
- Расчёт минимально потребного редуктора для экструдера
- Re: Расчёт минимально потребного редуктора для экструдера
- Re: Расчёт минимально потребного редуктора для экструдера
- Re: Расчёт минимально потребного редуктора для экструдера
- Re: Расчёт минимально потребного редуктора для экструдера
- Re: Расчёт минимально потребного редуктора для экструдера
- Re: Расчёт минимально потребного редуктора для экструдера
- Re: Расчёт минимально потребного редуктора для экструдера
- Re: Расчёт минимально потребного редуктора для экструдера
- Re: Расчёт минимально потребного редуктора для экструдера
- Re: Расчёт минимально потребного редуктора для экструдера
- Кто сейчас на конференции
- roboforum.ru
- Экструдер на червячной передаче
- Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Re: Экструдер на червячной передаче
- Принцип действия червячных машин (экструдеров)
- ЭКСТРУДЕРЫ
- 🎦 Видео
Расчёт минимально потребного редуктора для экструдера
karabas2011 » 12 ноя 2013, 18:38
Re: Расчёт минимально потребного редуктора для экструдера
om2804 » 12 ноя 2013, 21:28
Re: Расчёт минимально потребного редуктора для экструдера
karabas2011 » 12 ноя 2013, 23:35
Re: Расчёт минимально потребного редуктора для экструдера
IliaMoroz » 13 ноя 2013, 01:34
Re: Расчёт минимально потребного редуктора для экструдера
om2804 » 13 ноя 2013, 05:38
выигрываем в силе, проигрываем в скорости
выигрываем в скорости, проигрываем в силе.
Редуктором можно решить проблему если поставить более быстрый двигатель. Почему кстати отказались от DC мотора на экструдере? DC мотор + энкодер + редуктор, чем плохое решение? если экструдер не может продавить, то по энкодеру это сразу видно будет.
Мощность упадёт примерно в 1,2 раза при нагреве до 90 градусов.
Re: Расчёт минимально потребного редуктора для экструдера
Radus » 13 ноя 2013, 11:42
Я всем всегда советую ставить для директ-драйва мелкую шестеренку MK8 от reprap.me с диаметром гиены 7 мм, что дает увеличение мощности на 30% =)
Но сам не пробовал =)
Re: Расчёт минимально потребного редуктора для экструдера
karabas2011 » 14 ноя 2013, 18:05
Re: Расчёт минимально потребного редуктора для экструдера
IliaMoroz » 14 ноя 2013, 22:21
Re: Расчёт минимально потребного редуктора для экструдера
pnp2000 » 26 ноя 2013, 11:37
Re: Расчёт минимально потребного редуктора для экструдера
karabas2011 » 26 ноя 2013, 13:46
Re: Расчёт минимально потребного редуктора для экструдера
Vovich70 » 26 ноя 2013, 16:35
Кто сейчас на конференции
Сейчас этот форум просматривают: Yandex [Bot] и гости: 6
Видео:Ультралегкий Директ экструдер для 3D Принтера, Червячная передачаСкачать

roboforum.ru
Технический форум по робототехнике.
Видео:Немного о червячных редукторах.Скачать

Экструдер на червячной передаче
Экструдер на червячной передаче
abuharsky » 23 дек 2015, 17:07
Всем привет, это снова я и меня никак не отпускает тема миниатюрного и легкого экструдера с редуктором для 3мм прутка.
С одним экструдером не особо то и проблема, но, если есть необходимость установки 2х экструдеров, то, на данный момент, нормальных вариантов нет.
в очередном своем поиске решений наткнулся на такой интересный вариант:
в двух словах про червячные редукторы:
плюсы
— высокое передаточное число при малых размерах
— высокая точность
— безшумность
минусы
— низкий КПД (от 98% при 1:5 до 20% при 1:100 )
— нагрев при большой нагрузке
На мой взгляд отлично можно применять при соотношении не более 1:20 в экструдерах, что позволит использовать небольшие моторы типа nema11.
У китайцев есть необходимые металлические шестерни, отправил запрос.
