

Конструкция любого двигателя внутреннего сгорания, включая моторы ВАЗ 2109 на 8 клапанов, предусматривают наличие следующих компонентов:
- Камера сгорания;
- Клапанный механизм;
- Отлитые магистрали;
- Выпускные коллекторы;
- Впускные коллекторы.
Если выполнить расточку и откорректировать текущее состояние коллектора и каналов ГБЦ, можно повысить коэффициент наполнения цилиндров, что ведет к повышению отдачи, мощности двигателя. Не редко доработку выполняют как завершающий этап по увеличению объема ДВС.

Объект доработки
- Цели доработки
- Инструменты
- Расточка коллекторов
- Расточка выпускных и впускных каналов ГБЦ
- Важные нюансы
- Завершающий этап
- Доработка ГБЦ на ВАЗ 2109 (8 клапанов)
- Цели доработки
- Инструменты
- Расточка коллекторов
- Расточка выпускных и впускных каналов ГБЦ
- Важные нюансы
- Завершающий этап
- ГБЦ ВАЗ 2108-2109
- Доработка ГБЦ ВАЗ 2108-2109
- Ремонт ГБЦ ВАЗ 2108
Цели доработки
Доработка ГБЦ выполняется для достижения следующих целей:
- Немного увеличить диаметр;
- Удалить дефектные литьевые участки;
- Откорректировать радиусы скругления;
- Отполировать каналы.
Геометрия коллекторов вместе с магистралями ГБЦ в процессе доработки изменяется. При неправильно выполненной работе можно не просто не добиться желаемого повышения мощности, но также потерять эффективность работы мотора, привести к его быстрому износу, поломкам.

Инструменты
Чтобы выполнить процедуру расточки каналов ГБЦ, вам потребуется:
- Шаровой фрез, соответствующий нужному диаметру расточки (29, 31, 32 миллиметра);
- Наждачная бумага;
- Шарошки;
- Дрель;
- Штангенциркуль;
- Шланг меньшего диаметра по сравнению с расточенным каналом.
Расточка коллекторов
Чтобы доработать коллекторы, необходимо выполнить два основных этапа работы.
Получить необходимый диаметр каналов в результате выполнения фрезерной обработки коллекторов
Отполировать тракт при помощи специальных инструментов и приспособлений. Для этого необходимо на шланге закрепить наждачную бумагу средней зернистости, а шланг насадить на дрель. За счет вращений насадки внутри расточенного канала достигается необходимый эффект
При выполнении данной операции самым главным является сохранение штатного расположения оси каналов и формы сечения проточной части.

Работа инструментом
Дорабатывая коллекторы, соблюдайте несколько важных правил.
- Перед началом расточки коллектора ГБЦ обязательно точно определите расположение коллекторов относительно головки блока цилиндров. Для этого нужно установить пару штифтов.
- Диаметр отверстия впускного трубопровода можно делать меньше на 1-1,5 миллиметра, чем диаметр ответных окон в головке. Во многом из-за этого многие владельцы ВАЗ 2109 отказываются от расточки коллекторов.
- Отверстия выпускного коллектора по диаметру могут быть равными или больше, чем диаметр ответных трактов ГБЦ на 1-1,5 миллиметра.
Расточка выпускных и впускных каналов ГБЦ
Прежде чем приступить к созданию новой геометрии впускных и выпускных каналов, запомните, что по результатам расточки она обязательно должна оказаться соосной с коллекторами, которые вы уже обработали.
Чтобы соблюсти данное условие, необходимо состыковать трубопровод с ГБЦ и по полученным следам задать необходимую геометрию путем расточки. Для получения четкой метки используйте солидол или пластилин, которым обрабатывается торец ГБЦ.
Расточка каналов ГБЦ должна быть направлена на получение следующих диаметров.
Диаметр канала
Тракт в головке блока обрабатывается с соблюдением следующей последовательности:
- Растачивается фрезером со стороны коллектора до втулки под клапан;
- Расточка ведется со стороны камеры сгорания. Убедитесь, что седла для новых клапанов установлены;
- Расточка геометрии при помощи шарошек различной конфигурации;
- Шлифовка каналов.

Обработка поверхностей
Важные нюансы
Прежде чем приступить к работе по обработке впускных и выпускных каналов ГБЦ, обратите внимание на несколько важных рекомендаций специалистов:
- Дополнительно обрабатывать, доводить до совершенства внутренние поверхности впускных каналов не обязательно при помощи наждачки. Получаемые в результате фрезеровки дефекты на поверхности будут способствовать скапливанию капель бензина и его испарению;
- Обрабатывая впускной канал четвертого цилиндра, вы обязательно вскроете канал масляной системы. В него потребуется установить выточенную в соответствии с размерами втулку;
- Дорабатывая каналы, пристальное внимание обратите на соблюдение диаметров. Выполнив отверстия больше положенных размеров, вы рискуете вскрыть рубашку охлаждения, которая проходит рядом. Если это сделать, ваша ГБЦ окажется непригодной для дальнейшего использования.
Установить втулку в четвертном впускном канале нужно обязательно. В противном случае вы оставите один на один тонкую алюминиевую стенку с давлением масла при работающем двигателе. Прорыв такой стенки окажется неизбежен.
Завершающий этап
На завершающем этапе доработки ГБЦ вам потребуется установить на торец головки блока новую прокладку и доработать ее в соответствии с расточкой.
При расточке каналов головки блока цилиндров на автомобилях ВАЗ 2109 с 8 клапанным двигателем необходимо заменить все клапана на аналогичные элементы, только большего размера с обязательным сохранением соотношения — диаметр впускного канала должен составлять 0,75 от диаметра выпускного канала. В основном используют пару на 39 и 34 миллиметра, хотя можно задействовать 34 и 41 мм.
Обязательно выполните доработку фасок и седел клапанов.
Доработка головки блока — это достаточно сложный, трудоемкий процесс, который потребует повышенной концентрации и осторожности в ваших действиях. В связи с этим рекомендуем обращаться к профессионалам, либо выполнять такую работу своими руками, получив предварительно необходимые знания.
Доработка ГБЦ на ВАЗ 2109 (8 клапанов)
Конструкция любого двигателя внутреннего сгорания, включая моторы ВАЗ 2109 на 8 клапанов, предусматривают наличие следующих компонентов:
- Камера сгорания;
- Клапанный механизм;
- Отлитые магистрали;
- Выпускные коллекторы;
- Впускные коллекторы.
Если выполнить расточку и откорректировать текущее состояние коллектора и каналов ГБЦ, можно повысить коэффициент наполнения цилиндров, что ведет к повышению отдачи, мощности двигателя. Не редко доработку выполняют как завершающий этап по увеличению объема ДВС.
Цели доработки
Доработка ГБЦ выполняется для достижения следующих целей:
- Немного увеличить диаметр;
- Удалить дефектные литьевые участки;
- Откорректировать радиусы скругления;
- Отполировать каналы.
Геометрия коллекторов вместе с магистралями ГБЦ в процессе доработки изменяется. При неправильно выполненной работе можно не просто не добиться желаемого повышения мощности, но также потерять эффективность работы мотора, привести к его быстрому износу, поломкам.

