

Чугун – сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью.
Углерод может присутствовать в сплаве в виде цеменита и графита. В зависимости от доли данных веществ в составе, можно выделить несколько видов чугуна.
Некоторые из них поддаются обработке методом сваривания, другие – нет. Для каждого вида сплавов существует определенные марки электродов. Далее мы рассмотрим сварка какого чугуна электродами выполняется в различных ситуациях.
Белый чугун характеризуется тем, что весь углерод присутствует в сплаве в виде цеменита. Этот вид обладает высокой твердостью, не подлежит обработке режущим инструментом.

Большая часть или весь углерод присутствуют в сером чугуне в виде графита. Данный вид хорошо поддается обработке; обладает высокими литейными свойствами, благодаря которым активно используется в качестве материала для литья. Сварка серого чугуна электродом ОЗЧ-2 выполняется постоянным током обратной полярностью. Также для данного вида предназначены марки ОЗЧ-4 и ОЗЧ-6, ОЗЖН-2, МНЧ-2.
Ковкий чугун является результатом отливки и термообработки белого чугуна с образованием хлопьевидного графита; используется при производстве автомобилей, тракторов и сельскохозяйственных машин. Электроды, предназначенные для работы с ковким сплавом: ОЗЧ-2 и 6, МНЧ-2, ЦЧ-4. Сваривание осуществляется постоянным током, полярность при сварке чугуна – обратная.
В половинчатом чугуне углерод присутствует в двух видах: графит и цеменит; применяется при изготовлении деталей, эксплуатирующихся в условиях повышенной износостойкости.
Высокопрочный чугун содержит шаровидный графит, который образуется в процессе кристаллизации; используется для производства ответственных деталей в машиностроении, а также для нефте- и газопроводов, труб водоснабжения.
В статье мы рассмотрим, как варить электродами по чугуну в зависимости от применяемого способа соединения.
- Сложности при сварке чугуна
- Подготовка чугуна к сварке
- Способы сварки чугуна
- Холодная сварка чугуна специальными электродами
- Видео
- Сварка чугуна простыми электродами (по стали)
- Сварка чугуна неплавящимися электродами
- Сварка чугуна покрытыми электродами
- Электроды для наплавки чугуна
- Какие электроды выбрать — несколько советов начинающему сварщику
Сложности при сварке чугуна
Прежде чем, приступать к работе исполнителю необходимо учесть особенности сварки чугуна электродами. Данные специфические черты обусловлены уникальными свойствами чугуна.
Одним из главных недостатков чугуна является плохая свариваемость, которая обусловлена следующими факторами:
- плохая соединяемость чугуна методом сварки объясняется его химической структурой и свойствами;

На фото: пора в сварочном валике
Несмотря на данные трудности и особенности, исполнителю любого уровня по силам получить качественное и надежное соединение. Для этого необходимо верно подобрать расходные материалы. О том, какие электроды для сварки чугуна выбрать мы расскажем далее.
Подготовка чугуна к сварке

Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Трещины, имеющие на поверхности изделий, нужно разделать на всю длину с достаточным для качественной проварки углом разделки и засверлить по краям. Если трещины не засверлены, то их необходимо вырезать, а концы трещины можно закруглить.
Рабочую зону следует очистить от посторонних включений с помощью болгарки, металлической щетки или наждачной бумаги. Зачистку также можно произвести пескоструйным способом. Масло удаляется с помощью растворителей. Сильные загрязнения рекомендуется удалять пламенем горелки.
Способы сварки чугуна
Выделяют три метода сварки чугуна, в зависимости от температуры предварительного подогрева изделий:
Горячая сварка является основным и наиболее “правильным” способом. Перед свариванием заготовки прогревают до температуры в 600-650°C.
Полугорячая сварка подразумевает нагревание чугунных деталей до температуры 300-350°C.
Холодная сварка не предусматривает нагрев рабочих изделий.
Применяя различные виды сварки чугуна – виды электродов при этом также разнятся. Независимо от выбранного исполнителем способа, следует четко следовать правилам и рекомендациям. Тому, как правильно варить чугун электродами различного вида и посвящена данная статья.
Холодная сварка чугуна специальными электродами

Холодная сварка проста и удобна в исполнении. Соединение осуществляется с применением специальных электродов, содержащих никель и/или медь. Существует достаточно много специальных стержней подобного типа. Наиболее популярными марками, изготовленными отечественными производителями, являются:
- основу электродов ОЗЧ-2 и ОЗЧ-6 составляет медный стержень, покрытый обмазкой, в состав которой входит железный порошок;
- никелевые и железно-никелевые расходники ОЗЖН-1, ОЗЧ-3, ОЗЧ-4, с помощью которых проводится сварка чугуна постоянным током.
- железно-медно-никелевые МНЧ-2. Сварка чугуна электродами мнч 2 позволяет получить высокотехнологичный шов, обладающий коррозионностойкостью в жидких агрессивных средах и горячих газах. Данная марка обладает достаточно высокой стоимостью, поэтому используется, в основном, при реализации ответственных работ и в тех случаях, когда к соединению предъявляются жесткие требования относительно качества.
Читайте также: Tiemme фильтр с редуктором
Видео
Или посмотрите презентацию холодной сварки чугуна электродом Zeller 855. Это действительно очень хорошие электроды, но дорого стоят и трудно купить.
О том, как варить чугун электродами по чугуну, будет рассказано далее.
Сварка всеми перечисленными марками электродов выполняется с помощью постоянного тока. Чтобы определить, какой полярностью варить чугун, следует ознакомиться с техническими характеристиками расходников, все марки которых у нас собраны на соответствующей странице.
Сварка чугуна простыми электродами (по стали)

Сваривание чугуна обычными стальными электродами не обеспечивает хорошего качества шва. Применяются расходники подобного типа ввиду их доступности и небольшой стоимости. Чтобы уменьшить отрицательные последствия применения стальных электродов, необходимо использовать специальные прутки ЦЧ-4. Эта марка является одной из самых популярных и востребованных у сварщиков.
Поэтому важно знать, как правильно варить чугун электродами ЦЧ-4. Данная марка предназначена для наплавки первых плакирующих слоев с последующим продолжением сварочного процесса обычными материалами (на картинке). Кроме этого, ЦЧ-4 подойдут как для горячей, так и для холодной сварки чугуна, заделки дефектов и соединения стали с чугуном.