Re: Экструдер на червячной передаче
setar » 23 дек 2015, 17:16
Re: Экструдер на червячной передаче
abuharsky » 23 дек 2015, 17:40
даже при высоких оборотах мотора и низком передаточном числе?
Re: Экструдер на червячной передаче
setar » 23 дек 2015, 17:52
Re: Экструдер на червячной передаче
abuharsky » 23 дек 2015, 18:05
у меня обычный редуктор 1:5 на NEMA17 c трудом 25мм/с выдает на 3мм прутке и этого хватает
Re: Экструдер на червячной передаче
setar » 23 дек 2015, 18:48
Re: Экструдер на червячной передаче
unigenum » 23 дек 2015, 19:02
Re: Экструдер на червячной передаче
setar » 23 дек 2015, 19:07
Re: Экструдер на червячной передаче
abuharsky » 23 дек 2015, 19:24
просто не поняли друг друга, скорость экструзии — это сколько пластика вышло из сопла, скорость ретракта, это с какой скоростью сам пруток двигается, все верно?
Читайте также: Редуктор рм 400 кинематическая схема
проблемы в терминологии рождаются из-за большого количества программ с разными системами счисления: мм/сек, мм/мин, и тд и тп
сейчас у меня именно скорость движения самого прутка 25мм/сек — и вполне хороший результат
Re: Экструдер на червячной передаче
unigenum » 23 дек 2015, 20:56
просто не поняли друг друга, скорость экструзии — это сколько пластика вышло из сопла, скорость ретракта, это с какой скоростью сам пруток двигается, все верно?
Re: Экструдер на червячной передаче
vtoryh » 23 дек 2015, 21:56
Re: Экструдер на червячной передаче
icehardy » 24 дек 2015, 10:48
Re: Экструдер на червячной передаче
abuharsky » 24 дек 2015, 12:01
это утверждение субъективно, все зависит от используемых материалов, конструкции и нагрузки.
На днях буквально попался старый кухонный миксер, очень старый и очень много раз используемый, надо было его разобрать, так как там от вентилятора лопасть отломалась. Раскрутил, а внутри червячная передача, которая от ротора электромотора приводит в движения сразу две шестерни (к которм подключены насадки).
Миксеру лет 15-20, а червяку хоть бы что и это при том, что он пластиковый.
Re: Экструдер на червячной передаче
icehardy » 24 дек 2015, 12:19
Re: Экструдер на червячной передаче
unigenum » 24 дек 2015, 12:28
Видео:Червячные редукторы. Применения червячных редукторов и как правильно их подобратьСкачать

Принцип действия червячных машин (экструдеров)
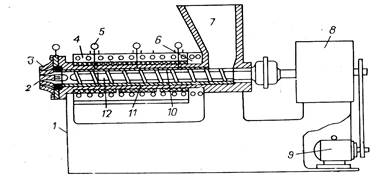
1 – станина
11 – нагревательный цилиндр
1. производительность – 400 кг/час
2. максимальное число оборотов шнека – 100 об/мин
3. число оборотов эл.двигателя – 1000 об/мин
4. мощность нагрева – 21,86 кВт
5. мощность эл.двигателя – 55 кВт
Схематически отображен ход процесса экструзии с условным разделением цилиндра машины на три зоны: I-зона сыпучего состояния (загрузочная);
III -расплава (вязко-текучего) (зона дозирования).
Загрузочный материал из воронки поступает в приемную часть корпуса (зона 1). В зоне I полости нарезки винта заполняются сыпучим материалом лишь частично. На этом участке перемещение происходит вследствие захвата материала витком шнека, подъема его на некоторую высоту и падения со сдвигом вдоль оси. Эти операции повторяются многократно по всей длине зоны, т.е. с транспортировкой идет его перемешивание. В зоне II продукт уплотняется, размягчается и переходит в состояние эласто-пластичной «пробки». В этой зоне цилиндр, как правило, обогревается, а винт охлаждается. В зоне III расплавленный продукт, продолжая нагреваться превращается в вязкую структурную жидкость и выдавливается через оформляющую головку в виде профиля.