Инструменты
Чтобы выполнить процедуру расточки каналов ГБЦ, вам потребуется:
- Шаровой фрез, соответствующий нужному диаметру расточки (29, 31, 32 миллиметра);
- Наждачная бумага;
- Шарошки;
- Дрель;
- Штангенциркуль;
- Шланг меньшего диаметра по сравнению с расточенным каналом.
Расточка коллекторов
Чтобы доработать коллекторы, необходимо выполнить два основных этапа работы.
Получить необходимый диаметр каналов в результате выполнения фрезерной обработки коллекторов
Отполировать тракт при помощи специальных инструментов и приспособлений. Для этого необходимо на шланге закрепить наждачную бумагу средней зернистости, а шланг насадить на дрель. За счет вращений насадки внутри расточенного канала достигается необходимый эффект
При выполнении данной операции самым главным является сохранение штатного расположения оси каналов и формы сечения проточной части.
Дорабатывая коллекторы, соблюдайте несколько важных правил.
- Перед началом расточки коллектора ГБЦ обязательно точно определите расположение коллекторов относительно головки блока цилиндров. Для этого нужно установить пару штифтов.
- Диаметр отверстия впускного трубопровода можно делать меньше на 1-1,5 миллиметра, чем диаметр ответных окон в головке. Во многом из-за этого многие владельцы ВАЗ 2109 отказываются от расточки коллекторов.
- Отверстия выпускного коллектора по диаметру могут быть равными или больше, чем диаметр ответных трактов ГБЦ на 1-1,5 миллиметра.
Расточка выпускных и впускных каналов ГБЦ
Прежде чем приступить к созданию новой геометрии впускных и выпускных каналов, запомните, что по результатам расточки она обязательно должна оказаться соосной с коллекторами, которые вы уже обработали.
Чтобы соблюсти данное условие, необходимо состыковать трубопровод с ГБЦ и по полученным следам задать необходимую геометрию путем расточки. Для получения четкой метки используйте солидол или пластилин, которым обрабатывается торец ГБЦ.
Расточка каналов ГБЦ должна быть направлена на получение следующих диаметров.
Диаметр канала
Тракт в головке блока обрабатывается с соблюдением следующей последовательности:
- Растачивается фрезером со стороны коллектора до втулки под клапан;
- Расточка ведется со стороны камеры сгорания. Убедитесь, что седла для новых клапанов установлены;
- Расточка геометрии при помощи шарошек различной конфигурации;
- Шлифовка каналов.
Важные нюансы
Прежде чем приступить к работе по обработке впускных и выпускных каналов ГБЦ, обратите внимание на несколько важных рекомендаций специалистов:
- Дополнительно обрабатывать, доводить до совершенства внутренние поверхности впускных каналов не обязательно при помощи наждачки. Получаемые в результате фрезеровки дефекты на поверхности будут способствовать скапливанию капель бензина и его испарению;
- Обрабатывая впускной канал четвертого цилиндра, вы обязательно вскроете канал масляной системы. В него потребуется установить выточенную в соответствии с размерами втулку;
- Дорабатывая каналы, пристальное внимание обратите на соблюдение диаметров. Выполнив отверстия больше положенных размеров, вы рискуете вскрыть рубашку охлаждения, которая проходит рядом. Если это сделать, ваша ГБЦ окажется непригодной для дальнейшего использования.
Установить втулку в четвертном впускном канале нужно обязательно. В противном случае вы оставите один на один тонкую алюминиевую стенку с давлением масла при работающем двигателе. Прорыв такой стенки окажется неизбежен.
Завершающий этап
На завершающем этапе доработки ГБЦ вам потребуется установить на торец головки блока новую прокладку и доработать ее в соответствии с расточкой.
Обязательно выполните доработку фасок и седел клапанов.
Доработка головки блока — это достаточно сложный, трудоемкий процесс, который потребует повышенной концентрации и осторожности в ваших действиях. В связи с этим рекомендуем обращаться к профессионалам, либо выполнять такую работу своими руками, получив предварительно необходимые знания.
ГБЦ ВАЗ 2108-2109
Содержание статьи:
Доработка ГБЦ ВАЗ 2108-2109

