек не выдерживают необходимых размеров и цилиндричности).
У кого какие мысли по поводу целесообразности установки поршней группы С или Е без расточки в данном конкретном случае.
В принципе я склонен к расточке. но мысли что 90 из 100 расточек делаются с отклонениями от норм напрягает.
Ты уверен в поршнях из магазина и их размерах
В этом уверен ибо пользоваться микрометром меня научили вроде
От охота заморочиться.
Ты и без ремонта 100 тык на нем откатаешь.
на следющий ремонт переходить — смысла нет.
вот что нашел в интернете
Допустима ли установка nopней двигателя автомобиля ВАЗ-21104 на полуторалитровый 16-клапанник 2112? Если да, то как это отразится на его характеристиках?
По размерам такая установка возможна, но приведет к снижению геометрической степени сжатия. Это повлечет за собой увеличение расхода топлива на частичных нагрузках. Кроме того, форма камеры сгорания в поршне 21124 провоцирует рост токсичности отработавших газов, преодолеть который самостоятельно не удается. Поэтому ОАО ?АВТОВАЗ? не рекомендует ставить поршни двигателя ВАЗ-21124 1,6 л на двигатель ВАЗ-2112 1,5 л.
вот что нашел в интернете
Допустима ли установка nopней двигателя автомобиля ВАЗ-21104 на полуторалитровый 16-клапанник 2112? Если да, то как это отразится на его характеристиках?
По размерам такая установка возможна, но приведет к снижению геометрической степени сжатия. Это повлечет за собой увеличение расхода топлива на частичных нагрузках. Кроме того, форма камеры сгорания в поршне 21124 провоцирует рост токсичности отработавших газов, преодолеть который самостоятельно не удается. Поэтому ОАО ?АВТОВАЗ? не рекомендует ставить поршни двигателя ВАЗ-21124 1,6 л на двигатель ВАЗ-2112 1,5 л.
Уже столько народу заменило поршня, что ИМХО, проблем быть не должно.А вышеперечисленные — решаемы.
А вообще, я заметил, если что-то ВАЗ не рекомендует — надо обязательно инсталировать.
Итак развитие событий:
расточка производиться не будет
куплены поршни
ВАЗ 21124 номинальная группа, класс Е.
Поршни проверены в цилиндрах, смазаны маслом, спускаются в цилиндр сами под своим весом без помощи пальцев. (не медлеено и не быстро, скажем средне)
но не падают с бряком;-))) это уже хорошо.
хотя я переживал думал совсем не влезут. Ура.
С ГБЦ снято 0,5 мм. (имелись последствия протечки тосола).
т.е. степень сжатия будет не менее чем с родными поршнями 2112.
так как кое че нужно прикупить а зарплату еще не получил то итоговый запуск где то 16 июля ?
Читайте также: Замена тормозного рабочего цилиндра ваз 2106
сейчас занимаюсь дефектовкой сцепления и прочей фигней. (заменой заднего сальника коленвала и прокладок маслонасоса текло оттуда)
Самый прикол ребята: сцепление ЛЮК прошло 90 тысяч. а износ до заклепок еще мм 2-3. (плюс износ лепестков не более 0.5 мм и все прочее состояние хорошее)
а сколько это у новых дисков интересно? 5 или 10 мм?
Итак конечно пробег пока еще 5 км. выводы делать рано.
было:
двигатель 2112 с пробегом 130 тысяч.
причина разбора: плохо протянутая голова в прошлом году, прожила год и пробило прокладу. Тосол-пошел в дым и масло.
итак: (цилиндры группы B) износ (эллипс и прочее) определялся специалистом с нутромером и типа был износ не более 0,09, эллипс не более 0,03)
Голова имела пару раковин- отфрезерована — снято 0,3 мм.
Поршни заменены на оригинальные ВАЗ 21124 группы Е. (вставляешь их без шатунов в цилиндры и отпускаешь, те съезжают (но не падают))
Пальцы подобраны новые-синие. В шатуны входят от усилия пальца при повороте шатуна пальцем вниз, не выпадавают. В поршни входят с чуть чуть большим усилием тоже от усилия пальцев рук.
Кольца mahle.
колпачки CORTECO.
Шатунные вкладыши для профилактики на такие же но новые (ЗМЗ)
голова протянута динамометрическим ключом. далее по схеме (год назад 20 н.м. я определил на глазок)
вообщем вчера завелся., езжу пока еще ничего не могу сказать по ощущениям, так как решил немножко прикатать (500 км хотябы). а это значит крутить пока буду в районе 2500 оборотов
Лично меня интересуют:
расход, мощность, но это позже ( через пару неделек).
звук двигла чуть другой стал пока еще не разобрался — может и привод грм шумит.
вообщем буду держать в курсе
всем удачи!
Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах
Перед началом ремонта блока цилиндров двигателей ВАЗ, первым делом нужно тщательно вымыть блок. Продуть и просушить его сжатым воздухом, особенно масляные каналы. Если в опорах или в других местах блока имеются трещины, он подлежит замене.
Ремонт блока цилиндров двигателей ВАЗ, дефектовка, проверка плоскости и герметичности, измерение диаметра цилиндров, расточка и хонингование, контрольные величины и зазоры.
Привалочная плоскость блока цилиндров двигателей ВАЗ может быть деформирована. Поэтому следует проверить ее с помощью линейки и набора щупов. Линейку необходимо устанавливать по диагоналям и осям плоскости. Если плоскость искривлена более чем на 0,1 мм, блок цилиндров нужно заменить.
Контролируемые размеры блока цилиндров двигателей ВАЗ.

Если было замечено попадание охлаждающей жидкости в картер, необходимо проверить герметичность блока цилиндров. Заглушив отверстия охлаждающей рубашки блока, нужно нагнетать в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см2). В течение 2 минут не должно наблюдаться утечки воды из блока.
Если отмечалось попадание моторного масла в охлаждающую жидкость, следует проверить блок на наличие трещин в зонах масляных каналов. Это можно делать на автомобиле:
— Слить охлаждающую жидкость из системы охлаждения.
— Снять головку цилиндров.
— Заполнить рубашку охлаждения блока цилиндров водой.
— Подать сжатый воздух в вертикальный масляный канал блока цилиндров.
В случае появления пузырьков воздуха в воде, заполняющей рубашку охлаждения, блок цилиндров придется заменить.
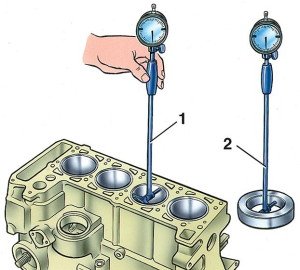
Измерение диаметра цилиндров блока цилиндров двигателей ВАЗ.
Диаметр цилиндра блока цилиндров двигателей ВАЗ измеряют нутромером в четырех поясах как в продольном, так и в поперечном направлении. В зоне верхнего пояса цилиндры не изнашиваются. Разность размеров в верхнем и остальных поясах показывает величину износа цилиндров. При износе цилиндров до 0,15 мм их рекомендуют только хонинговать.
Измерение цилиндра нутромером.

Если величина износа более 0,15 мм, следует расточить цилиндры до ближайшего ремонтного размера поршней, увеличенного на 0,4 или 0,8 мм от номинала. Оставив припуск 0,03 мм на диаметр для хонингования.
Читайте также: Foampipe цилиндры для канализации
Виды износа цилиндров блока цилиндров двигателей ВАЗ.
Встречаются цилиндры с овальным и бочкообразным износом. Мелкие частые риски на поверхности цилиндра по всей высоте движения первого компрессионного кольца означают, что скалывавшиеся частицы хромового покрытия царапали цилиндр. Соответственно, качество хромирования этого кольца низкое. Если зеркало цилиндра матовое, значит, это явно абразивный износ из-за пыли, попадавшей через негерметичный корпус воздушного фильтра.
Цилиндры блока цилиндров двигателей ВАЗ по диаметру разбиты на пять классов: А, В, С, D, Е, их размеры различаются на 0,01 мм. Класс цилиндра отмечен на нижней плоскости блока. Там же, а также на крышках коренных подшипников клеймится условный номер блока цилиндров, указывающий на принадлежность крышек к данному блоку.
Маркировка блока цилиндров двигателей ВАЗ.

После выяснения износа необходимо определить ремонтный размер, приобрести поршни нужного размера и провести обработку цилиндров под каждый из них индивидуально. Днища поршней следует пометить номерами цилиндров.
Расточка и хонингование блока цилиндров двигателей ВАЗ.
Если мастерская, куда вы намереваетесь отдать блок для расточки цилиндров, примет его в работу без поршней, заберите его скорее и ищите другую мастерскую. На блоке, принятом в ремонт, должен быть выбит номер квитанции мастерской. Это привязка на случай претензий по качеству.
Расточку обычно проводят твердосплавными резцами при частоте вращения шпинделя около 315 об/мин с подачей 0,05-0,08 мм/об. Припуск на чистовое растачивание — не более 0,15 мм. Получаемая шероховатость поверхности Ra — 1,25 мкм. До хонингования допускается небольшая чернота шириной до 10 мм и глубиной не более 0,03 мм. Оставляемый припуск на хонингование — 0,04-0,08 мм.
Окончательная обработка цилиндров — хонингование до достижения нужного размера и шероховатости Ra = 0,32 мкм, овальности и конусности в пределах 0,02 мм. Хонингуют цилиндр в два приема. Припуск на предварительную доводку составляет 0,03-0,08 мм. На окончательную — 0,01-0,03 мм. Частота вращения хона (хонинговальной головки) около 284 об/мин. Скорость возвратно-поступательного движения — 22 м/мин при предварительной обработке и 14 м/мин при окончательной.
Хонинговальная головка, абразивные бруски которой прижимаются пружинами к стенкам цилиндра, выполняет вращательное движение вокруг своей оси и возвратно-поступательное — вдоль оси. Хонингование происходит при непрерывной подаче охлаждающей жидкости. Чаще всего керосина или керосина с 10-20 % машинного масла. В результате обработки, помимо снятия металла для доводки диаметра до нужного размера, на зеркале цилиндра образуются риски глубиной до 0,05 мм под углом 50-60 градусов друг к другу.
Цилиндр после хонингования и проверка зазора.

В этих микроуглублениях задерживается масло, необходимое для смазки колец и поршней. Точность размеров обработанного цилиндра составляет 0,005-0,010 мм. Овальность и конусность — не более 0,03 мм.
После расточки и хонингования цилиндров замеряют зазоры между стенками цилиндра и соответствующим поршнем согласно меткам на днищах поршней. Вставив поршень в цилиндр на нужную глубину и ведя замер поперек блока. При замерах необходимо следить за температурой деталей, так как при обработке цилиндр нагревается.
Контролируемые размеры цилиндров и поршней по классам.

Зазоры в паре «поршень — цилиндр» выдерживаются с высокой точностью (допуск — 0,02 мм). Так как для нормальной смазки трущихся деталей необходимо наличие между ними заданного зазора. Толщина слоя горячего масла на вертикальной металлической поверхности равна примерно 0,02 мм, а зазор должен быть вдвое больше. Отсутствие зазора не дает возможности удержать масляную пленку, и последствия этого известны: заедание, задиры и заклинивание деталей.
Контрольные величины зазоров поршневой группы блока цилиндров двигателей ВАЗ.

Зазор контролируют по перемещению поршня в цилиндре. Чистый поршень в чистом цилиндре при одинаковой температуре поршня и цилиндра не должен падать. А лишь медленно опускаться под действием собственного веса или при легком нажатии пальцем.
По материалам книги «Ремонт двигателя своими руками».
Волгин В.В.