Дата добавления: 2017-09-19 ; просмотров: 694 ;
Видео:Определение передаточного числа червячной пары Подольск_ПриводСкачать

ЭКСТРУДЕРЫ
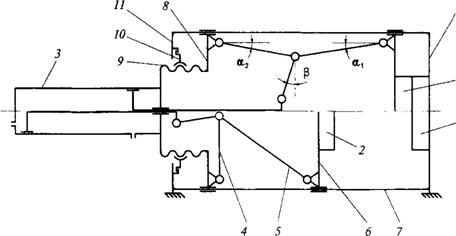
Рис. 7.2.19. Узел смыкания гидромеханического типа
Экструдеры применяют в качестве генераторов расплава в агрегатах для гранулирования пластичных материалов, нанесения тонкослойных покрытий и пластмассовой изоляции, дублирования пленок, для производства пленки, листов, шлангов, труб, профильных погонажных и полых изделий из ненаполнен — ных и наполненных, невспененных и вспененных полимерных материалов; для дегазации,
окрашивания, обезвоживания, смешения, пластикации и пластификации термопластов, ре — актопластов и резиновых смесей; для проведения в них некоторых химических реакций и процессов.
Классификация экструдеров. По виду рабочего органа экструдеры разделяются на поршневые, червячные, бесчервячные (дисковые, гидродинамические, шестеренчатые) и комбинированные (дисково-червячные, червячные с плавильной плитой и т. д.), с электрическим обогревом (омическим, индукционным, диэлектрическим), с обогревом при помощи теплоносителя (воды, пара, минерального масла) и без наружного обогрева. По методу регулирования и поддержания заданной температуры цилиндра различают экструдеры с воздушным, водяным и смешанным охлаждением.
Для привода экструдеров применяют электродвигатель переменного тока со ступенчатой или бесступенчатой регулировкой частоты вращения рабочего органа экструдера, электродвигатель постоянного тока и гидравлический двигатель.
Читайте также: Ремкомплект для редуктора bigas ri 21
Поршневые и бесчервячные экструдеры имеют ограниченное применение ввиду низкой производительности поршневых экструдеров и недостаточного давления, развиваемого бесчервячными машинами.
Благодаря универсальности наибольшее распространение получили червячные экструдеры, основными параметрами которых являются: диаметр червяка, отношение его диаметра к длине и частота вращения червяка. От диаметра червяка в первую очередь зависят производительность, потребляемая мощность, габаритные размеры и масса машины.
Червячные экструдеры разделяют на од — но — и многочервячные, одно — и многостадийные, одно — и многоцилиндровые, с простым профилем червяка (цилиндрический червяк с постоянным или переменным шагом, с пере
Менной или постоянной глубиной канала) и со сложным профилем червяка (ступенчатым, прерывистым, коническим, параболическим), с винтообразными лопастями, кулачками и т. д.
В зависимости от частоты вращения червяка различают нормальные (политропические) экструдеры (до 150 мин-1) и скоростные (свыше 150 мин-1), которые обычно работают в автотермическом режиме На некоторых экс — трудерах червяк кроме вращательного имеет и возвратно-поступательное (осциллирующее) движение в осевом направлении.
В зависимости от конструктивного исполнения различают горизонтальные и вертикальные экструдеры с выходом материала вверх и вниз, стационарные и вращающиеся.
Конструкция экструдера зависит от перерабатываемого материала и в меньшей степени — от вида профилируемого изделия. Для переработки гранулированных термопластичных материалов применяют в основном одно- червячные экструдеры. Двух — и многочервячные машины, как правило, используются при переработке негранулированных, порошкообразных термопластов и композиций на их основе.