Одним из действенных способов поднятия мощности поршневого мотора является доработка головки блока цилиндров.
Для начала выясним, каким образом манипуляции с ГБЦ могут повлиять на мощностные характеристики двигателя. Как известно, крутящий момент, а значит и мощность, развиваемые двигателем при определённых оборотах, напрямую зависят от коэффициента наполнения цилиндров рабочей смесью. Увеличивая наполнение, улучшаем мощностные показатели двигателя. Более того, смещая полку крутящего момента в более высокие обороты, получаем пропорциональное росту оборотов увеличение мощности. А крутящий момент, как известно, зависит от двух основных факторов — рабочего объёма и коэффициента наполнения цилиндров. И если рабочий объём у нас уже увеличен до определённого предела, то остаётся работать именно с наполнением. Для этих целей и используются распредвалы с увеличенными подъёмами клапанов и расширенными фазами впуска/выпуска. Однако этого недостаточно. Головка блока цилиндров стандартного двигателя далека от идеала в силу технологических и экономических причин при их массовом производстве, поэтому требует доработки для более полной реализации потенциала мотора. Так куда же «пропадает» мощность двигателя и что необходимо исправить, дабы высвободить её.
1. Стыковка коллекторов и ГБЦ
Первое, что бросается в глаза — это неточная стыковка отверстий каналов коллекторов и ГБЦ. Любые «ступеньки» в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на некоторых двигателях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно пренебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые «обратные ступеньки» на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
Читайте также: Клапан для смазки под давлением
2. Доработка каналов
Заглянув во впускные/выпускные каналы ГБЦ, понимаем, что и там всё совсем плохо: ломаная местами форма узких каналов, приливы литья под направляющие втулки клапанов, сами втулки, выступающие в канал.
При помощи шаровых фрез различных размеров и форм производится обработка каналов — увеличение проходного сечения, удаление неровностей и выступающих частей, изменение формы канала. Изгиб канала должен быть как можно более плавным с соблюдением определённых радиусов кривизны. Поверхность впускных каналов должна быть немного шероховатой, что положительно влияет на испаряемость бензина со стенок канала (это в большей степени влияет на работу карбюраторных двигателей). Выпускной же канал можно полировать до зеркала, хотя разница в работе двигателя вряд ли будет заметна, в отличии от затраченных усилий. Сечение канала в идеале непостоянно и не является правильным кругом. Так, «правильный» впускной канал должен быть немного эллипсным в сечении и незначительно расширяться перед седлом клапана в виде «бочки», тогда как остальная часть канала, в том числе и во впускном коллекторе, должна плавно сужаться по направлению потока. Однако большинство этих ньюансов зачастую не попадает в объём работ по доработка ГБЦ в тюнинг-ателье, т.к. значительно увеличивают стоимость доработок.
При увеличении диаметра каналов нужно знать меру, т.к. можно ненароком впильться в канал рубашки охлаждения или маслоканал. ГБЦ классических моторов позволяет значительно и относительно безопасно увеличивать диаметр каналов, тогда как при увеличении каналов ГБЦ восьмиклапанных двигателей переднеприводных ВАЗов неизбежны проблемы. В частности при расточке одного из впускных каналов практически неизбежно вскрытие маслоканала (если он не вскрыт при расточке, значит канал расточен совсем незначительно или маслоканал прикрыт лишь тоненьким слоем алюминия и может быть прорван давлением масла на работающем двигателе. Это не является «косяком» доработщика канала, т.к. это конструктивная особенность ГБЦ. Маслоканал предварительно втулится стальной втулкой (не самый удобный вариант), либо втулится стальной или алюминиевой втулкой после вскрытия и/или заваривается под аргоном. В 16-клапанных головках 2112 немудрено впилиться в рубашку охлаждения, если слишком увлечься и не знать «тонких» мест канала. В общем, соблюдайте правило «не зная броду — не лезь в воду» и лучше доверяйте подобные операции более опытным и профессиональным людям, либо предварительно потренируйтесь на «убитых» ГБЦ.
Прежде чем приступать к расточке каналов, определите с чего начать — ГБЦ или коллектора. Если планируется значительное увеличение диаметра каналов, то начинать лучше там, где их стенки тоньше и уже по форме и положению этих каналов растачивать сопредельные детали с более толстыми стенками. Это делается для того, чтобы снизить риск вскрытия канала при последующем совмещении ГБЦ и коллектора. На «классике», где каналы ГБЦ обладают достаточным запасом толщины, имеет смысл начинать расточку с коллектора.
Выступающие в каналы части направляющих втулок клапанов также подвергаются доработке для уменьшения создаваемых ими помех. Зачастую их укорачивают и/или заостряют — это ресурсный и вполне эффективный способ. В некоторых случаях втулки стачивают заподлицо со стенкой канала, как бы «под корень». Это наиболее выгодный с точки зрения пропускной способности канала способ, но он снижает ресурс направляющих, и без того не очень высокий на форсированных моторах.



