
Электродвигатель постоянного тока П22К-50У2 предназначен для привода вспомогательного компрессора подъема токоприемника.
Наименование номинального параметра Значение
Мощность на валу, kW (кВт) 0,5
Частота вращения, r/min (об/мин) 1400
Устройство двигателя и его составных частей.
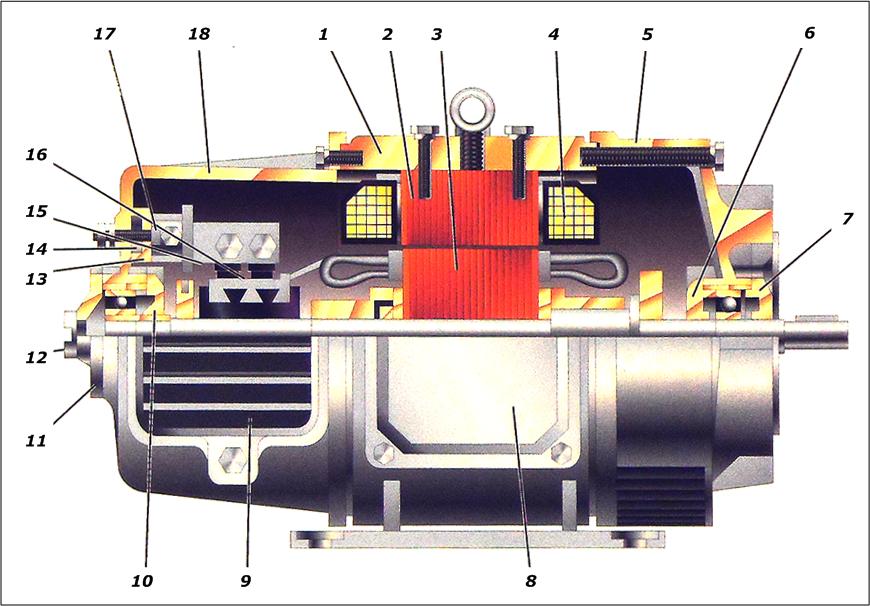
Электродвигатель — реверсивный, защищенного исполнения, с естественным охлаждением, горизонтальной установки, на двух подшипниках качения с одним свободным концом вала.

Станина электродвигателя 1 — стальная сварная. В станине установлены два главных полюса.
Сердечники полюсов 2 и якоря 3 шихтованы из листов электротехнической стали.
Конструкция полюсов и катушек возбуждения 4 — моноблочная с изоляцией типа «Монолит-2».
Обмотка якоря — всыпная, простая петлевая, крепится в пазах клиньями.
Якорь и полюсные катушки пропитаны лаком и покрыты эмалью. Коллектор выполнен на прессмассе.
Подшипниковые щиты 5, 18 силуминовые армированные стальными кольцами под установку подшипников.

Крышки 6, 7, 8, 9, 10, 11 также силуминовые. Винт 12 закрывает смазочное отверстие подшипниковой камеры.
На траверсе 13 установлены два пальца 14 щеткодержателей 15, на каждом из которых закреплены по два щеткодержателя со щетками 16.
Положение щеток относительно коллектора регулируется поворотом траверсы и установкой прокладок между пальцами и щеткодержателями.
Стопорение траверсы осуществляется болтом 17.
Режим работы двигателя на электровозе — кратковременный.
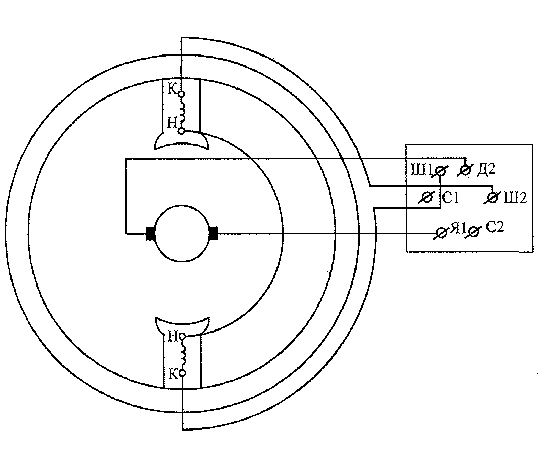
Полюсные катушки и якорь соединены соответствующим образом→
Блок мотор-компрессора.
Номинальное напряжение электродвигателя, В 380
Номинальная мощность электродвигателя, кВт 55
Частота вращения электродвигателя и компрессора, об/мин 1450
Производительность компрессора, м3/мин 3,5
Максимальное рабочее давление компрессора, МПа (кгс/см2) 1(10)
Блок мотор-компрессор состоит из электродвигателя 1 и компрессора 8, смонтированных на общем каркасе 9.
Передача крутящего момента от электродвигателя к компрессору осуществляется муфтой, состоящей из резинокордной оболочки 5 и двух полумуфт 3 и 6, напрессованных соответственно на вал компрессора и электродвигателя.
Резинокордная оболочка крепится к полумуфтам нажимными фланцами 4 с помощью болтов 2. Муфта защищена кожухом 7, закрепленным на каркасе 9.

Для проворачивания вала перед запуском компрессора в зимнее время на полумуфте 3 предусмотрены радиальные отверстия. Проворот вала производится при помощи прутка диаметром 20 мм и длиной 270 мм через отверстия в кожухе 7 при снятой его съемной части.
Компрессор КБ-1В
Предназначен для наполнения пневматических магистралей главного выключателя, устройств блокирования ВВК, токоприемника для запуска электровоза при отсутствии сжатого воздуха в главных резервуарах

Цилиндры отлиты в одном блоке, который закреплен к верхней части картера шпильками.
Кривошипно-шатунная группа состоит из стального с противовесами коленчатого вала и шатунов с разъемными нижними головками.
Поршни изготовлены из алюминиевого сплава с тремя уплотнительными и одним маслосъемным кольцами.
Трущиеся детали компрессора смазываются маслом путем его разбрызгивания.
Компрессор установлен на общем каркасе с приводным электродвигателем и соединен с ним клиноременной передачей (1:3,5),
- Электродвигатель вспомогательного компрессора п22к 50у2
- Электродвигатель П22К-50У2.
- Ремонт электродвигателя
- Назначение и условия работы электродвигателя постоянного тока П22К-50У2. Основные неисправности, их причины и способы предупреждения. Периодичность и сроки плановых технических обслуживаний. Способ очистки, осмотра и контроля. Технология ремонта.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Электродвигатель вспомогательного компрессора п22к 50у2
3.3 Устройство двигателя и его составных частей
Электродвигатель в соответствии с рисунком 14 — реверсивный, защищенного исполнения , с естественным охлаждением, горизонтальной установки, на двух подшипниках качения с одним свободным концом вала.
Станина электродвигателя 1 — стальная сварная. В станине установлены два главных полюса. Сердечники полюсов 2 и якоря 3, шихтованы из листов электротехнической стали. Конструкция полюсов и катушек возбуждения 4 — моноблочная с изоляцией типа «Монолит-2».
Обмотка якоря — всыпная, простая петлевая, крепится в пазах клиньями. Якорь и полюсные катушки пропитаны лаком и покрыты эмалью. Коллектор выполнен на прессмассе.
Схема соединений полюсных катушек и якоря выполнена в соответствии с рисунком 15 .
Подшипниковые щиты 5, 18 силуминовые армированные стальными кольцами под установку подшипников. Крышки 6,7, 8,9, 10,11 также силуминовые. Винт 12 закрывает смазочное отверстие подшипниковой камеры.
На траверсе 13 установлены два пальца 14 щеткодержателей 15, на каждом из которых закреплены по два щеткодержателя со щетками 16. Положение щеток относительно коллектора регулируется поворотом траверсы и установкой прокладок между пальцами и щеткодержателями. Стопорение траверсы осуществляется болтом 17.
Режим работы двигателя на электровозе — кратковременный.
Ток, проходящий по обмоткам якоря и главных полюсов, создает магнитные потоки, от взаимодействия которых возникает электромагнитный момент, вращающий якорь.

Рисунок 14 — Электродвигатель П22К-50У2

Рисунок 15 — Схема электрическая соединений обмоток электродвигателя П22К-50У2
Электродвигатель П22К-50У2.
Электродвигатель постоянного тока П22К предназначен для привода вспомогательного компрессора подъема токоприемника.
Техническая характеристика
Наименование номинального параметра
Устройство двигателя и его составных частей
Электродвигатель в соответствии с рисунком 14 — реверсивный, защищенного исполнения, с естественным охлаждением, горизонтальной установки, на двух подшипниках качения с одним свободным кондом вала.
Станина электродвигателя 1 — стальная сварная. В станине установлены два главных полюса. Сердечники полюсов 2 и якоря 3, шихтованы из листов электротехнической стали. Конструкция полюсов и катушек возбуждения 4 -моноблочная с изоляцией типа «Монолит-2».
Обмотка якоря — всыпная, простая петлевая, крепится в пазах клиньями. Якорь и полюсные катушки пропитаны лаком и покрыты эмалью. Коллектор выполнен на прессмассе.
Схема соединений полюсных катушек и якоря выполнена в соответствии с рисунком.
Подшипниковые щиты 5, 18 силуминовые армированные стальными кольцами под установку подшипников. Крышки 6,7, 8,9, 10,11 также силуминовые. Винт 12 закрывает смазочное отверстие подшипниковой камеры.
На траверсе 13 установлены два пальца 14 щеткодержателей 15, на каждом из которых закреплены по два щеткодержателя со щетками 16. Положение щеток относительно коллектора регулируется поворотом траверсы и установкой прокладок между пальцами и щеткодержателями. Стопорение траверсы осуществляется болтом 17.Режим работы–кратковременный.
Ремонт электродвигателя
Назначение и условия работы электродвигателя постоянного тока П22К-50У2. Основные неисправности, их причины и способы предупреждения. Периодичность и сроки плановых технических обслуживаний. Способ очистки, осмотра и контроля. Технология ремонта.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Размещено на http://www.allbest.ru/
электродвигатель ремонт ток
Транспорт — это одно из необходимых общих условий производства. Осуществляя перевозки внутри предприятий, между предприятиями, районами страны и странами, транспорт влияет на масштабы общественного производства и его темпы. Транспорт -это крупная многоотраслевая сфера, включающая все виды грузового и пассажирского транспорта: железнодорожного, автомобильного, морского, речного, трубопроводного, воздушного, промышленного и городского. Транспорт представляет собой связующее звено между производителями и потребителями товаров, продукции, услуг, без которого рынок и рыночные отношения невозможны.
Объем перевозок определяется числом перевезенных тонн грузов и пассажиров. Продукция и услуги транспорта свободно продаются и покупаются на рынке транспортных услуг. Транспорт создает стоимость и прибавочную стоимость (прибавочный продукт), полученную при реализации. Потребление продукции транспорта, его полезного эффекта при перемещении грузов есть производственное потребление, а перемещение пассажиров — личное. Продукция транспорта, реализуемая в процессе перевозки, является источником доходов. Доходы покрывают эксплуатационные расходы и являются источником накопления.
Железнодорожный транспорт оказывает большое влияние на сокращение производственных запасов и ускорение оборачиваемости оборотных средств. В связи с этим особенно важное значение имеет рост скорости движения на железнодорожном и других видах транспорта. Ускорение всего перевозочного процесса и сокращение времени доставки грузов и пассажиров являются объективными требованиями экономики и важнейшими качественными показателями работы железных дорог
Каждый вид транспорта имеет свои особые и общие аналогичные и специфические показатели качества транспортного обслуживания предприятий страны и населения.
Важнейшими показателями качества грузовых перевозок на железных дорогах России являются:
— Регулярность и своевременность перевозок, обеспечивающие ритмичную потребность предприятий в сырье, материалах, топливе;
— Безопасность движения на единицу перевозок;
— Сохранность, т.е. снижение потерь, порчи грузов и их расхищения;
— Скорость и сроки доставки грузов.
Высокие показатели качества транспортного обслуживания зависят от эффективной работы предприятий и отделений железных дорог и прежде всего локомотивных и вагонных депо, дистанции пути, СЦБ и связи, станции и т.д. Надежность технических средств этих предприятий, особенно подвижного состава, является основой качества перевозок грузов и пассажиров.
К наиболее важным показателям надежности технических средств относятся: безотказность в эксплуатации, долговечность, сохраняемость, расход энергоресурсов, металла, материалов; стоимость на единицу работы. Показатели эффективности использования локомотивов, вагонов и других технических средств рассматриваются далее. Совокупность различных видов грузового и пассажирского транспорта, обслуживающего процессы производства и обращения в народном хозяйстве, называется транспортной системой.
Материально-техническая база транспортной системы представляет собой совокупность путей сообщения, транспортных узлов, подвижных и станционных технических средств, погрузо-разгрузочных устройств предприятий народного хозяйства.
Ведущим видом в транспортной системе, как это исторически сложилось, является железнодорожный транспорт. На его долю приходится более 85,8% грузооборота (без трубопроводного транспорта) и 38,5% пассажирооборота. Железные дороги содействуют планомерному ритму работы и тем самым создают объективные условия для непрерывного процесса общественного производства.
Транспортная система в условиях конкуренции создает объективные предпосылки для рационального распределения перевозок между различными видами транспорта и тем самым для сокращения транспортных затрат в народном хозяйстве.
Выбор эффективного вида транспорта в условиях конкуренции производится на основе технико-экономических расчетов с учетом конкретных требований рынка на перевозки. При определении сферы использования видов транспорта необходимо учитывать следующие особенности и технико-экономические характеристики. Железнодорожный транспорт:
— Регулярность грузовых и пассажирских перевозок независимо от климатических условий, времени года и суток;
— Как правило, болев короткий путь движения грузов по сравнению с речным и морским транспортом, сравнительно невысокая себестоимость перевозок грузов и пассажиров;
— Более высокая скорость доставки грузов по сравнению с речным транспортом и высокая маневренность в использовании подвижного состава (возможность регулировки вагонного парка, изменения направления грузопотоков и т.п.);
— Высокая эффективность при перевозках массовых грузов на большие и средние расстояния, особенно маршрутами.
Однако, учитывая большие капитальные вложения при строительстве железных дорог, наиболее эффективно их использовать при значительной концентрации грузовых и пассажирских потоков.
На железнодорожном транспорте необходимо прежде всего ликвидировать имеющиеся диспропорции в развитии некоторых хозяйств, завершить начатое строительство новых линий, вторых путей и станций, сформировать дополнительные транзитные доходы для внутрироссийских перевозок в обход территории государств ближнего зарубежья, обновить парк подвижного состава, обустроить новые передаточные станции на границах со странами ближнего и дальнего зарубежья.
1.Назначение и условия работы детали
Электродвигатель постоянного тока П22К-50У2 предназначен для привода вспомогательного компрессора подъема токоприёмника.
2. Основные неисправности, их причины и способы предупреждения
3. Периодичность и сроки плановых технических обслуживаний и текущих ремонтов с разборкой и без неё
ТО. Провести внешний осмотр, проверить крепления, состояние заземления, отсутствие подтекания смазки, при обнаружении недостатков устранить их.
В случае подтекания смазки проверить работу электрической машины под нагрузкой для выявления чрезмерного или неравномерного шума в подшипниковых узлах. При обнаружении шума остановить и не включать машину до устранения причины, зарегистрировав неисправность в учетной документации двигателя. В случае необходимости замены двигателя электровоз направит в основное депо.
Осмотреть станины, подшипниковые щиты на отсутствие трещин. Проверить крепёж и подтянуть его. Снять крышку коробки выводов. Протереть панель зажимов чистой ветошью, проверить надежность крепления наконечников и подтянуть крепеж контактных зажимов.
При невозможности устранения неисправности двигатель заменить. Неисправный двигатель отправить в ремонт. Зарегистрировав неисправность в учетной документации двигателя.
Выполнить работы в объеме ТР50. Для двигателя П22К-50У2 осмотреть коллектор и щеточный узел, протереть рабочую поверхность коллектора чистой сухой безворсовой салфеткой до полного удаления загрязнений (при необходимости салфетку смочить в бензине или спирте и отжать перед протиркой). Устранить при необходимости шлифовкой выработку, подгар, задиры, риски и другие мелкие дефекты на рабочей поверхности щеток, свободу перемещения щеток в обоймах, отсутствие неисправностей в устройствах нажатия на щетки. Отметить в учетной документации депо и в паспорте электродвигателей устранение обнаруженных неисправностей.
Читайте также: Сколько стоит автомобильный компрессор в красноярске
Снять с вала двигателя шкив, очистить двигатель от пыли и грязи. Провести разборку, ревизию и сборку двигателя в соответствии «Техническим описанием и инструкцией по эксплуатации» завода поставщика.
В случае замены подшипников, щитов или других узлов зарегистрировать эти работы в книге ремонта электровоза и в паспорте двигателя. Испытать электродвигатель в соответствии с правилами МПС ЦТ/2931.
4. Способ очистки, осмотра и контроля
1. Электродвигатель от пыли и грязи очистить, на место разборки переместить
2. Болты отвернуть, крышки коллекторных люков, клеммной коробки снять
3. Электродвигатель к прессу и обратно к месту ремонта переместить, шкив с вала якоря спрессовать
4. Электродвигатель сжатым воздухом продуть
6. Сопротивление изоляции замерить
6.1. Сопротивление изоляции цепи якоря и добавочных полюсов измерить
6.2. Сопротивление изоляции обмоток возбуждения (главных полюсов) измерить
7. Машину на номинальное рабочее напряжение 50 В включить
7.1. Выводы обмоток местами поменять, направление вращения изменить
7.2. На холостом ходу при работе машины проверить отсутствие задевания ротора о статор; отсутствие повышенной вибрации; убедиться в том, что подшипник, имеющий нормальные зазоры работает без особого шума, толчков и вибраций; отсутствие обрыва обмотки; отсутствие замыкания в обмотке; отсутствие замыкания выводов фаз.
Примечание: Глухой и неравномерный шум указывает на повреждение подшипников или их загрязнение. Наличие дефектов в обмотке определяется повышенным гудением, перегревом отдельных частей обмотки и неравномерным распределением тока в линейных проводах сети
8. Винт со стороны коллектора отвернуть
9. Клейма на остов, подшипниковые щиты, крышки подшипников, ротор поставить
10. Гайки с щеткодержателей отвернуть, подводящие провода от кронштейнов щеткодержателей, шунты щеток отсоединить, нажимные пальцы щеткодержателей поднять, щетки вынуть
11. Болты отвернуть, крышку подшипника и подшипниковый щит со стороны коллектора снять
11.1. Болты из станины отвернуть, подшипниковый щит со стороны коллектора снять
Примечание: Снятие выполнять легкими ударами по торцу подшипникового щита, выступающему из станины двигателя, через медную подбойку по диаметрально противоположным сторонам. При снятии подшипникового щита следует избегать перекоса, во избежание повреждения коллектора
11.2. Якорь приподнять в зазор меду якорем и статором картон толщиной 0,3-0,5 мм вложить
12. Болты отвернуть, крышку подшипника и передний подшипниковый щит с якорем из остова вынуть
13. Болты 13 отвернуть, крышку подшипника снять, подшипниковый щит с подшипника якоря спрессовать
Примечание: Снятие выполнять легкими ударами по торцу валя якоря со стороны противоположной коллектору
14. Якорь на стеллаж с войлочной подкладкой установить
15. Подшипники с вала якоря спрессовать, крышки внутренние с подшипников снять
16. Гайки отвернуть, перемычки снять, выводы катушек от клеммной панели отсоединить
17. Винты отвернуть, клеммную панель снять
18. Гайки отвернуть, болты вынуть, траверсу с подшипникового щита и кронштейны щеткодержателей с траверсы снять
19. Гайки отвернуть, щеткодержатели снять
20. Детали электродвигателя продуть, промыть, протереть, состояние проверить, металлические детали промыть
Примечание: Давление воздуха при обдувке 200-400 кПа
21. Обмотку статора протереть.
Примечание: Наличие глухого звучания указывает на наличие трещины
2. Резьбовые отверстия проверить
3. Отверстие в лапах станины для установки на тепловозе проверить
4. Подшипниковые щиты и крышки для выявления трещин, отколов осмотреть
Примечание: Щиты, имеющие сквозные радиальные трещины, идущие от посадочной поверхности в остов до посадочной поверхности под подшипник подлежат замене на новые
5. Посадочные поверхности подшипниковых щитов и статора замерить
5.1. Диаметр остова под посадку подшипниковых щитов (совместно со щитом) (235-233 )-0,09 мм.
5.2. Диаметр подшипниковых щитов под посадку на остов (совместно с остовом) (235-233 )+0,09 мм.
5.3. Диаметр подшипниковых щитов под посадку подшипника со стороны коллектора не более 52 мм.
5.4. Диаметр подшипниковых щитов под посадку подшипника со стороны противоположной коллектору не более 62 мм.
5.5. Натяг подшипникового щита при посадке в горловину остова от 0,031 до 0,126
160 -250 — 1 Нутромер ГОСТ 868—82; МК 250-1 Микрометр ГОСТ 6507-90; НИ 50 — 100 — 2 Нутромер ГОСТ 868—82
Ремонт станины с деталями
1. Состояние изоляции обмотки остова осмотреть, нарушенную изоляцию восстановить, сопротивление изоляции замерить, железо остова зачистить
Примечание: Сопротивление замерять относительно корпуса и между фазами. Омическое сопротивление обмоток не должно отклоняться от номинального значения более чем на ±10%. Измерение сопротивления изоляции не менее 1МОм производить мегомметром на 500 В
2. Задиры, раковины, и овальность горловин остова под подшипниковые щиты устранить
Примечание: Овальность горловин остова под подшипниковые щиты должна быть не более 0,5 мм
2.1. Резьбовые отверстия остова, крышек подшипников, вала ротора проверить
2.2. Посадочные поверхности остова, подшипниковых щитов от старой краски заусениц, забоин очистить
2.3. Диаметры расточки горловин станины 1 (рис. 1) под посадку подшипниковых щитов 3, 4 с обеих сторон измерить
Примечание: Диаметры определять как полусумму размеров, измеренных по двум взаимно — перпендикулярным осям, или три раза со сдвигом на 120° по посадочной поверхности с подсчетом среднеарифметического размера
2.4. Посадочные поверхности замерить
2.4.1. Диаметр остова под посадку подшипниковых щитов (182 — 185 )-0.09 мм
2.4.2. Диаметр подшипниковых щитов под посадку в станину (182 — 185 )+0.09 мм
2.4.3. Зазор при установке подшипниковых щитов в горловины статора от -0,18 до 0 мм
2.5. Овальность горловин станины под подшипниковые щиты без расточки допускается не более 0.5 мм
Примечание: Овальность горловин определяется как разность двух диаметров, измеренных по двум взаимно перпендикулярным осям. При наличии овальности горловины станины, превышающей нормы, горловину обточить до выведения овальности с минимальным снятием стружки и с сохранением зазора (натяга) между горловиной станины и подшипниковым щитом
2.6. Диаметры посадочных поверхностей у подшипниковых щитов 3, 4 (рис. 1) измерить со стороны коллектора и со стороны, противоположной коллектору под запрессовку в станину
Примечание: Натяг (зазор) на посадку подшипниковых щитов в горловины станины обеспечить. Если натяги (зазоры) выходят за указанные допустимые пределы, то посадочную поверхность станины или подшипникового щита следует восстановить нанесением плёнки эластомера
2.7 Диаметры гнёзд в подшипниковых щитах под посадку подшипников со стороны коллектора и со стороны, противоположной коллектору измерить
Примечание: Диаметр гнезда под посадку подшипника в подшипниковый щит со стороны противоположной коллектору 52 мм. Натяг под посадку подшипников в подшипниковые щиты от -0,02 до 0,008 мм
2.8 В случае видимого износа измерить толщину приливов подшипниковых щитов по осям отверстий для болтов крепления щитов к станине с обеих сторон и толщину крышек в местах отверстий для крепления к подшипниковым щитам
Примечание: В случае уменьшения толщины за пределы допустимой величины, произвести восстановление поверхности
3. Трещины под заварку подготовить:
3.1. Концы трещин засверлить
3.2. Трещину V — образно разделать
3.3. Станину двумя стяжками тянуть
3.4. Станину в печи до температуры 100 -110 град. нагреть
4. Заварку трещин и других повреждений произвести
5. Станину выдержать 24 часа
6. Стягивающие струбцины снять
7. Крепежные отверстия прогнать
8. Изношенную резьбу восстановить:
8.1. Резьбовое отверстие рассверлить под резьбу ближайшего большего диаметра; резьбу нарезать
8.2. Отверстие после заварки просверлить; резьбу нарезать
9. Клеммную панель, корпус, крышку и уплотняющие прокладки клеммной коробки протереть
10. Токоведущие детали (клеммные болты с гайками и шайбами), корпус, крышку и уплотняющие прокладки осмотреть
Примечание: При наличии обгаров, трещин и отколов на изоляционных деталях заменить на новые. Обозначения клемм на клеммной панели должны быть четкими. Новые детали изготовить из текстолита. Токоведущие клеммные болты и гайки при наличии обгара, коррозии, неисправной резьбы заменить на новые. При наличии трещин в клеммной коробке, трещины разделать и произвести заварку.
11. Обмотку катушки полюсные от пыли грязи очистить
12.Остов в продувочную камеру и обратно к месту ремонта переместить, продуть
13. При загрязнении обмотки масляными осадками обмотку протереть
14. Сушку остова произвести:
Примечание: Продолжительность сушки от 15 до 20 часов. В процессе сушки периодически производить замер сопротивления изоляции обмотки. В начале процесса сушки сопротивление уменьшается, затем повышается, и наконец становится постоянным или повышается незначительно в течение 2-3 часов. В экстренных случаях сушка может быть прекращена при сопротивлении изоляции более 0,5 МОм
14.1. Статор в печь установить
Примечание: Температура нагрева печи не более 100-110°C. Нагрев печи осуществлять ступенчато 10 град в час
15. Состояние изоляции катушек полюсных проверить
15.1. Сопротивление цепи добавочных полюсов
Примечание: Один щуп подключить к клемме Д2 клеммной коробки, другой щуп к свободному выводу добавочного полюса Н. Сопротивление при температуре 20°C должно быть не менее 0,094 Ом
15.2. Сопротивление обмоток возбуждения (главных полюсов)
Примечание: Подключить щупы к клеммам Ш1 и Щ2, клеммной коробки
Сопротивление должно быть не менее 0,025 Ом
16. Проверить катушки на наличие межвитковых замыканий
16.1. Изоляцию межкатушечного соединения снять
16.2. Межвитковое замыкание проводов катушки проверить
Примечание: Катушка с межвитковым замыканием подлежит замене
17. Крепление полюсов остова проверить, ослабшие болты подтянуть
18. Расстояние между полюсами замерить
Примечание: Замер производить по оси полюсов, расстояние должно быть от 84,4 до 84,63 мм
19. Катушку полюсную с поврежденным участком изоляции отремонтировать:
19.1. Изоляцию межкатушечного соединения снять
19.2. Гайку с винта отвернуть, выводы катушек разъединить
19.3. Полюсные болты отвернуть
19.4. Полюс катушки выпрессовать
19.5. Полюс и катушку от остатков компаунда очистить
19.6. Катушку отремонтировать
19.6.1. Изоляцию от места повреждения на каждую сторону очистить на 20-25 мм
19.6.2. Края изоляции опилить на конус
19.6.3. Зачищенное место заизолировать лентой размером 0,11Ч20 мм промазывая каждый слой компаундом
Примечание: Срок годности компаунда 25-30 мин
19.6.4. Полюс заизолировать двумя слоями ленты размером 0,11Ч20 мм промазывая каждый слой компаундом
19.6.5. Внутреннюю поверхность катушки компаундом намазать
19.6.7. Зазоры между катушкой и полюсом заполнить отрезками ленты, пропитанной в компаунде
19.6.8. Участок катушки с восстановленной изоляцией заизолировать лентой 0,025х50 мм одним слоем в перекрышу, сверху стеклолентой затянуть
19.6.9. Катушку в печь на 6-8 часов поместить, температура печи 50-60°C
19.6.10. Прочность изоляции переменным напряжением 6,8 кВ, частотой 50 Гц в течение 1 мин проверить
19.6.11. Фторопластовую ленту снять
19.6.12. Катушку эмалью воздушной сушки покрыть
20. Состояние снятого сердечника полюса проверить
Примечание: Расслоения, ослабления, изломы и трещины в местах сердечников полюсов не допускаются. Заклепки должны плотно и прочно крепить пластины.
Заклепки подлежат замене при наличии признаков ослабления крепления пластин.
Выступление заклепок за полюсные листы не допускаются
21. Катушку на сердечнике закрепить
Примечание: Посадка катушки на сердечник должна быть плотной
21.1. На полюсной сердечник в месте посадки катушки прокладку наложить
21.2. Сердечник с катушкой в станину установить, полюс болтами закрепить
Примечание: Расстояние между полюсами должно быть от 84,4 до 84,63 мм. При необходимости высоту посадки регулировать постановкой прокладок
Читайте также: Как менять масло в винтовом компрессоре
21.3. Станину нагреть до температуры 70 -100°C
Окончательную затяжку полюса произвести
22. Межкатушечное соединение соединить
22.1. Наконечники проводов соединить винтом гайкой и шайбой
22.2. Величину активного сопротивления цепей катушек замерить
22.2.1. Сопротивление цепи добавочных полюсов замерить
Примечание: Один щуп подключить к клемме Д2 клеммной коробки, другой щуп к свободному выводу добавочного полюса Н. Сопротивление при температуре 20°C должно быть не менее 0,094 Ом
22.2.2. Сопротивление обмоток возбуждения (главных полюсов)
Примечание: Подключить щупы к клеммам Ш1 и Щ2, клеммной коробки.
Сопротивление должно быть не менее 0,025 Ом
22.3. Наконечники проводов заизолировать
22.4. Стеклоткань размером 200х25Ч0,2 мм наложить
22.5. Ленту изоляционную в два слоя в полуперекрышу последовательно от одного края изоляции провода до другого лента должна перекрывать изоляцию провода на 15 мм от наконечника, слои ленты при наложении лаком промазать
23. Покраска катушек полюсов
23.1. Статор до температуры 20-30°C нагреть
23.2. Статор из печи вынуть
23.3. Лобовые части эмалью покрыть
23.4. Статор на воздухе в течении 1 часа выдержать
23.5. Статор в печь установить температура нагрева печи 110-120°C выдержка в печи 4- 6 часов
23.6. Окончательную подтяжку полюсных болтов в процессе сушки произвести при температуре 70-100 °C.
24. Сопротивление изоляции цепей полюсных катушек замерить
Примечание: Измерение производить на 60-й секунде
24.1. Сопротивление изоляции цепи якоря и добавочных полюсов замерить
Примечание: Один щуп мегомметра подключить поочередно к клеммам Я1 и Д2 клеммной коробки, другой щуп к станине или валу якоря. Сопротивление изоляции должно быть не менее 0,5 МОм
24.2. Сопротивление изоляции обмоток возбуждения (главных полюсов)
Примечание: Подключить один щуп омметра к клеммам Ш1 и Щ2, а другой щуп к станине. Сопротивление изоляции должно быть не менее 0,5 МОм
25. Ремонт траверсы и ее узлов
25.1 Траверсу на верстак установить
25.2. Гайки с болта отвернуть, шайбы и щеткодержатели снять
25.3. Гайки отвернуть, шайбы снять два болта вынуть, пальцы щеткодержателя снять
25.4. Детали траверсы от пыли и грязи очистить
25.5. Корпус траверсы на наличие трещин проверить
25.5. 1. При наличии трещины, выявление ее краев произвести. Нагреть трещину до температуры 250-300°C,
25.5.3. Трещину в траверсе под заварку подготовить: концы трещин засверлить
25.5.4. Трещину V — образно разделать
25.5.5. Место под сварку обезжирить
25.5.7. Механическую обработку до чертежных размеров произвести
25.5.8. Корпус траверсы, кроме посадочной поверхности под щеткодержатели покрасть
25.6. Состояние пальцев щеткодержателя проверить, при необходимости зачистить
Примечание: При наличии трещин изломов палец заменить
25.6.1. Пальцы лаком покрыть
25.6.2. Пальцы в печь установить просушить
Примечание: Выдержка в печи 1 час при температуре 120-130°C
25.7. Крепежные детали осмотреть: болты, гайки, шайбы
Примечание: При наличии сорванной и поврежденной резьбы, забитых граней детали заменить
25.8. Состояние щеткодержателей проверить
25.8.1. Пружину с рычага и пластины корпуса щеткодержателя снять
25.8.2. Корпус, рычажок, перегородку на отсутствие изгибов трещин проверить, произвести правку
Примечание: При невозможности исправления заменить на новый
25.8.3. Состояние и крепление осей и пластин проверить
Примечание: Оси и пластины должны плотно прилегать к соседним деталям. Поворот рычажка вокруг оси должны происходить без заеданий
25.9. Проверка состояния пружин
Примечание: высота пружины 16 мм; диаметр пружины 5 мм; внутренний диаметр крепления 3,8 мм; расстояние от конца проволоки до первого витка 2,5 мм
25.9.2. Пружину на усилие растяжения проверить
Примечание: При удлинении пружины до 22 мм усилие должно составлять 2,6 ± 0,26 кг
25.9.3. Пружину на рычажок и пластину корпуса щеткодержателя установить
25.10. Щеткодержатели осмотреть, негодные заменить
Примечание: Ширина окна щеткодержателя 8 мм; длина окна щеткодержателя 1 мм
25.11.1. Пальцы на траверсу установить, болтами закрепить
25.11.2. Щеткодержатели на пальцы установить, болтами и гайками закрепить
25.11.3. Щетки в щеткодержатели установить, шунты закрепить
Примечание: Щетки должны быть предварительно притерты к коллектору. Высота щеток 25 мм. Зазор между корпусом щеткодержателя и щеткой по толщине щетки 0,055-0,41 мм. Зазор между корпусом щеткодержателя и щеткой по ширине щетки (вдоль коллектора) 0,058-0,56 мм.
25.11.4. Нажатие пальцев на щетку проверить
Примечание: Нажатие пальцев должно быть 0,2-0,25 кгс. Регулировку нажатия на щетку производить подгибанием рычажка
25.11.5. Щетки из окон щеткодержателя вынуть
26. Сопротивление изоляции пальцев щеткодержателя по отношению к корпусу траверсы 1 замерить
Примечание: Выводы подсоединить между болтом пальца и корпусом траверсы
1.Сопротивление изоляции должно быть не менее 100 МОм
27. Пальцы щеткодержателей на электрическую прочность изоляции испытать
Примечание: Выводы подсоединить между болтом пальца и корпусом траверсы.
