Детали типа «Вал» чаще всего содержат такие элементы, как фаски, лыски, шпоночые пазы, центровочные отверстия, проточки (канавки) для выхода шлифовального круга и выхода режущего инструмента при нарезании резьбы, канавки для стопорных шайб, уплотняющих колец.
Следует обратить внимание, что канавки (проточки) в зависимости от их назначения имеют свои особенности и на чертеже должны изображаться согласно правилам стандартов.
На детальных чертежах для простановки необходимых размеров, регламентированных стандартами, используют выносные элементы или сечения в увеличенном масштабе.
Вал является ответственной деталью механизмов машин. Вал служит для передачи крутящего момента и вращается вместе с закрепленными на нем элементами механизма. Валы могут быть цилиндрическими постоянного диаметра, ступенчатыми и с нарезанными на них зубчатыми венцами или шлицами.
Опорные части валов называются цапфами. Промежуточные цапфы называются шейками.
Цапфы валов, которые работают в подшипниках скольжения, могут быть цилиндрическими, коническими или сферическими. Наибольшее распространение имеют цилиндрические цапфы как простейшие в технологическом отношении. Цапфы валов для подшипников качения выполняют цилиндрическими. В некоторых случаях они имеют резьбовые участки или другие конструктивные элементы для крепления подшипников.
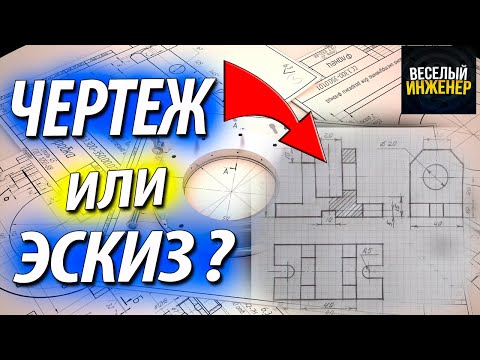
Конструктивные формы переходных участков валы показаны на рис. 5.2.
Видео:Чертеж. Технологический процесс и операционные эскизы изготовления деталиСкачать

Переходные участки валов между двумя ступенями разных диаметров выполняют таким образом:
1. С канавкой для выхода шлифовального круга (рис. 5.2, а). Канавки большей частью выполняют шириной 3 мм и глубиной 0,25…0,30 мм на валах диаметром 10…50 мм, а на валах диаметром 50…100 мм – шириной 5 мм и глубиной 0,5 мм. Канавки должны иметь максимально возможные радиусы закруглений для уменьшения концентрации напряжений и повышения сопротивления против усталостного разрушения в условиях действия переменных напряжений. Канавки выполняют на валах, диаметры которых определяют по условию жесткости, и на конечных участках валов, в сечении которых действуют незначительные изгибающие моменты. Если на валу есть резьбовые участки, то канавки предусматривают для выхода резьбонарезного инструмента.
2. С переходной поверхностью – галтелью постоянного радиуса (рис. 5.5, б). Для тяжело нагруженных валов в случаях, когда увеличение радиуса галтели ограничивается радиусом закругления или фаской кромок деталей, применяются дополнительные промежуточные кольца (рис. 5.2, в).
3 С галтелью специальной формы (рис. 5.2, г, д, е). Применяют галтели эллиптической формы или галтели, которые очерчены двумя радиусами кривизны.
Размер фаски на валах выполняют согласно табл. 5.1.
Таблица 5.1–Фаски цилиндрических деталей
Читайте также: Изготовление или обрезинивание валов
| d, мм | С × 45°, мм | d, мм | С × 45, мм ° |
| до 10 | 0,5 | 100…50 | 4,0 |
| 10…15 | 1,0 | 150…200 | 5,0 |
| 15…30 | 1,5 | 200…250 | 6,0 |
| 30…45 | 2,0 | 250…350 | 8,0 |
| 45…70 | 2,5 | 350…420 | |
| 70…100 | 3,0 | > 420 |
Последовательность выполнения эскизов вала:
1. Внимательно осмотреть вал, изучить его конструкцию, назначение, технологию изготовления.
2. Определить минимальное, но достаточное количество изображений (видов, разрезов, сечений), необходимых для полного представления о конструкции детали.
Видео:Чертеж вал шестерни. Процесс изготовления валов с зубчатым венцомСкачать