3. Клапаны и сёдла
Как и всё остальное, их заводское воплощение зачастую не выдерживает критики. Направлений доработок два: уменьшение веса и увеличение пропускной способности.
Для облегчения клапан перетачивается или перешлифовывается. Лишний металл снимается с обоих сторон тарелки клапана — с лицевой стороны за счёт небольшой выемки в тарелке, а с тыльной стороны за счёт уменьшения радиуса перехода стержня клапана в тарелку, а также утоньшения самой тарелки. Сам стержень клапана тоже утоньшается. Вариант без замены втулок — утоньшение ножки клапана на участке от тарелки до направляющей втулки. Большего облегчения можно добиться при уменьшении диаметра всей ножки, однако это потребует замены направляющих втулок на нестандартные с меньшим диаметром отверстия под клапан. Так, например, уменьшение диаметра ножки клапана с 8 мм (восьмиклапанные моторы ВАЗ) до 7 мм снижает массу самого стержня (только стержня) на 23,5%, к тому же на 12.5% уменьшает профиль клапана, увеличивая пропускную способность канала. Клапаны 16-клапанных моторов ВАЗ изначально имеют диаметр стержня 7мм. Для сравнения, клапаны некоторых гоночных моторов на базе ВАЗ 2112 имеют ножку толщиной всего 5мм, однако эти клапаны с трудом выдерживают даже незначительные боковые нагрузки.
В деле облегчения особняком находятся клапаны из титано-алюминиевого сплава. Поразительная лёгкость (на 40% легче аналогичных стальных, т.е. почти в два раза) сочетается с некоторыми неприятными особенностями. Первая из них — достаточно высокая стоимость клапанов, значительно превосходящая стоимость обыкновенных стальных клапанов известных производителей. Вторая, и куда более коварная — хрупкость титана, которая ставит определённые требования к жесткости клапанных пружин и материалу сёдел клапанов. Пружины зачастую остаются штатными, либо дополнительно прослабляются, благо что лёгкость клапана позволяет компенсировать недостаток усилия пружины. Сёдла настоятельно рекомендуется заменять на бронзовые, из специальной жаропрочной бронзы — более мягкая в сравнении с чугуном бронза уменьшает «отскок» клапана при закрытии и гасит ударные нагрузки. Третья — титан ни с одним из конструкционных материалов не составляет требуемой пары трения, что приводит к необходимости применения специальных покрытий клапана на основе керамики, например карбида титана. Это тоже вносит свою лепту в стоимость клапана.
Для увеличения пропускной способности клапана изменяется профиль тарелки, рабочих и дополнительных фасок клапана. Рабочие фаски делают уже, угол впускных меняют на 30 градусов, а выпускных на 45 градусов (в большинстве случаев фаски везде 45 град.), нарезают дополнительные фаски в местах перехода рабочей фаски в тарелку клапана. Подобные доработки на стандартных восьмиклапанных двигателях ВАЗ дают прирост порядка 5-6%.
Дальнейшим этапом на пути увеличения пропускной способности клапанов является их замена на увеличенные. При этом можно пойти двумя путями:
1) установка увеличенных клапанов без замены сёдел. Размеры штатных сёдел позволяют некоторое увеличение своего внутреннего диаметра и диаметра рабочей фаски, что увеличивает его пропускную способность. На некоторых ГБЦ в большей, на некоторых — в меньшей степени. Разумеется, что это требует также увеличенных в диаметре клапанов. Из отечественных двигателей относительно широко практикуется на 16-клапанных ГБЦ 2112;
2) установка увеличенных клапанов с заменой сёдел. Родные сёдла вырезаются, изготавливаются новые, увеличенного размера. Нарезаются все необходимые фаски и ставятся клапаны, ещё большего, чем в первом способе, размера. Сёдла изготавливаются в основном из жаропрочного чугуна. На двигателях сверхвысокой форсировки нередко применяют сёдла из специальной бронзы, т.к. она лучше чугуна отводит тепло от клапана, но их ресурс значительно уступает чугунным. Следует помнить, что запресовка сёдел, это очень ответственная работа, так как не редки случаи «выпадания» во время работы двигателя сёдел, запресованных без соблюдения необходимой технологии. Этот способ наиболее распространён, хотя и дороже первого, т.к. более эффективен в плане полученного результата и фактически безальтернативен для 8-клапанных ГБЦ двигателей ВАЗ.
Клапаны обычно подбираются от иностранных двигателей, хотя в спорте могут изготавливаться и с нуля. Прибавка мощности для восьмиклапанных двигателей ВАЗ при этом может составлять 8-10% в зависимости от степени подготовки ГБЦ.
Для сравнения приведу некоторые данные по устанавливаемым клапанам на двигатели ВАЗ:
— ВАЗ 2101-2107, 21213 — клапаны от 39*34 до 42*35. Используются клапаны от 2-х литровых 8-клапанных двигателей Ford Sierra (а так же от старых моделей двигателй Mercedes и некоторых других);
— ВАЗ 2108-11 — клапаны от 39*34 до 41*34. В основном используются клапаны от моторов BMW и другие.
— ВАЗ 2112 — клапаны от 31*27 до 33*29. Применяются клапаны от 16-клапанных моторов VW, Audi, Opel (последние с 6мм ножкой, что требует замены направляющих клапанов на другие).
Приведённые примеры размерности клапанов являются наиболее распространёнными для отечественных двигателей, но не единственно возможными. Поэтому Вы можете столкнуться с задачей подбора или определения необходимых размеров тарелок клапанов. Наиболее оптимальным для атмосферных двигателей является соотношение пропускной способности каналов в районе седел, напрямую связанной с площадью тарелок, примерно как 4/3, т.е. площадь выпускного клапана должна составлять примерно 75% от площади впускного.
Можно сравнить этот показатель у наиболее распространённых вариантов:
39*34 — 76%
40*34 — 72.3%
41*35 — 72.9%
31*27 — 75.9%
33*29 — 77.2%
Как я уже говорил, это характерно для атмосферных двигателей. Двигатели с наддувом или впрыском закиси азота нуждаются в увеличении выпускных клапанов, т.к. производят очень много отработавших газов в сравнение с объёмом поступившей смеси. Клапаны специально под такие моторы могут соотноситься как 90% и даже более.
Сёдла, соответственно так же дорабатываются, как по размеру, так и по форме. Диаметр внутреннего отверстия седла диктуется размером клапана и формой его фасок. На самих сёдлах фаску делают так же трёхгранной (вместо одиночной на многих серийных моторах), а более форсированных вариантах — радиусной. Ширина рабочей фаски при этом так же уменьшается.