Определяется переменным током частотой 50 Гц и напряжением 1800 В в течении 1 минуты. Испытания начинать с напряжения, не превышающего 1/3 испытательного, постепенно повышая его до полного значения. Время, в течении которого испытательное напряжение повышается от половинного до полного значения, должно быть не менее 10с. Полное испытательное напряжение выдерживать в течении 1 минуты, после чего плавно снизить до 1/3 и отключить. Если испытание не вызовет пробоя или перекрытия изоляции обмотки, то результат считать положительным, а испытания законченными.
1. Вал якоря на отсутствие трещин проверить
2. Активное сопротивление обмотки якоря замерить
2.1. Отсчитать 28 коллекторных платин отметить первую и последнюю
2.2. Щупы измерительного моста на помеченные пластины установить, замеры произвести
Примечание: Сопротивление должно быть 0,32 Ом. Заниженное сопротивление указывает на возможное межвитковое замыкание секций обмоток якоря. Завышенное сопротивление указывает на нарушение пайки концов секций в петушках коллектора
3. Проверить якорь на межвитковое замыкание
Примечание: Измерительной скобой подать напряжение на коллектор от источника постоянного тока. Перемещая контактную вилку с милливольтметром по двум соседним коллекторным пластинам, проверить по отклонению стрелки прибора падения напряжения между коллекторными пластинами. Отклонение стрелки прибора от средних показаний не должно превышать 20%. Заниженное отклонение стрелки прибора более указанной величины сигнализирует о наличии в катушке якоря межвиткового замыкания. Завышенное отклонение стрелки прибора указывает на плохую пайку проводников катушки в петушках коллектора. Отсутствие отклонения стрелки прибора указывает на обрыв проводника катушки. Якорь с межвитковым замыканием или обрывом витка подлежит замене на новый
4. Состояние подшипников, лабиринтных колец проверить
4.1. Вращение подшипников от руки проверить
4.2. Радиальные зазоры в подшипнике проверить
Примечание: Со стороны коллектора 0,008-0,04 мм; со стороны противоположной коллектору 0,01-0,044
4.3. Внешний осмотр подшипниковых колец и шариков произвести
4.4. При наличии дефектов подшипник выпрессовать
5. Дефектоскопию вала произвести
6. При наличии на поверхности шеек забоев или задиров глубиной более 0,1 мм вал ротора проточить до удаления дефекта
7. Наплавку дефектных поверхностей произвести
Примечание: Наплавку производить с частотой вибрации электродной проволоки 21-47 колебаний, с амплитудой вибрации 2 мм
8. Произвести обработку шеек вала: со стороны против коллектора диаметром 20 мм; со стороны коллектора диаметром 15 мм; диаметр под посадку вентилятора от 24,5 до 25 мм; натяг для посадки на вал вентилятора 0,002-0,017мм; натяг для посадки на вал подшипников 0,002-0,024
Упрочнение восстановленной поверхности накаткой роликом произвести
9. Осмотреть шпоночную канавку на конце вала якоря, зачистить от заусенец и забоин, при необходимости опилить до получения параллельности стенок канавки
10. Проверить биение вала в местах постановки подшипников
Примечание: Допускаемое биение не более 0,03 мм
11. Проверить глубину продорожки межламельной изоляции 1,5-2 мм
12. Проверить состояние переднего и заднего стеклобандажа якоря
Примечание: Бандажи не должны иметь отслоений, сползаний, поперечных или продольных трещин, ослаблений и прожогов. Бандажи не имеющие повреждений от верхнего слоя лака освободить, протереть обдуть. При наличии на бандаже трещин вдоль волокон шириной не более 0,5 мм и глубиной не более 1 мм, допускается бандаж не заменять. Во всех других случаях бандаж подлежит замене
13. Замена стеклобандажей крепления обмотки якоря:
13.1. Удлиннитель на якорь установить
13.2. Якорь в центра бандажировочного станка установить
13.3. Стеклобандажную ленту в натяжное приспособление заправить, для чего после установки катушек ленты на спускной механизм свободный конец ленты пропустить через направляющие ролики и индикатор натяжения
13.4. Стеклобандаж в месте прокладки защиты от повреждений надрезать
13.5. Стеклобандаж в месте надреза нагреть
13.6. Стеклобандаж снять, обмотку якоря обдуть
13.7. Ленту стеклобандажную на передней (задней) лобовой части якоря закрепить
13.8. Под ленту полоску электрокартона шириной равной ширине лобовой части якоря проложить
Примечание: Электрокартон должен быть пропитан в льняном масле и высушен
13.9. Бандаж на лобовые части якоря наложить
Примечание: Укладку ленты стеклобандажной производить 5 витков на длине 18-20 мм лобовых частей якоря. Натяжение ленты 0,3-0,4 Н
13.10. Конец ленты по последние два витка уложенного бандажа заправить
Стеклобандаж горячим роликом проутюжить
Состояние прокладок в пазу якоря между обмоткой секций якоря и пазовым клином проверить
В паз клин и прокладки установить
Клинья должны входить в пазы плотно, при необходимости допускается изменять толщину и количество прокладок
Стеклобандаж крепления обмоток якоря наложить
Ленту стеклобандажную на передней (задней) лобовой части якоря закрепить Под ленту полоску электрокартона шириной равной ширине лобовой части якоря
Проложить электрокартон должен быть пропитан в льняном масле и высушен
Бандаж на лобовые части якоря наложить
Укладку ленты стеклобандажной производить 5 витков на длине 18-20 мм лобовых частей якоря натяжение ленты 0,3-0,4 Н конец ленты по последние два витка уложенного бандажа заправить
Стеклобандаж горячим роликом проутюжить
7. Проверка состояния рабочей поверхности коллектора
При наличии на коллекторе следов дуги, потемнения корпуса зачистить до удаления дефектного места и старого эмалевого покрытия 500х50 М 64С 16-П Шкурка ГОСТ 10054-82
7.1 При наличии прожогов дугой пластмассового корпуса на площади более 1 поверхности корпус проточить глубина проточки не более 2-3 мм у торца коллектора закруглить радиусом 3 мм
Если после проточки остаются следы прожогов площадью до 2-3 см^2, следы зачистить на глубину не более 1мм
Поверхность коллектора обезжирить
7.2 При наличии на коллекторе трещин между пластинами и корпусом, прогарами корпуса до 4 мм дефектное место разделать сверлением или проточкой Эпоксидным компаундом холодного твержения заполнить с уплотнением
Коллектор на воздухе 24 часа выдержать
Коллектор в печь на 5-6 часов установить, температура печи 120 град
7.3 Поверхность коллектора осмотреть
Поверхность должна быть гладкой, полированной и иметь коричневый цвет с фиолетовым оттенком
Задиры, забоины и другие механические повреждения недопустимы
Диаметр коллектотра менее 49 мм недопустим
Местные повреждения меди глубиной более 0,5 мм припоем наплавить
Выработку на коллекторе замерить
Глубину продорожки между коллекторными пластинами проверить и, при необходимости, произвести продорожку до глубины 1 — 1,5 мм