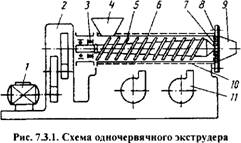
Одночервячные экструдеры. В одно- червячном эктрудере вращаемый двигателем 1 через редуктор 2 червяк 5 захватывает материал, поступающий из загрузочной воронки бункера 4, пластицирует, сжимает и перемещает его вдоль цилиндра б, обеспечивая гомогенизацию перерабатываемого материала и его выдавливание через фильтрующие сетки 7 и решетки S, а также профилирующую головку 9 (рис. 7.3.1). Цилиндр разделен на несколько зон автономного автоматического контроля и регулирования температуры. Каждая зона подключена к системам обогрева 10 и охлаждения 11. Осевые силы, возникающие при вращении червяка, воспринимаются упорным подшипником 3.
Нагнетающее действие червяка зависит от частоты его вращения, угла подъема винтовой линии и разницы коэффициентов трения материала о стенки цилиндра и о поверхность червяка, которые зависят главным образом от перерабатываемого материала и температуры поверхности цилиндра и червяка. Наиболее эффективно нагнетающая способность червяка проявляется при максимальном трении материала о стенки цилиндра и минимальном трении о поверхность червяка. Для уменьшения трения материала о поверхность червяка последний иногда охлаждают водой, однако при
чрезмерном охлаждении червяка снижается температура экструдируемого материала, уменьшая развиваемое червяком давление и производительность экструдера. Для улучшения условий захвата перерабатываемого материала червяком зона загрузки экструдера также охлаждается водой.
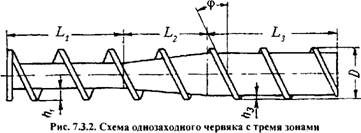
В обычном червячном экструдере термопласт проходит через три состояния: твердое, смесь твердого материала с расплавом и расплавленное, при этом применяются одностадийные червяки с постоянным шагом и переменной глубиной в зонах питания h^ и дозирования /23 (рис. 7.3.2), состоящие из зон питания, сжатия L2 и дозирования (выдавливания) £3 .
Обычно дозирующая зона определяет производительность червячного экструдера и необходимую для привода червяка мощность. В дозирующей зоне существует три потока: вынужденный (прямой) и противоток (обратный) — потоки вдоль винтового канала червяка и утечка материала через радиальные зазоры между гребнями червяка и внутренней поверхностью цилиндра. Поток утечки по сравнению с двумя другими потоками незначителен и при расчетах им часто пренебрегают. Объемная производительность дозирующей области равна разности расходов между прямым и обратным потоками:
Где D — диаметр червяка; H — глубина винтового канала; п — частота вращения червяка; ф — угол подъема винтовой линии; Ар — Градиент давления на длине канала; L — длина
Читайте также: Гидроаккумулятор или редуктор давления
Рис. 7.3.3. Зависимости коэффициентов формы канала Fq и Fp от относительной его глубины НІ В
Нарезанной части зоны дозирования; , Fp —
Коэффициенты формы канала, зависящие от отношения его глубины H к ширине В (рис. 7.3.3); \іт — + /2 — средняя вязкость находящегося в канале расплава, и — вязкость соответственно расплава на дне канала червяка и у стенок корпуса; F^ и —
Коэффициенты, учитывающие влияние изменения вязкости на вынужденное течение и противоток (рис. 7.3.4) [9].
В случае если червяк с постоянными размерами канала работает в изотермическом режиме и вязкость постоянна по его длине, то мощность
Где e — толщина гребня червяка
Рис. 7.3.4. Зависимости для определения поправочных коэффициентов, учитывающих изменение вязкости по глубине канала червяка
Необходимая для привода червяка мощность может быть также определена из энергетического баланса экструдера:
Где Q — производительность экструдера, кг/ч; С — теплоемкость материала, Дж/(кг °С); Гр — температура расплава, °С; 7Q — температура
На рис. 7.3.5 приведена номограмма для определения мощности N привода червяка для полиэтилена низкой и высокой плотности 1 и 2, полиамидов 3, полиметилметакрилата 4, ударопрочного полистирола 5 и сополимера АБС 6 в зависимости от температуры переработки и производительности Q экструдера. Из номограммы следует, что с увеличением температуры расплава при данной мощности привода уменьшается его производительность.
На основании обработки показателей технических характеристик одночервячных экструдеров, выпускаемых разными фирмами, получены следующие зависимости, которые позволяют определять с достаточной для инженерных расчетов точностью производительность экструдера Q (кг/ч) и мощность его
Привода N (кВт) от диаметра червяка D (мм):
Основной задачей прочностного расчета червячного экструдера является проверка предварительно рассчитанных размеров червяка и определение его максимально допустимого прогиба. На червяк действует осевая сила Р, вращающий (крутящий) момент Мкр и равномерно распределенная нагрузка Q от собственного веса червяка. Силы Р и Q вызывают прогиб /червяка (рис. 7.3.6). Максимальный прогиб червяка от распределенной нагрузки
Где Е — модуль упругости материала червяка; J — момент инерции поперечного сечения.
Полученный прогиб должен быть меньше радиального зазора между гребнем червяка и стенкой цилиндра.
Так как червяки должны хорошо противостоять нагрузкам от кручения и изгиба и обладать повышенной стойкостью к износу, их обычно изготовляют из хромомолибденоалю — миниевой стали (азотируемой 38ХМЮА), хро — моникелевой или хромомолибденовой. Поверхности червяков упрочняют методами термохимической обработки (азотирования, закалки), а также нанесением на поверхность червяка или его гребней твердого хрома и твердых сплавов [31].
Цилиндры экструдеров должны обладать высокой прочностью, так как они работают при повышенной температуре (до 400 °С) и давлении (до 60 МПа), износо — и коррозионностой — костью. Для повышения износо — и коррозион — ностойкости обычно в полость цилиндра устанавливают гильзу (втулку) или набор гильз. В большинстве случаев внутренняя поверхность цилиндра или гильз азотируется. Поскольку азотированная поверхность склонна к

Рис. 7.3.5. Номограмма для определения мощности привода червяка А-А
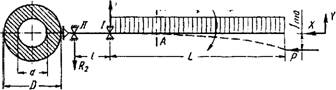
Рис. 7.3.6. Расчетная схема сил, действующих на червяк
Короблению и образованию трещин из-за концентрации напряжений в граничном слое, применяют биметаллические цилиндры, изготовленные методом центробежного литья. Толщина слоя износостойкого покрытия цилиндра после окончательной обработки равна примерно 1,5 мм. Биметаллические цилиндры в 3 раза долговечнее азотированных.
Метра и отношение наружного диаметра DH к внутреннему DBH больше 1,5, такой цилиндр можно рассматривать как толстостенный сосуд и рассчитывать толщину их стенки по следующей зависимости:
Так как толщина стенки S цилиндра экструдера не превышает 10 % наружного его диа
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
🎦 Видео
Meyertec RV - обзор аксессуаров червячного редуктораСкачать

Директ экструдер на червячном редукторе для ANYCUBIC I3 MEGAСкачать
ЧЕРВЯЧНАЯ ПЕРЕДАЧА ➤ Классификация ➤ Достоинства и недостаткиСкачать
Червячный редуктор - Анимация сборки и работыСкачать
Редуктор для экструдера SKC-40.Скачать
Червячные редукторы 2Ч 63, 40, 80, 100, 160Скачать
Видео-обзор "Как выбрать мотор редуктор"Скачать
Урок в Autodesk Inventor , Червячная передача для ДИРЕКТ Экструдера 3Д ПринтераСкачать
Директ экструдер с РЕДУКТОРОМ, Своими РукамиСкачать
Станочек для скручивания квадрата на основе червячного редуктораСкачать
Механический дровокол, из червячного редуктора. The mechanical woodcutter (Eng sub)Скачать
Мотор-редуктор червячный NMRV 40Скачать
Обзор червячного редуктора NMRV063 с алиэкспресс 100:1Скачать
Экструдеры для 3D-принтеров. Часть 1: ColdEndСкачать
Редуктор. Устройство. Конструкция. Виды и типы редукторовСкачать