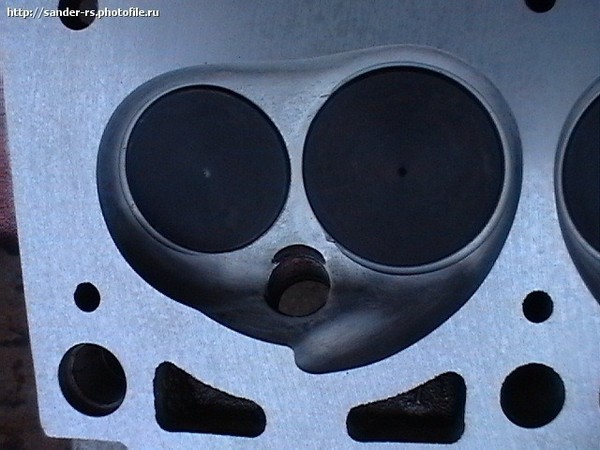
4. Форма камеры сгорания
Направления работ три:
1) снижение риска возникновения детонации (обычно при одновременном повышении СЖ);
2) улучшение наполнения цилиндра;
3) создания условий для более благоприятного распределения смеси по камере сгорания, её лучшему перемешиванию и возгоранию.
Начнём с первого. Детонация — это самопроизвольное воспламенение топливо-воздушной смеси, носящее взрывной характер (скорость распространения фронта пламени от 800 до 2400 м/с, тогда как при обычном воспламенении от свечи зажигания скорость составляет всего до 80 м/с) и сопровождаемое резким повышением температуры и давления в камере сгорания. Это является сильной нагрузкой на поршни и поршневые кольца, камеры сгорания, детали КШМ. Детонация определяется по характерным металлическим звукам, являющимся распространяющимися по двигателю ударными волнами детонационных взрывов. Последствия её постоянного проявления весьма печальны — прогоревшие поршни, поломанные перегородки между кольцами и сами кольца, повреждённые стенки КС, изношенные вкладыши и микротрещины шатунов. Более того, детонация снижает мощность двигателя, т.к. нарушает оптимальный режим сгорания смеси и роста давления в цилиндре. Детонация может проявляться как до зажигания от свечи, так и после него. В первом случае это происходит из-за высокой степени сжатия или коэффициента наполнения цилиндра, высокой температуры топливно-воздушной смеси или наличии в камере сгорания перегретых элементов (калильное зажигание тоже из-за перегретых элементов происходит, но это не детонация). Все эти факторы вместе или по отдельности могут создать условиях, когда давление и температура смеси в конце такта сжатия будет настолько высокой, что она сдетонирует ещё до появления искры зажигания. Тут по большой части проблема не в доработке ГБЦ, а в неверном выборе степени сжатия или октанового числа топлива, поэтому нам в рамках данной статьи этот аспект не очень интересен. А вот во втором случае (после зажигания) детонация может появляться и по другим причинам. Очагами детонации при этом обычно являются наиболее удалённые от свечи зажигания участки камеры сгорания, особенно участки с локальным перегревом. Объяснение довольно просто — при возгорании смеси от свечи зажигания начинает распространяться фронт горения с относительно невысокой скоростью (до 80 м/с), одновременно с этим нарастает давление в камере сгорания. В таких условиях излишне удалённая от свечи часть топливо-воздушной смеси может самовоспламениться от компрессии прежде, чем фронт горения дойдёт до этого участка. А если участок камеры сгорания перегрет, то это ещё больше способствует компрессионному самовоспламенению.
Отсюда понятны и пути решения проблемы. Во-первых, необходимо исключить или свести до минимума работы с КС, увеличивающие радиус распространения фронта горения. Именно по этой причине 16-клапанные ГБЦ со свечой в центре КС могут работать со значительно более высокой степенью сжатия при равном наполнении цилиндра и октане топлива, чем 8-клапанные ГБЦ с клиновидной КС, где свеча находится у края цилиндра (2101, 2108). Во-вторых, нужно минимизировать количество потенциальных участков КС с локальным перегревом. Поскольку такими участками являются острые кромки и углы камер сгорания, необходимо максимально сгладить их поверхность, удалить погрешности литья, отшлифовать и отполировать поверхность камер (тем более, что полировка до зеркального блеска стенок КС и донышка поршня даёт до 5% дополнительной мощности практически из воздуха, всего лишь за счёт снижения тепловых потерь). Сразу обращу внимание на один момент — многие любители под флагами «Спилим все острые углы в камере!» на 8-клапанных ГБЦ 2101 и 2108 стачивают под ноль ступеньку в КС напротив свечи зажигания, превращая тупой и короткий «клин» камеры сгорания в длинный и острый. Делать этого категорически нельзя по двум причинам:
1) появляется узкая область камеры сгорания, максимально удалённая от свечи зажигания — т.е. идеальный рассадник детонации.
2) пропадает вытеснитель (образованный плоскостью ГБЦ от края цилиндра до этой «ступеньки»), который неглупые инженеры АвтоВАЗа специально там делали для выталкивания смеси, находящейся в противоположном от свечи крае цилиндра, на эту самую свечу с высокой скоростью, что гомогенизирует смесь, улучшает сгорание и снижает риск детонации.
Второе и третье направления работ — куда как загадочней и туманней, т.к. они подчиняются законам газодинамики, более сложным, нежели мы можем наблюдать при движении газовой смеси в канале ГБЦ. Какие-либо общие рекомендации здесь дать очень непросто, т.к. каждый тип камеры сгорания уникален в смысле механизма этих процессов, а значит и применяемые решения могут различаться кардинально. Касательно наполнения цилиндра, можно дать некоторые общепринятые решения, которые в принципе применимы везде. Во-первых обратите внимание на форму камеры сгорания вокруг клапанов, особенно впускных. На ГБЦ ВАЗовских двигателей с клиновидной формой камер сгорания (8-клапанные моторы всех модификаций) отчётливо видно, что большой сегмент клапанной щели «экранирован» отвесными стенками камеры сгорания, т.е. значительная часть потока рабочей смеси при попадании в КС вынуждена преодолевать не только узкую клапанную щель, но и щель, образуемую кромкой тарелки клапаны с окружающими его стенками камеры. Это отнюдь не прибавляет мощности двигателю. Особенно хорошо это заметно при установке увеличенных клапанов. Для борьбы с этим объём камеры сгорания расширяется вокруг клапана. При проведение этой операции нелишним будет определение критических направления потока. Так, в упомянутых выше ВАЗовских восьмиклапанниках значительная масса поступающей смеси проходит через сегмент клапанной щели в районе свечи зажигания, поэтому данному участку необходимо уделять более пристальное внимание. Сопряжение вертикальных стенок КС с её дном вокруг клапана нужно делать радиусным, как можно более плавным, чтобы минимизировать паразитные завихрения. Всевозможных колодцев и ступенек вокруг сёдел клапанов не должно быть. Седло клапана может находиться в некотором коническом углублении. Угол конусности этой воронки влияет на пропускную способность клапанной щели при определённых значениях подъёма клапана. Разумеется, относительно плоскости дна КС угол наклона стенки воронки должен быть очень острым, не более 30 градусов. Ещё лучше, если стенка этой воронки будет радиусной выпуклой. Аналогично можно обработать и сами сёдла — вместо трёх плоских делается одна радиусная фаска. Однако требования к соблюдениям зазоров клапанов при этом становятся куда жёстче. ГБЦ 2112, как и большинство ГБЦ с 4-мя клапанами на цилиндр, изначально имеет более развитую форму камеры сгорания — полусферическую — это практически отменяет возможность какой-либо её серьёзной доработки. В этом случае убираются только огрехи серийного производства.
С наполнением в общих чертах разобрались, осталось понять что и как влияет на процесс гомогенизации смеси и условия её возгорания. Пожалуй, это самое сложное в доработке ГБЦ. Дело в том, что эффективность всех остальных доработок довольно просто проверить на специальных продувочных стендах. Любые изменения формы и размеров каналов, клапанов и камер сгорания непременно отразятся на пропускной способности системы «канал-клапан-камера сгорания» и будут зафиксированы прибором. Однако то, о чём идёт речь, таким образом измерить невозможно. Об эффективности подобных доработок можно судить по снятой ВСХ двигателя, но это крайне неудобно и неточно (доработал — собрал двигатель — настроил — замерил — разобрал — переделал — собрал — настроил — замерил — получил другой результат, который на самом деле может быть следствием немного отличной сборки и/или настройки). Об этом можно судить косвенно, например, на впускных клапанах некоторых ГБЦ (речь не об отечественных двигателях) отчётливо видны следы завихрения впускного потока, отмеченные характерной спиралью. Такое завихрение обеспечивает хорошее перемешивание смеси, а значит и её более эффективное сгорание. В рамках этой статьи я не буду говорить о конкретных решениях по нескольким причинам:
— на эту тему до сих пор пишутся диссертации и защищаются докторские, а мое образование не позволяет рассуждать об этом достаточно компетентно;
— подобные решения являются достижениями и опытом некоторых спортивных команд, тюнинг-ателье и отдельных мотористов, которыми они дорожат и не стремятся распространять как и любой обладатель ценной интеллектуальной собственности.
Читайте также: Клапана с гбо как часто регулировать клапана