Диаметр рабочей поверхности коллектора должен быть 49 — 55 мм
7.4 Механическая обработка коллектора якоря
Якорь на станок установить
Поверхность рабочую коллектора обточить до выведения выработки
Глубину резания выбирать минимальной, соразмерно величине дефектного слоя
Якорь на подставки установить
7.5. Продорожку миканита между коллекторными пластинами произвести. Глубина продорожки должна быть впределах 1-1,5 мм
При продорожке коллектора не допускается: подрезы коллекторных пластин или риски на рабочей поверхности коллектора; подрезы или забоины на петушках; уступы на миканите между коллекторными пластинами
Читайте также: Компрессор для hvlp краскопульт
Фаски с кромок коллекторных пластин снять величиной 0,2х45° по всей длине рабочей поверхности коллектора
Заусенцы между коллекторными пластинами зачистить
Зачистку заусенцев выполнить продорожником
Коллектор прошлифовать чистота поверхности Ra 1,25
частота вращения якоря 300-500 об/мин
продольная подача 0,2 мм/об
Глубину продорожки между коллекторными пластинами произвести продорожку до глубины 1-1,5 мм
Дорожку прочистить, обдуть
Биение коллектора должно быть не более 0,1 мм
8. Перепайка секций обмотки якоря в петушках коллектора
Концы шин секций обмотки якоря (луженая часть) и шлиц петушков зачистить Концы шин секций обмотки якоря (луженая часть) и шлиц петушков обезжирить
Концы секций в шлицы петушков уложить
Концы секций обмотки припаять
9. Проверка на качество пайки концов секций обмотки якоря в петушках коллектора:
Измерительной скобой подать напряжение на коллектор от источника постоянного тока. Перемещая контактную вилку с милливольтметром по двум соседним коллекторным пластинам, проверить по отклонению стрелки прибора падение напряжения между коллекторными пластинами. Отклонение стрелки прибора от средних показаний не должно превышать 20%
Завышенное отклонение стрелки прибора указывает на плохую пайку проводников катушки в петушках коллектора
Отсутствие отклонения стрелки прибора указывает на обрыв проводника катушки
Якорь с обрывом витка подлежит замене на новый
10. Пропитка обмотки якоря
Температура печи 110-130°C в течении 2-3 часов
Якорь имеющий температуру 60-70°C вертикально в лак опустить, уровень лака не должен доходить до петушков коллектора якорь выдержать в течении 10-15 минут
Якорь над ванной в течении 15 мин. выдержать
Якорь в печь поместить; температура печи 110-130°C, выдержка 2-4 часа
Сопротивление изоляции якоря замерить
Измерение производить на 60-й секунде
Один щуп мегометра подключить поочередно к пластинам коллектора, другой щуп к валу якоря. Сопротивление изоляции должно быть не менее 0,5 МОм
11. Поверхность якоря эмалью покрыть
Якорь просушить: температура печи 110-130°C в течении 2-3 часов
Якорь в покрасочную камеру помесить, окрасить; температура в покрасочной камере 60-70°C
Якорь на воздухе в течении 1 часа выдержать
Якорь просушить: температура печи 130-140°C в течении 3-5 часов
Сопротивление изоляции якоря замерить
Измерение производить на 60-й секунде
Один щуп мегометра подключить поочередно к пластинам коллектора, другой щуп к валу якоря
Сопротивление изоляции должно быть не менее 0,5 МОм
12. Динамическую балансировку якоря произвести
Величина небаланса недолжна превышать:
со стороны коллектора в плоскости балансировочного кольца 20 — 34,5 г.мм со стороны противоположной коллектору в плоскости вентилятора 21 — 45, г.мм балансировку производить высверливанием и постановкой балансировочных грузов на винты
1. Кронштейны щеткодержателей на траверсу и траверсу на подшипниковый щит установить и закрепить
Установить траверсу на нейтраль, совместив риски подшипникового щита и траверсы
2. Клеммную панель поставить, выводы катушек подсоединить, перемычки поставить и закрепить
3. Крышки внутренние 16 (рис. 1) подшипников поставить, подшипники 17, 18 на вал якоря напрессовать, смазку вкрышки и подшипники заложить
Операция производиться в случае демонтажа подшипников с вала якоря при разборке
Лабиринтные кольца установить; подшипник нагреть до температуры 90-110°C
Подшипники с восстановленной посадочной поверхностью пленкой ГЭН нагревать в печи
Подшипник на вал ротора установить, легкими ударами по торцевой части оправки
Оправка другой торцевой поверхностью упирается в насаживаемый подшипник (его внутреннее кольцо)
Внутренний диаметр оправки на 1.5 — 2 мм больше диаметра шейки вала, на которую насаживается кольцо подшипника а толщина стенок меньше толщины внутреннего кольца подшипника
Вращение подшипников от руки проверить
Радиальные зазоры в подшипнике проверить со стороны коллектора 0,008-0,04 мм со стороны противоположной коллектору 0,01-0,044
4. Подшипниковый щит со стороны противоположной коллектору на вал установить
Подшипниковый щит собрать для чего:
Траверсу на подшипниковый щит установить и закрепить двумя болтами
Траверсу на нейтраль установить, совместив риски подшипникового щита и траверсы, и закрепить гайки на болтах
Смазку во внутренние поверхности лабиринтных колец 16 и крышек заложить на 2/3 объема камер
Крышку лабиринт на подшипниковый щит установить болтами закрепить
5. Подшипниковый щит с якорем в станину установить, болтами закрепить в зазор между якорем и статором картон проложить
6. Подшипниковый щит со стороны коллектора установить, болы закрепить
Крышку лабиринт на подшипниковый щит со стороны коллектора установить, болтами закрепить
Смазку в крышку заложить на 2/3 объема
расстояние от корпуса щеткодержателя до рабочей поверхности коллектора 1,5-3,4 ШЦ-I-125-0,05 Штангенциркуль ГОСТ 166-89 зазор между петушками коллектора и корпусом щеткодержателя не менее 4 мм наименьший воздушный зазор между якорем и главными полюсами 0,7 мм наименьший воздушный зазор между якорем и добавочными полюсами 1,2 мм биение коллектора не более 0,06 мм
осевой разбег якоря 0,03-0,25 мм
Регулировку производить постановкой металлических колец между крышкой подшипника и наружным кольцом подшипника
8. Выводные провода цепи якоря Я1 и Д2 с клемной коробки к кронштейнам щеткодержателей подсоединить к щёткодержателям в соответствии со схемой соединений (рис. 3)
Щетки в щеткодержатели всавить, нажимные пальцы опустить
Наконечники шунтов щеток на болты одеть, гайки закрутить
9. Испытания электродвигателя
9.1 Правильность соединения обмоток, маркировку вывододных проводов проверить
При проворачивании якоря в ручную вращение должно быть свободным, без касаний за узлы и детали станины
9.2 Активное сопротивление обмоток главных, добавочных полюсов и обмотки якоря замерить
Сопротивление цепи добавочных полюсов
Один щуп подключить к клеме Д2 клемной коробки, другой щуп к свободному выводу добавочного полюса Н