3. Выбрать согласно ГОСТ 2.301-68 формат чертежа, выполнить на нём рамку и основную надпись.
4. Наметить тонкими сплошными линиями габаритные прямоугольники для будущих изображений с расчетами равномерного использования полю или формату. Провести осевые линии, нанести тонкими сплошными линиями видимый контур вала, начиная с основных геометрических форм и сохраняя на всех изображениях проекционную связь и пропорцию элементов вала.
5. Нанести выносные и размерные линии, стрелки, проставить необходимые знаки. Произвести замеры вала и вписать размерные числа. Размерные числа необходимо записывать сразу после каждого измерения, не накапливая их в памяти .
6. Заполнить основную надпись и записать технические требования.
7. Внимательно проверить эскиз вала и исправить ошибки.
8. Для валов, которые изготавливаются преимущественно на токарных станках, главный вид располагают на чертеже так, чтобы ось детали располагалась горизонтально.
Следует обратить внимание, что канавки (проточки) в зависимости от их назначения имеют свои особенности изображения на чертеже согласно правилам стандартов.
На детальных чертежах валов для постановки необходимых размеров используют выносные элементы или сечения в увеличенном масштабе.
В изделиях мелкосерийного производства на валах для крепления зубчатых колес используются шпоночные соединения. Их недостатками являются малая несущая способность из-за ослабления вала шпоночными пазами и низкая технологичность.
Видео:Порядок выполнения эскизаСкачать

Размеры шпоночных пазов приведены для призматических шпонок согласно ГОСТ 23360-78 (рис. 5.2) и сегментных шпонок (рис. 5.3) на валах – ГОСТ 24071-80 (табл. 5.2, 5.3).
Размеры канавок для выхода шлифовального круга (рис. 5.4, 5.5) согласно ГОСТ 8820-69 приведенные в табл. 5.4.


Таблица 5.2– Размеры шпоночных пазов призматических шпонок на валах согласно ГОСТ 23360-78
| Диаметр вала d | Шпонка | Паз | |||
| b | h | l | t1 | t2 | r или с × 45º |
| 6…8 | 6…20 | 1,2 | 1,0 | 0,80…0,16 | |
| 8…10 | 6…36 | 1,8 | 1,4 | ||
| 10…12 | 8…45 | 2,5 | 1,8 | ||
| 12…17 | 10…56 | 3,0 | 2,3 | 0,16…0,25 | |
| 17…22 | 14…70 | 3,5 | 2,8 | ||
| 22…30 | 18…90 | 4,0 | 3,3 | ||
| 30…38 | 22…110 | 5,0 | 0,25…0,40 | ||
| 38…44 | 28…140 | ||||
| 44…50 | 36…160 | 5,5 | 3,8 |
Таблица 5.3 – Размеры шпоночных пазов сегментных шпонок на валах согласно ГОСТ 24071-80
| Диаметр вала d | Шпонка | Паз | |||
| b | h | D | t1 | t2 | r или с×45º |
| 7…8 | 2,5 | 3,7 | 2,7 | 1,2 | 0,80…0,16 |
| 8…10 | 3,0 | 5,0 | 3,8 | 1,4 | |
| 10…12 | 6,5 | 5,3 | |||
| 12…14 | 4,0 | 5,0 | 1,8 | 0,1…0,25 | |
| 14…16 | 7,5 | 6,0 | |||
| 16…18 | 5,0 | 6,5 | 4,5 | 2,3 | |
| 18…20 | 7,5 | 5,5 | |||
| 20…22 | 9,0 | 7,0 | |||
| 22…25 | 6,0 | 6,5 | 2,8 | ||
| 25…28 | 10,0 | 7,5 | |||
| 28…32 | 8,0 | 11,0 | 8,0 | 3,3 | 0,25…0,40 |
| 32…38 | 10,0 | 13,0 | 10,0 |


Исполнение 1 Исполнение 2


Исполнение 1 Исполнение 2
Таблица 5.4 – Размеры канавок для выхода шлифовального круга
согласно ГОСТ8820-69
| b | Внешнее шлифование d1 | h | R | R1 | d |
| 1,0 | d – 0,3 | 0,2 | 0,3 | 0,2 | До 10 |
| 1,6 | 0,5 | 0,3 | |||
| 2,0 | d – 0,5 | 0,3 | 0,5 | 0,3 | 10…50 |
| 3,0 | 1,0 | 0,5 | |||
| 5,0 | d-1,0 | 0,5 | 1,6 | 0,5 | 50…100 |
| 8,0 | 2,0 | 1,0 | >> 100 | ||
| 10,0 | 3,0 | 1,0 | >> 100 |
Размеры канавок под пружинные кольца (рис. 5.6, 5.7) согласно ГОСТ13940-86 приведены в табл. 5.5.
Видео:Чертеж валаСкачать



Таблица 5.5 – Размеры канавок под пружинные кольца, мм
| Диаметр валаd | Канавка | Кольца | |||||
| d1 | b1 | h | r | d2 | b | l | s |
| До 8 | 7,5 | 1,2 | 0,75 | 0,1 | 7,2 | 1,7 | 1,0 |
| 8,5 | 8,2 | ||||||
| 9,5 | 9,2 | ||||||
| 11,3 | 1,1 | 11,0 | 2,0 | ||||
| 14,1 | 1,4 | 13,8 | |||||
| 16,0 | 1,4 | 1,5 | 15,7 | 2,5 | 1,2 | ||
| 16,8 | 1,8 | 16,5 | |||||
| 18,6 | 2,1 | 18,2 | 3,2 | ||||
| 20,6 | 20,2 | ||||||
| 22,5 | 2,3 | 22,1 | |||||
| 23,5 | 23,1 | ||||||
| 26,5 | 25,8 | 4,0 | |||||
| 28,5 | 27,8 | ||||||
| 30,2 | 2,7 | 29,5 | |||||
| 32,2 | 31,4 | ||||||
| 33,0 | 1,9 | 3,0 | 0,2 | 32,2 | 5,0 | 1,7 | |
| 34,0 | 33,0 | ||||||
| 36,0 | 35,0 | ||||||
| Свыше 40 | 37,5 | 3,8 | 36,5 |
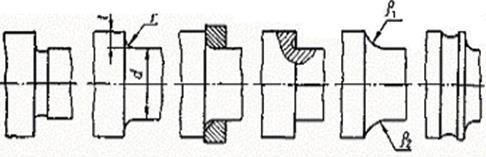
Размеры канавок под уплотнительные кольца (рис. 5.8) согласно ГОСТ9833-73 приведены на рис. 5.9 и в табл. 5.6.
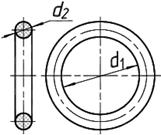
Таблица 5.6 – Размеры канавок под уплотнительные кольца
| Кольцо | d | D | Подвижное соединение | Недвижимое соединение | |||||
| d2 | d1 | d3 | D1 | b | d3 | D1 | b | ||
| 2,5 | 9,0 15,0 19,5 31,0 49,0 | 9,5 15,5 20,0 32,0 50,0 | 13,5 19,5 24,0 36,0 54,0 | 9,5 15,5 — — — | 13,5 19,5 — — — | 3,3 3,3 — — — | 9,8 15,8 20,3 32,3 50,3 | 13,2 19,2 23,7 35,7 53,7 | 3,6 |
| 3,0 | 19,5 31,0 63,5 93,0 | 20,0 32,0 65,0 95,0 | 25,0 37,0 70,0 100,0 | 20,0 32,0 — — | 25,0 37,0 — — | 3,7 3,7 — — | 20,3 32,3 65,3 95,3 | 24,7 36,7 69,7 99,7 | 4,0 |
| 3,6 | 21,5 31,0 | 22,0 32,0 | 28,0 38,0 | 22,0 32,0 | 28,0 38,0 | 4,4 | 22,4 32,4 | 27,6 37,6 | 4,7 |
| 4,6 | 27,5 31,0 62,5 | 28,0 32,0 64,0 | 36,0 40,0 72,0 | 28,0 32,0 64,0 | 38,0 40,0 72,0 | 5,2 | 28,6 32,6 64,6 | 35,4 39,4 71,4 | 5,6 |
Размеры канавок под смазку (рис. 5.10) приведены в табл. 5.7.

Таблица 5.7 – Размеры канавок под смазку, мм
| Диаметр вала | d1 | h = r | r1 | r2 | l |
| 10…18 | 1,0 | 0,5 | 12,5 | ||
| 18…50 | 2,0 | 1,0 | |||
| 50…80 | 2,5 | 1,5 | 20,0 | ||
| 80…100 | 3,0 | 2,0 | 25,0 |
Для установки детали в центрах токарного станка (при ее обработке или измерении) служат центровые отверстия (рис. 5.11), размеры и изображение которых соответствуют ГОСТ 14034-74 (табл. 5.8).

Таблица 5.8 – Размеры центровых отверстий согласно ГОСТ 14034-74
| D | d | d1 | d2 | l | l1 | l2 |
| 1,6 | 3,35 | 5,0 | 2,0 | 1,52 | 1,99 | |
| 2,0 | 4,25 | 6,3 | 2,5 | 1,95 | 2,54 | |
| 2,5 | 5,3 | 8,0 | 3,1 | 2,42 | 3,20 | |
| 3,15 | 6,7 | 10,0 | 3,9 | 3,07 | 4,03 | |
| 4,0 | 8,5 | 12,5 | 5,0 | 3,90 | 5,06 | |
| 5,0 | 10,6 | 16,0 | 6,3 | 4,85 | 6,41 | |
| 6,3 | 13,2 | 18,0 | 8,0 | 5,98 | 7,36 | |
| 8,0 | 17,0 | 22,4 | 1,1 | 7,79 | 9,35 | |
| 10,0 | 21,2 | 28,0 | 12,8 | 9,70 | 11,66 | |
| 12,0 | 25,4 | 33,0 | 14,6 | 11,60 | 13,80 | |
| 16,0 | 33,9 | 42,5 | 19,2 | 15,50 | 18,00 |
При нарезании резьбы на конечном участке выполняют кольцевые канавки (проточки), предназначенные для выхода резца. Проточка для выхода резьбонарезающегоинструмента при нарезании внешней метрической резьбы приведена на рис. 5.12. Проточка для выхода резьбонарезающего инструмента при нарезании внешней трапецеидальной резьбы приведена на рис. 5.13.
Размеры резьбовых проточек приведены в табл. 5.9, 5.10.
Видео:Допуски и посадки для чайников и начинающих специалистовСкачать

Образец выполнения эскиза вала приведен на рис. 5.14.


Таблица 5.9 – Размеры проточек для выхода резбонарезающего
инструмента при нарезании внешней метрической резьбы, мм (ГОСТ 27148-86)
| Шаг резьбы Р | R = 0,5P | Внешняя проточка | ||
| b1min | b2max | d1 | ||
| 0,5 | 0,4 | 0,8 | 1,5 | d — 0,8 |
| 0,6 | 0,9 | 1,8 | d — 1,0 | |
| 0,7 | 1,1 | 2,1 | d — 1,1 | |
| 0,75 | 1,2 | 2,25 | d — 1,2 | |
| 0,8 | 1,3 | 2,4 | d — 1,3 | |
| 1,0 | 0,6 | 1,6 | 3,0 | d — 1,6 |
| 1,25 | 2,0 | 3,75 | d — 2,0 | |
| 1,5 | 0,8 | 2,5 | 4,5 | d — 2,3 |
| 1,75 | 1,0 | 3,0 | 5,25 | d — 2,6 |
| 2,0 | 3,4 | 6,0 | d — 3,0 | |
| 2,5 | 1,2 | 4,4 | 7,5 | d — 3,6 |
| 3,0 | 1,6 | 5,2 | 9,0 | d — 4,4 |
| 3,5 | 6,2 | 10,5 | d — 5,0 |
Таблица 5.10 – Размеры проточек для выхода резьбообразующего инструмента при нарезании внешней трапецеидальной резьбы, мм (ГОСТ 10549 – 80)
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
- Правообладателям
- Политика конфиденциальности
Механика © 2023
Информация, опубликованная на сайте, носит исключительно ознакомительный характер🔍 Видео
Эскиз детали ШтуцерСкачать

4 4 Эскиз деталиСкачать
Разбираем чертеж детали ➤ Технические требования ➤ Допуски и посадки размеровСкачать
Зачетная работа: эскиз детали "Фланец"Скачать
Чертеж вала. Уровень: профессионал. Часть 1 - Выбор геометрииСкачать
Чертеж или эскиз чертежа? Что проще начертить молодому инженеру?Скачать
Как научиться читать чертеж? Чтение чертежа для начинающихСкачать
Чтение машиностроительных чертежей деталей. Технические требования и обозначенияСкачать
СеченияСкачать
Чтение чертежа, Шкив. Допуски. Посадки. Квалитет. Шероховатость по чертежу, классы чистоты.Скачать
Как читать чертежи вал шестерни прикидываем техпроцесс изготовленияСкачать
Модель и чертеж детали "Вал" в Autodesk InventorСкачать
📏КАК ПОМЕРИТЬ ДЕЛАЛЬ // ОБРАТНЫЙ РЕВЕРС ИНЖИНИРИНГ // РЕМОНТ ВАЛА // ИЗГОТОВЛЕНИЕ ВАЛА // ЧЕРТЕЖСкачать
Чтение чертежа на собеседованииСкачать
Уроки Компас 3D.ВалСкачать