5. Пружины клапанов ГБЦ ВАЗ 2108
Жёсткость штатных пружин рассчитывается под нормальные условия работы конкретного двигателя, т.е. на работу с серийным распредвалом при относительно невысоких оборотах, хотя и делаются с достаточным запасом прочности. Так, клапаны классических моторов начинают зависать на оборотах более 7000, двигателей семейства 21083 — несколько позже, двигатели 2112 — вообще больше страдают не от недостаточной жёсткости пружин, а от неспособности гидрокомпенсаторов адекватно работать свыше 7500-8000 об/мин. С одной стороны обороты достаточно высокие, но ведь это только для штатных распредвалов. Чем выше подъём клапана, тем большую работу должна проделать пружина при его закрытии. Это снижает порог зависания клапанов и при определённых условиях может нарушить работу ГРМ как раз на тех оборотах, куда смещается точка максимальной мощности двигателя при замене распредвала на более верховой. Способов борьбы с зависанием клапанов несколько:
— облегчение самих клапанов, о чём писалось выше;
— облегчение или замена на более лёгкие рокеров/толкателей клапанов;
— облегчение или замена на более лёгкие верхних тарелок клапанных п;
— увеличение жёсткости пружин
Сейчас обсудим именно последние два пункта. Самый примитивный способ, подходящий в некоторых случаях — увеличение преднатяга штатной пружины. Достигается путём подкладывания шайб под пружину. Увеличивается усилие на пружине, но уменьшается свободный ход. Для распредвалов с большим подъёмом и более жёсткими требованиями к усилиям на пружинах такой способ уже не пригоден. Как правило с этим сталкиваются при установке спортивных распредвалов. Очень бльшой подъём кулачка требует соответствующего хода пружины, а обороты, на которых двигатель с подобным распредвалом должен развивать максимальную мощность, значительно превышают порог зависания клапанов на штатных пружинах. В этом случае пружины меняют на более жёсткие и с большим ходом сжатия. Вариантов очень много, ставятся и отечественные пружины производства Ижмаш, и гораздо более дорогие Schrick, и штатные клапанные пружины с иностранных двигателей.
Для ГБЦ двигателей 2108 широко используются следующие схемы:
— замена внутренней пружины на усиленную (Schrick, иномарки)
— замена обеих пружин на усиленные (Schrick в основном)
— замена обеих пружин одной усиленной (Schrick, BMW)
Для некоторых пружин требуется изготовление новых тарелок клапанных пружин.
Для ГБЦ 2112 свойственен обычно только один способ:
— замена штатной пружины (на 2112 она одна на клапан) на усиленную (Schrick, отлично подходят штатные пружины с мотора Opel C20XE с оригинальными тарелками)
Для ГБЦ двигателей классического семейства характерны решения, применяемые для ГБЦ 2108. При этом нередко использование тех же самых пружин и тарелок, что и на ГБЦ 2108.
Замена пружин порой необходима для увеличения максимально допустимого подъёма клапана, т.е. используются пружины с увеличенным ходом.
Следует также учитывать, что увеличение жёсткости пружин должно быть последним из средств повышения порога зависания клапанов, т.к. более жёсткие пружины увеличивают нагрузки на клапаны, тарелки, распредвал.
Говоря об облегчении тарелок клапанных пружин, мы можем делать такие же выводы, как и при облегчении клапанов, т.к. в работе они составляют вместе одну инерционную массу. Чем меньше эта масса, тем меньшее усилие клапанной пружины требуется для нормальной работы деталей ГРМ на повышенных оборотах, а во всех остальных режимах пропорционально снижаются нагрузки на распредвал и другие детали. Самый простой вариант облегчения — переточка штатных тарелок — недорогой, но не особо эффективный способ. Другой вариант, изготовление новых легкосплавных тарелок, гораздо более продуктивен. Они могут быть изготовлены из дюрали (сплав Д16Т) или титана. Алюминиевый сплав легче (дюралевая тарелка 2101 на 15 гр. легче штатной, т.е. в 2,5 раза) и относительно недорог, но не стоит увлекаться с её облегчением — тонкая дюралевая тарелка может выйти недостаточно прочной и при высоких подъёмах клапана с большими усилиями на пружинах эти тарелки могут деформироваться. Однако при соблюдении чувства меры получаются очень прочные изделия (на испытаниях наша дюралевая тарелка разрушилась при нагрузке более 1500 кг, и при этом не выпустила клапана с сухариком, т.е. не стала бы на двигателе причиной его смерти, тогда как максимальное статическое усилие спортивной пружины Schrick составляет около 100 кг). Титановые тарелки немного легче, т.к. материал прочнее и позволяет сделать тарелку более тонкой, но при этом по прочности уже вряд ли превосходит дюралевую (кроме ситуации, когда у тарелок одинаковая масса), к тому же стоят дороже.
Читайте также: Ваз 2115 инжектор какие должны быть зазоры клапанов
6. Толкатели клапанов
В ГБЦ двигателей семейств 2108 и 2112 кинетическая связь распредвалов с клапанами осуществляется посредством толкателей: механических с регулировочными шайбами на ГБЦ 2108 и гидрокомпенсаторов на ГБЦ 2112. К счастью, большинство тюнинговых распредвалов свободно работают со штатными толкателями. Однако это не значит, что они всеприменимы. Штатные толкатели обладают некоторыми ограничениями, что делает нежелательным или невозможным их применение при работе со спортивными и некоторыми околоспортивными распредвалами. Перечислю их:
— недостаточная площадь рабочей поверхности толкателя, что необходимо для распредвалов с большими подъёмами клапанов;
— эффект «выплёвывания» регулировочных шайб краем кулачка распредвала с большим подъёмом на двигателях семейства 2108 по причине опять же недостаточной величины рабочей поверхности толкателя и шайбы.
— относительно высокая масса, в основном из-за регулировочных шайб;
— потеря эффективности и неспособность работы на высоких оборотах (гидрокомпенсаторы).
Существует решение всех этих проблем — цельные механические толкатели. Их отличительные особенности — простая лёгкая конструкция без регулировочных шайб и увеличенный диаметр. Не трудно догадаться, что для их установки следует расточить колодцы серийных толкателей до необходимого размера (например до 32 мм для 2112). Регулировка клапанов осуществляется за счёт подбора на клапаны подпятников необходимого размера. Это делает процедуру регулировки клапанов трудоёмкой и дорогостоящей (порядка 3000 руб. за 8 клапанов). В этом их основной недостаток, что наряду с ценой ограничивает их повсеместное применение.
Кстати, с залипанием гидрокомпенсаторов на ГБЦ 2112 борятся ещё одним способом (кроме общепринятого понижения вязкости моторного масла) — гидрокомпенсаторы специально «убивают», переделывая их в простые механические толкатели. Регулировка зазоров также осуществляется подпятниками. Если распредвал не требует применения толкателя увеличенного диаметра, но гидрокомпенсаторы уже не могут нормально работать при заданных оборотах, то этот вариант обоснован, т.к. значительно бюджетнее.
7. Рычаги привода клапанов.
На некоторых двигателях, например на ВАЗовских моторах «классического» семейства, привод клапанов от распредвала осуществляется посредством рычагов (рокеров). Не стоит думать, что это устаревшая конструкция, т.к. подобная схема применяется на многих современных авто- и мотодвигателях. Из плюсов рычажного привода можно отметить удобство и простоту регулировки тепловых зазоров клапанов, возможность применения компактных распредвалов (передаточное отношения рычага). К недостаткам можно отнести излишнюю массивность рычага, некоторое отклонение кинематики движения клапана от заданного кулачком и боковые нагрузки на сам клапан, в некоторых случаях неустойчивое положение (на ГБЦ «классики» на сверхвысоких оборотах рокер может слететь со своего посадочного места). Для исправления этих недостатков рокера дорабатываются, облегчаются, изготовливаются легкосплавные, ставятся на более жёсткие пружины. Ввиду разнообразия конструкций самих рычагов и способов их фиксации в головке блока цилиндров, мы не будем рассматривать конкретные примеры подобных доработок.
8. Направляющие втулки клапанов
Материал и конструкция направляющих втулок во многом определяются характером двигателя и задачами, на него возложенными. Здесь нет однозначных решений «лучше» или «хуже», т.к. для каждого конкретного случая оптимален свой вариант. Рассмотрим основные причины, по которым может потребоваться замена и/или доработка штатных направляющих втулок клапанов:
1) применение клапанов с уменьшенным диаметром стержня — решается путём замены на подходящие от других двигателей или специально изготовленные;
2) неудовлетворительная форма и/или размер выступающий в канал ГБЦ части направляющей втулки — механическим путём дорабатывается до необходимого уровня:
3) недостаточная теплопроводность направляющей втулки — проблема решается заменой на бронзовые направляющие втулки от других двигателей или специально изготовленные спортивные.
О бронзовых направляющих скажу несколько слов отдельно. Бронза, как хороший теплопроводник, очень эффективно отводит тепло от клапана и рассеивает его в ГБЦ. На высокофорсированных моторах, клапаны которых страдают от перегрева вследствие повышенной мощностной отдачи и высоких рабочих оборотов, применение бронзовых направляющих втулок может быть не только желательно, но и крайне необходимо. Основной недостаток направляющих из бронзы — их несколько меньший, в сравнении с металлокерамикой, ресурс, хотя это понятие довольно растяжимое. Для их изготовления подходят лишь определённые марки бронзы, например БрОФ, БрОЦ и некоторые другие. Неверный выбор бронзы может оказаться печальным для ресурса направляющих (могут не выдержать и 1000 км пробега в щадящем режиме), а с ними и клапанов с сёдлами. Поэтому покупайте направляющие достойных доверия производителей или пользуйтесь только проверенным сырьём.
9. Степень сжатия (далее СЖ)
Степень сжатия, есть величина, показывающая отношение полного объёма цилиндра к объёму камеры сгорания. Эта величина определяет термическую эффективность двигателя, т.к. чем больше будет сжата смесь перед воспламенением, тем больше полезной работы она совершит в последствии. Это отчасти объясняет столь высокую топливную эффективность дизельных двигателей, отличающихся от бензиновых очень большой СЖ. Объём камеры сгорания (далее КС) складывается из объёма КС в головке блока цилиндров, объёма, образуемого прокладкой ГБЦ и недоходом поршня, и объёма выборки в поршне. В некоторых случаях двигатель не имеет недохода поршня или поршень частично выходит за пределы блока, вымещая объём от прокладки, поршень может быть без выборки (т.е. быть плоским) или иметь вытеснитель, входяший в область ГБЦ. Некоторые спортивные моторы собираются и вовсе без прокладки ГБЦ, хотя это довольно редкое решение. Всё это зависит от конкретного двигателя и условий его применения.
Таким образом, повышая СЖ, мы увеличиваем мощность и топливную эффективность двигателя. Однако чрезмерный рост СЖ сдерживается некоторыми факторами:
— так называемый «закон уменьшения», суть которого в том, что с каждым очередным увеличением СЖ, мы будем получать всё меньшую прибавку мощности. Таким образом для бензинового двигателя увеличение СЖ выше 12:1 практически бессмысленно;
— параллельно со СЖ растут и нагрузки на поршневую, т.к. растёт максимальное давление в цилиндре, развиваемое при сгорании топлива. Так, некоторые стандартные литые поршни отечественных моторов ВАЗ с трудом выдерживают СЖ выше 11:1, которая может привести к деформации перегородок между компрессионными кольцами и нарушению их работы.
— с ростом СЖ заметно увеличивается риск возникновения разрушительной детонации, т.к. топливо неподходящего октанового числа склонно самовоспламеняться от слишком высокого сжатия.
Характерные для двигателей с относительно небольшими фазами ГРМ прибавки мощности в зависимости от степени увеличения СЖ можно наблюдать в приведённой таблице. Здесь чётко прослеживается как раз тот самый «закон уменьшения»:
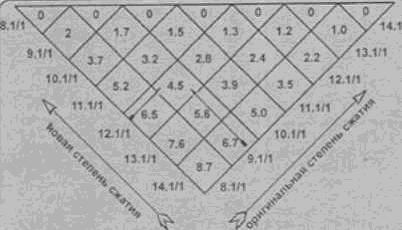
Если рассматривать двигатели с более широкими фазами открытия клапанов, то положительный эффект от роста СЖ может быть ещё выше. Чтобы понять природу этого явления, необходимо объяснить термин «динамическая степень сжатия». Динамическая СЖ — это отношение фактически попавшего в цилиндр объёма топливо-воздушной смеси к объёму камеры сгорания. Поскольку коэффициент наполнения большинства атмосферных двигателей не превышает 100%, динамическая СЖ так же не превышает статической СЖ. На низких и средних оборотах при установленных широкофазных распредвалах, а также в режимах не полностью открытой дроссельной заслонки динамическая СЖ значительно ниже статической. Повышение СЖ, приводящее к пропорциональному росту динамической СЖ, позволяет добиться заметной прибавки мощности и улучшения экономичности двигателя в этих «неудобных» режимах работы. Однако это может привести к другой проблеме — риску появления детонации в режимах максимального коэффициента наполнения цилиндра. Для его исключения нужно повысить антидетонационные свойства камеры сгорания, повысить октановое число топлива, изменить состав топливо-воздушной смеси.
Между тем, повышение СЖ может быть необходимо и для других целей. С ростом оборотов длительность цикла сгорания топливо-воздушной смеси уменьшается и в определённый момент она может перестать успевать сгорать полностью, что неизбежно приведёт к потери мощности. Для ускорения процесса сгорания необходимо опять же повысить СЖ. Это можно наглядно наблюдать на двигателях со спиртовым топливом. Теплотворная способность спирта почти вдвое меньше бензина, т.е. его необходимо расходовать вдвое больше. Кроме того, спирт горит изначально медленнее бензина. Поэтому для нормальной работы спиртовому топливу требуется СЖ от 13:1 до 16:1, при которых процессы сгорания значительно ускоряются, благо октановое число спирто-бензоловых смесей позволяет им нормально работать при таких значениях СЖ. По этой же причине многие высокооборотистые форсированные бензиновые двигатели также требуют повышения СЖ.
Ремонт ГБЦ ВАЗ 2108

Сверлим отверстия диаметром 2мм со 100% попаданием в масляный канал, а также изготавливаем приспособление, для фасок в цилиндрах толкателей клапанов. Данная процедура нужна для *тихой* и мягкой работы грм.

Шток приспособления 8мм был отрезан от задних амортизаторов крышки багажника 2108

Приварена гайка-высокая М8, и просверлно отверстие диаметром 7 мм. для фрезы

Фреза изготовлена из отломанного хвостовика метчика

Правильно заточена.Для изготовления фаски

Готовая фреза с регулировочными шайбами.


После изготовления фасок, остается буртик, из за которого толкатель не встает на свое место, была изготовлена новая фреза для удаления лишнего металла.

Фреза изготовлена из приваренного выпускного клапана к толкателю, последний заточен коронкой .

После всех манипуляций, меняем направляющие клапанов, прирезаем седла клапанов, вставляем новые клапана SM, притираем, шлифуем плоскость гбц.





Результат : работы по ремонту ГБЦ двигателя ВАЗ 2108 выполнены.