Сопротивление при температуре 20°C должно быть не менее 0,094 Ом
Сопротивление обмоток возбуждения (главных полюсов)
Подключить щупы к клеммам Ш1 и Щ2, клеммной коробки
Сопротивление должно быть не менее 0,025 Ом
Отсчитать 28 коллекторных платин отметить первую и последнюю
Щупы измерительного моста на помеченные пластины установить, замеры произвести сопротивление должно быть 0,32 Ом
9.3 Сопротивление изоляции цепей катушек полюсов и якоря в холодном состоянии проверить
Измерение производить на 60-й секунде
Сопротивление изоляции цепи якоря и добавочных полюсов
Один щуп мегометра подключить поочередно к клеммам Я1 и Д2 клеммной коробки, другой щуп к станине иливалу якоря
Сопротивление изоляции должно быть не менее 1,0 МОм
Сопротивление изоляции обмоток возбуждения (главных полюсов)
Подключить один щуп омметра к клеммам Ш1 и Щ2, а другой щуп к станине
Сопротивление изоляции должно быть не менее 1,0 МОм
9.4 Испытания двигателя на холостом ходу
Машину на номинальное рабочее напряжение 50 В включить
Выводы преобразователя подключить на клеммы Ш1,Ш2, напряжение возбуждения установить 50 В
Частоту вращения замерить, частота вращения должна быль около 1400 об/мин
Выводы обмоток местами поменять, направление вращения изменить
На холостом ходу при работе машины проверить:
— отсутствие задевания ротора о статор;
— отсутствие повышенной вибрации;
Подшипник, имеющий нормальные зазоры работает без особого шума, толчков и вибраций
Глухой и неравномерный шум указывает на повреждение подшипников или их загрязнение
— отсутствие обрыва обмотки;
— отсутствие замыкания в обмотке;
— отсутствие замыкания выводов фаз
Наличие дефектов в обмотке определяется повышенным гудением, перегревом отдельных частей обмотки и неравномерным распределением тока в линейных проводах сети
9.5 Испытания двигателя под нагрузкой
Двигатель на испытательную станцию установить
Напряжение возбуждения 50 В, ток 13,5 А
Частота вращения 1400 ± 56 об/мин
Температура обмотки якоря 120°C
Температура обмотки полюсов 130°C
Температура нагрева обмоток
Рн-активное сопротивление обмотки после нагрева, Ом
Рх-активное сопротивление обмотки в холодном состоянии, Ом
Температура подшипников не более 80°C
9.6 Проверка коммутации двигателя
Напряжение возбуждения 50 В, ток якоря 20,25 А установить
Контроль коммутации производить визуально
Коммутация считается удовлетворительной, если при испытаниях не возникает кругового огня, остаточных деформаций или механических повреждений коллектора и щеткодержателей.
Коллектор и щеткодержатели должны быть пригодны для дальнейшей работы без очистки или какого-либо исправления коллекторно-щеточного узла, а также если степень искрения не привышает 1-2 бала по ГОСТ183-74
9.7 Испытания двигателя на повышенную частоту вращения
Испытания производить при частоте 1680 об/мин в течении 2 минут
После остановки якоря осмотреть состояние коллектора на наличие выступающих пластин, механических повреждений
9.8 Двигатель с испытательной станции снять
9.9 Сопротивление изоляции цепей катушек полюсов и якоря в нагретом состоянии проверить
Измерение производить на 60-й секунде
Сопротивление изоляции цепи якоря и добавочных полюсов
Один щуп мегометра подключить поочередно к клеммам Я1 и Д2 клеммной коробки,
другой щуп к станине или валу якоря
Сопротивление изоляции должно быть не менее 0,5 МОм
Сопротивление изоляции обмоток возбуждения (главных полюсов)
Подключить один щуп омметра к клеммам Ш1 и Щ2, а другой щуп к станине
Сопротивление изоляции должно быть не менее 0,5 МОм
9.10 Испытание электродвигателя на электрическую прочность изоляции проверить
Испытание проводить напряжением 1000 В, частотой 50 Гц, в течении 60±5с.
Выводы установки к клемме Ш1 (или Ш2) клеммной коробки и к станине двигателя подключить
Испытания начинать с напряжения, не превышающего 1/3 испытательного, постепенно повышая его до полного значения
Время, в течение которого испытательное напряжение повышается от половинного до полного значения, должно быть не менее 10с
Полное испытательное напряжение выдерживать в течении 1 минуты, после чего плавно снизить до 1/3 и отключить
Если испытание не вызовет пробоя или перекрытия изоляции обмотки, то результат считать положительным, а испытания законченными
10. Крышки коллекторных люков на место установить, болтами закрепить
11. Крышки клеммной коробки, коллекторных люков поставить и закрепить
12. Электродвигатель покрасить
13. Электродвигатель на стелаж готовой продукции переместить
6. Предельно допускаемые размеры деталей при эксплуатации и различных видах технического обслуживания и ремонта.
7. Предельно допускаемые размеры в сопряженных деталях.
8. Приспособление, технологическая оснастка, средства механизации, оборудование, применяемые при ремонте.
Ткань хлопчатобумажная бельевая (бязь отбеленная)
Ключ торцовый 9Ч10 ГОСТ 11737-74
Чалочное приспособление; пресс
Чалочное приспособление; ключ 7811 ГОСТ 2839-80
Секундомер СОСпр-6а-1000 ТУ 25-1819.021
Отвертка 7810 ГОСТ 17199-88
Ключ 12Ч14 7811 ГОСТ 2839-80
Спирт бутиловый нормальный технический
Ткань х/б плательная (батист отбеленный)
Подобные документы
Назначение и конструкция моторно-осевого подшипника и подвески тягового электродвигателя. Неисправности, причины их возникновения и способы предупреждения. Периодичность и сроки ремонта и контроля технического состояния деталей колесно-моторного блока.
курсовая работа [1021,0 K], добавлен 21.02.2012
Назначение и работа тягового электродвигателя ТЛ-2К. Основные неисправности и причины их возникновения. Виброакустический метод диагностирования. Способы очистки тягового электродвигателя. Контроль состояния якорных подшипников. Организация ремонта.
курсовая работа [516,5 K], добавлен 28.05.2015
Назначение условия работы детали. Основные неисправности, их причины и способы предупреждения. Способы очистки, осмотра, контроля. Предельно допускаемые размеры деталей при эксплуатации, обслуживании и ремонте. Сборка, проверка и испытание комплекта.
контрольная работа [23,5 K], добавлен 14.09.2015
Вписывание вагона в габарит. Основные элементы и технические данные цистерны модели 15-1443. Периодичность и сроки ремонта, техническое обслуживание цистерны. Характерные неисправности, их причины и способы устранения. Автотормозное оборудование.
курсовая работа [2,2 M], добавлен 10.04.2015
Условия работы и назначение вертикальной передачи на тепловозе. Ее неисправности, их причины и способы предупреждения. Составление структурной схемы технологического процесса ремонта передачи. Разработка маршрутной карты, инструкции, карты эскизов.
курсовая работа [446,9 K], добавлен 14.03.2011
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала