

Клапаны проверяют на износ стержня, как указано выше, деформацию, отсутствие трещин, а также состояние фасок, которые при необходимости шлифуют. Особое внимание следует обращать на состояние выпускных клапанов, которые работают при высокой температуре и агрессивной среде отработавших газов. У выпускных клапанов сильнее страдает стержень и его торец, а на рабочей фаске в месте контакта с фаской седла образуется выработка (рис.)

Рис. Характерный износ выпускного клапан
В качестве предельных размеров под шлифование может приниматься расстояние от нижней плоскости тарелки клапана до базового диаметра (рис. 4.35) или толщина цилиндрической части тарелки клапана (от 0,5 до 2,0 мм, в зависимости от модели двигателя).
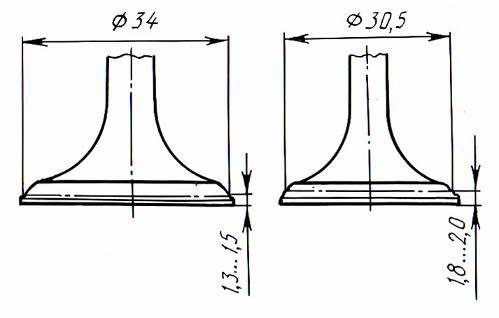
Рис.4.35. Предельные размеры клапанов под шлифовку:
а – впускной клапан; б – выпускной клапан
Предельные размеры указываются для того, чтобы при обработке не был снят слой твердого сплава, нанесенный на рабочую часть клапана. Угол шлифования фаски клапана, как правило, равен 30 или 45º . Причиной неудовлетворительной работы двигателя может быть неплотное прилегание клапанов к гнездам. Нарушение герметичности клапанов при нормальном тепловом зазоре в клапанном механизме и хорошем техническом состоянии систем питания и зажигания сопровождается потерей мощности двигателя, перебоями в его работе и характерными хлопками в глушителе. В этом случае, а также при установке новых клапанов производят притирку рабочей фаски клапана к его седлу.
Для проверки пятна контакта рабочей фаски клапана и его седла на фаску седла наносят тонкий слой свинцового сурика. Клапан устанавливают на место, после легкого прижатия к седлу снимают, затем проверяют отпечаток на его фаске (рис. 4.36).
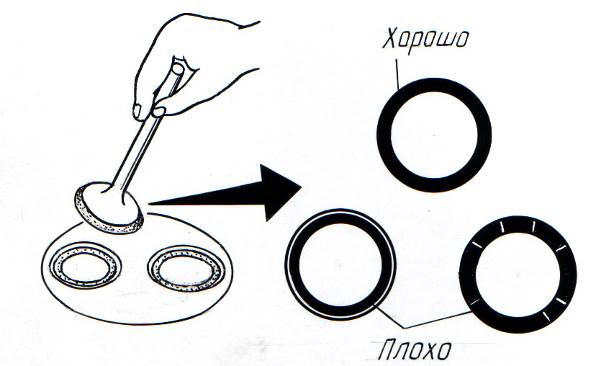
Рис. 4.36. Проверка пятна контакта по фаске клапана
При нормальном контакте этот отпечаток (пятно контакта) должен занимать всю ширину фаски и не иметь разрывов. Если обнаружены разрывы, необходимо произвести притирку клапана к его седлу.
Притирку клапанов осуществляют с помощью полировочной пасты, причем выпускные клапаны за весь срок их службы можно притирать лишь дважды. Притирка выполняется специальным устройством типа Р-177 (рис. 4.37) производства России, позволяющим совершать возвратно-поступательные и вращательные движения.
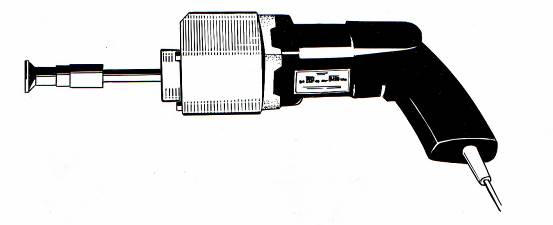
Рис. 4.37. Устройство для притирки клапанов
При отсутствии такого устройства клапан притирают, используя простейшую оправку с зажимом для фиксации стержня клапана. Для притирки под тарелку клапана сначала ставят легкую пружину и применяют карборундовую пасту средней зернистости, затем используют пасту мелкой зернистости, а в конце – чистое масло. После притирки седло клапана и его рабочая фаска должны иметь матово-серый цвет. В случае отсутствия полировочной пасты можно применять моторное масло с абразивным порошком от наждачного круга мелкой зернистости, однако качество притирки в этом случае будет хуже.
Если на рабочих фасках обнаружены значительная выработка, раковины, небольшие участки прогара, нарушающие плотность посадки клапана в седло, необходимо произвести шлифование или механическую обработку клапана. Механическая обработка выполняется с помощью специального устройства типа Р-176 (Россия), состоящего из корпуса с электродвигателем и редуктором и набора сменных головок (рис. 4.38). При отсутствии специального устройства можно использовать обычную дрель с патроном такого размера, который позволит зажать негодную к употреблению направляющую втулку клапана, которую разрезают для изготовления зажима. Дрель закрепляют горизонтально. Используя напильник с намотанной на него абразивной шкуркой, шлифуют клапан при высокой частоте вращения вала дрели. Шлифовка производится с использованием шкурки зернистости Р320, затем при доводке – Р600.
Читайте также: Инструкция по регулировке зазоров клапанов
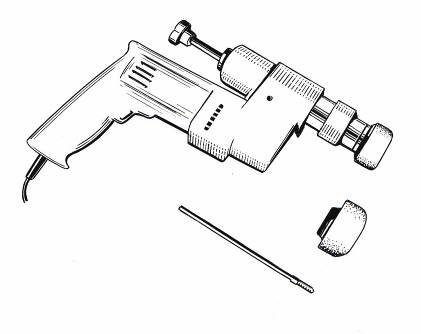
Рис. 4.38. Устройство для шлифовки клапанных гнезд
Восстанавливать фаски клапана можно вручную с помощью набора фирмы “Ньювей” (рис. 4.39). Клапан вставляют в специальное приспособление, представляющее собой корпус в сборе с конусом 30 или 45 и твердосплавными ножами.

Рис. 4.39 Приспособление и инструмент для обработки фаски клапана
Клапан ставят во втулку необходимого размера, входящую в комплект приспособления, верхнюю часть стержня клапана зажимают с помощью мягких губок в тисках. Вращением корпуса с твердосплавными ножами относительно головки клапана добиваются необходимого качества рабочей поверхности фаски.
Для шлифования рабочей фаски клапанов можно использовать настольный шлифовальный станок модели Р-186 (Россия). Стержень клапана при этом зажимают в центрирующем патроне бабки, установленной относительно плоскости шлифовального круга под углом, меньшим на 30¢ угла наклона рабочей фаски клапана. Уменьшение угла наклона рабочей фаски клапана на 30¢ по сравнению с углом наклона фаски его седла ускоряет приработку и улучшает герметичность клапана.
При осмотре клапана необходимо проверять торец его головки. В случае износа торца головки на 0,2…0,3 мм ее можно прошлифовать на станке. При износах выше указанной величины клапан выбраковывается, так как может быть снят упрочняющий слой верхней части стержня, который обычно составляет 0,5…0,7 мм.
Если клапан многократно притирали и шлифовали, это приводит к более глубокой его посадке в седле и изменению усилия клапанной пружины. Для проверки такого состояния необходимо определить высоту А выступания стержня клапана (рис. 4.40).
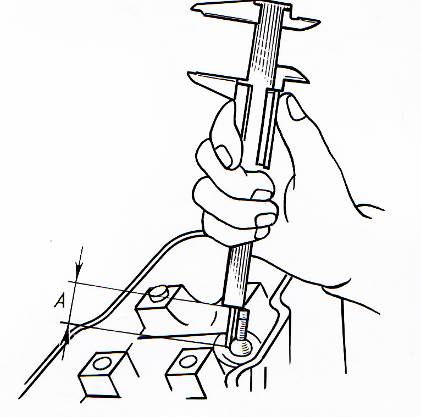
Рис. 4.40. Проверка выступания стержня клапана
Этот параметр для каждого двигателя индивидуален, но методика оценки и последующие действия для всех двигателей одинаковы. Если высота выступания стержня клапана превышает допустимое значение на 0,5…1,5 мм, под пружину клапана рекомендуется установить шайбу толщиной, обеспечивающей нормальную высоту выступания. Если высота выступания стержня клапана превышает допустимое значение более чем на 1,5 мм, следует заменить один из следующих элементов: клапан, седло клапана, головку цилиндров или все одновременно, если замена одного элемента не даст нужного результата.
Проверить герметичность клапанов можно специальным прибором, состоящим из резиновой груши и манометра. При проверке закрывают отверстия для свечей зажигания и с помощью груши создают давление 0,5 кг/см 2 . В течение по крайней мере 100 с не должно наблюдаться падения давления.
Герметичность клапанов можно проверить также с помощью керосина (бензина), налив его во впускные и выпускные полости головки цилиндров, предварительно установив под клапаны пружины. В течение минимум 3 мин утечки керосина (бензина) не должно быть. Кроме того, проверяют биение (изгиб) клапанов, которое не должно превышать 0,02 мм. Клапаны с бóльшим биением заменяют новыми. Шлифовать стержень клапана нецелесообразно, так как возникает необходимость в изготовлении новых сухарей под клапанную пружину (пружины).
Дефектовка клапанов, основные требования.

Реализовать оптимальную производительность клапанного механизма не так сложно, следует учитывать некоторые особенности о которых поговорим ниже. Клапанный механизм выполняет функцию регулирования фаз газораспределения, для наиболее эффективной работы двигателя нужно стремиться к наиболее гладкому беспрепятственному проходу топливовоздушной смеси в цилиндр, быстрому сжиганию и так же гладко отвести выхлопные газы. Клапаны осуществляют эту функцию в двигателях по-разному, имеются четкие различия между клапанами для спортивных двигателей и обычных городских. Во всяком случае некоторые стандарты в конструкции и качестве сохраняются. Для начала разберем каким требованиям должны соответствовать клапаны, а потом уже о том какие технологии применяются для гоночных моторов.
Читайте также: Клапан холостого хода бмв е34 м50б20 сименс
Дефектовка клапана


Современные высокопроизводительные впускные и выпускные клапаны, выполненные из различных материалов, имеющие различные покрытия и обработку поверхности.
При осмотре клапана особенно бывшего в работе, проверьте диаметр ножки в трех местах: около 3 см ниже кончика, в центре ножки, и в нижней части примерно 1.5см от выемки(сужения) на ножке. Таким образом проверяются все клапаны и делается запись.
Проверьте каждый клапан на биение или изгиб. Если тарелка клапана имеет более 0.025 мм биение, его следует заменить. Даже не пытайтесь выпрямить его. Биение можно проверить, поставив клапан на пару небольших V- образных блоков или специальным инструментом.
Проверка биения фаски тарелки с помощью циферблатного индикатора, клапан устанавливается на крестообразные опоры (можно изготовить из шариков подшипника) обязательно должен быть жесткий упор торца клапана, медленно вращаем клапан, наблюдаем показания индикатора. Проверяем биение самого стержня, на длине 100мм биение не должно превышать 0.015мм.Проверяется зазор в направляющей клапана, для этого необходим нутромер. Замер проводится по краям (наибольший износ именно там) примерно 3-4мм от кромки снизу и сверху, также замеряем повернув на 90 градусов. Проверяем наличие трещин и дефектов клапанов. Осматриваем визуально, для обнаружения микротрещин пользуемся методом магнитопорошковым (выпускные клапаны могут изготавливаться из специальных сталей с очень низкой магнитопроводностью) или проникающей краской. Особо внимательно следует осматривать выпускные клапаны, они постоянно находятся под действием высокой температуры, не имеют охлаждения свежей топливовоздушной смесью как у впускных клапанов, поэтому больше подвержены износу и появлению дефектов.

Измерения диаметра ножки микрометром в верхней части клапана.
Если диаметр ножки клапана выходит за допуски, или имеет небольшое биение, его можно отремонтировать. Ремонт провидится следующим образом, сначала шлифуется поверхность стержня пока не будут убраны недостатки, потом применяется хромирование или металлизация, снова шлифуется под нужный размер и конечно все это не в любом гараже, однако дешевле чем новый клапан. Если вы знаете где можно хромировать или нанести покрытие на клапаны напишите в комментариях, это может пригодится многим.
Чаще всего причиной ремонта клапанного механизма является плохая герметичность клапан/седло и в большей степени на выпускных. Можно обнаружить прогар в рабочей поверхности тарелки, его хорошо заметно, обычно место прогара имеет не металлический цвет или из-за деформации, или нарушенного зазора, возможно появление черных точек, мелкие раковины очаги прогара, в том числе и на седле клапана. Для восстановления посадочного места клапана, поверхность заново шлифуется под углом обычно в 45 градусов, хотя возможны и другие углы посадочного места, почитайте Тюнинг ГБЦ часть 2.При шлифовке посадочного места клапанной тарелки следует учитывать, что теперь клапан будет глубже садится в седле и это увеличит объем камеры сгорания, уменьшит тепловой зазор, что потребует других регулировочных шайб в некоторых случаях.
Читайте также: Как ставить распредвал ваз 2110 8 клапанов инжектор
И так как проводится шлифовка, возможны два метода. В первом случае клапан зажимается в патроне станка и вращается, стачивая поверхность об шлифовальный круг. Во втором случае клапан зажимается в патрон и вращается, стачиваясь об противоположно вращающийся шлифовальный круг. Оба этих метода обеспечивают достаточную точность, но чаще предпочтение отдается последнему.

Заточка рабочей фаски на тарелке клапана. Помните, что после проточки фаски, клапан будет глубже садится в седле и это увеличит объем камеры сгорания и следует как можно точно сохранять одинаковый объем во всех цилиндрах.

Головка двигателя Pontiac, прошла проверку глубину посадки клапана в седле. На головке нанесена маркировка в дюймах относительно первого цилиндра глубина в пределах -0.001 +0.005 дюйма
Это не последняя тема о клапанах, невозможно описать все моменты в одной статье. Общие требования к клапанам считаю достаточно раскрыты, Седло клапана в этой теме о том как заменить седла и подробнее о посадке клапана в седле. Производительность и технологии клапанов
Проверка состояния стержней клапанов и их направляющих втулок
Необходимый специальный инструмент и приспособления:
Последовательность операций:
- Клапаны, вынутые из направляющих втулок головки цилиндров, тщательно промыть и очистить от нагара и лаковых отложений. Для временного хранения очищенные клапаны вставить стержнями в отверстия специальной деревянной подставки. Также тщательно промыть и очистить от нагара и лаковых отложений головку цилиндров.
- Измерить стержни клапанов и их направляющие втулки в нескольких плоскостях и сечениях для определения степени их износа. Новые детали имеют следующие размеры: диаметр штока выпускного клапана 7,925—7,937 мм, диаметр штока впускного клапана 7,955—7,967 мм, диаметр отверстия направляющей втулки клапана 7,992—8,022 мм. Если износ стержня клапана превышает 0,02 мм, то клапан следует выбраковать. Если износ направляющей втулки превышает 0,08 мм, то втулку необходимо заменить.
- Измерить диаметральный зазор между стержнем клапана и направляющей втулкой, укрепив на головке цилиндров индикатор со шкалой, имеющей цену деления в 0,01 мм.
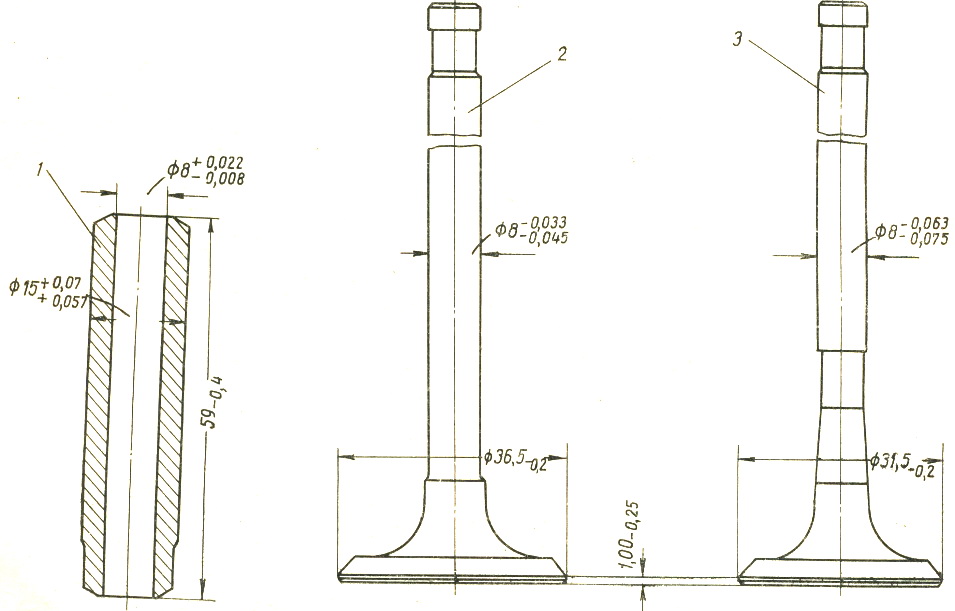
Рис. Основные размеры клапанов и направляющей втулки:
1 — направляющая втулка клапана; 2 — впускной клапан; 3 — выпускной клапан
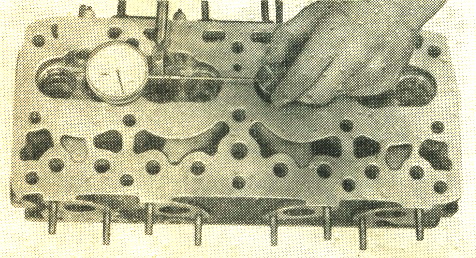
Рис. Измерение диаметрального зазора между стержнем клапана и направляющей втулкой
При измерении зазора клапан должен быть выдвинут из направляющей втулки так, чтобы торец его стержня был заподлицо с торцом направляющей втулки. При покачивании клапана в направлении к индикатору и обратно индикатор укажет значение диаметрального зазора между стержнем клапана и направляющей втулкой, увеличенное в 2,8 раза. Зазор не должен превышать 0,1 мм для впускного и 0,15 мм для выпускного клапана.
Величина диаметрального зазора является критерием для решения вопроса о целесообразности дальнейшего использования в двигателе данного клапана и его втулки. В ряде случаев для обеспечения указанных выше зазоров или приближения к зазорам нового двигателя может потребоваться замена клапана или направляющей втулки, либо замена обеих этих деталей одновременно.