Сварочные электроды «УОНИ-13/55» в упаковке.
При сваривании чугуна электродами общего назначения самым слабым местом является – околошовная зона у границы сплавления. Данная зона характеризуется хрупкостью и наличием трещин. Эти дефекты часто приводят к отслаиванию наплавленного слоя от основного металла. Чтобы этого избежать, необходимо использовать стальные шпильки или болты.
Шпильки имеют резьбу и ввертываются в свариваемую поверхность. Из размеры зависят от толщины рабочего изделия. Существуют рекомендации относительно размеров шпилек:
- диаметр должен составлять 0,3-0,4 толщины детали, но не более 12 мм;
- глубина ввертывания – 1,5 диаметра шпильки, но не больше половины толщины свариваемых изделий;
- высота выступающей части шпильки – 0,75-1,2 ее диаметра.

Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Выступающие части шпилек обвариваются по периметру, постепенно заполняя шов. В первую очередь осуществляется сварка всех шпилек кольцевыми швами с помощью электродов, диаметр которых составляет 3 мм. Применяется напряжение малой величины. Сваривание производится вразброс, чтобы избежать сильного перегрева. После вокруг места сварки накладывают кольцевые швы, пока вся поверхность не будет покрыта слоем наплавленного металла.
Мы надеемся, что приведение здесь вышеперечисленных правил и рекомендаций позволит сориентироваться, как варить электродами правильно по чугуну, и успешно выполнить работы.
[ads-pc-3][ads-mob-3]
Сварка чугуна неплавящимися электродами

Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала. Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG – сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Сварка чугуна покрытыми электродами
Чугунные электроды – специальные материалы для исправления дефектов чугунного литья, которые представляют собой литые круглые прутки с покрытием различного состава. В большинстве случаев соединение осуществляется на постоянном токе, но возможно и использование переменного. Величина тока определяется из расчета 50-60 А на 1 мм. электрода.
Качество шва, полученного в результате холодной сварки чугунными электродами, отличается неоднородностью. Поэтому следует выполнять полугорячее сваривание.
Как правильно варить чугун электродами, видео представлено далее.
Ознакомившись со всем спектром информации, исполнитель сможет выбрать лучший электрод по чугуну.
Электроды для наплавки чугуна

Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
Наплавка чугуна электродами т 590 также гарантирует получение качественного соединения. Данная марка широко применяется в различных сферах деятельности, для работы с разными конструкциями и деталями. Доступная цена стержней Т-590 делает эти расходники такими популярными у мастеров сварочного дела.
Более подробная информация представлена в статье “Наплавка металла: электродом и другие”.
Данная статья поможет каждому исполнителю выяснить, какие лучшие электроды по чугуну.
Какие электроды выбрать — несколько советов начинающему сварщику

Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. В статье мастер сантехник расскажет, какие электроды выбрать начинающему сварщику.
Читайте также: Объем масла в заднем редукторе ваз 2101
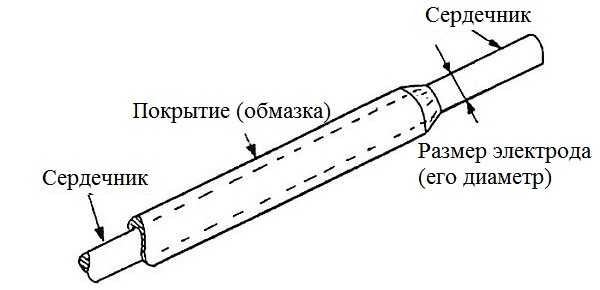
Что такое электрод и для чего обмазка

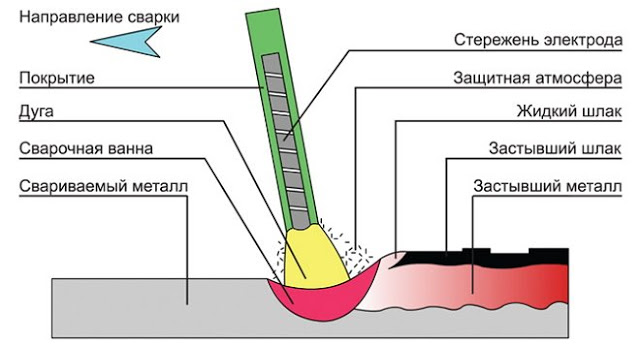
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь.
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена.

Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.
Виды обмазки и их характеристики

Различают всего четыре вида покрытий:
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом.
При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки

В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды.
Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР-3
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР-3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Читайте также: Масло поворотный редуктор экскаватор вольво
Очень важна для начинающих сварщиков особенность МР-3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР-3. У вас все должно получится.
УОНИ 13/55 с основной обмазкой

Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.

Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко.
Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб. Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- Какой диаметр электрода использовать при сварке;
- Какой ток выставить;
- К какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл.
Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм.
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод.
При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус.
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Видео
В сюжете — Выбираем лучшие и худшие электроды для начинающего сварщика
В сюжете — Как расспознать тип электродов и понять для чего они применяются
В сюжете — Какими электродами начать учится варить
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала