
Привертные крышки (рис. 6.7) крепятся к корпусу редуктора болтами, устанавливаемыми в отверстия ее фланца.
Для обеспечения надежного базирования крышки по торцу фланца перед торцем выполняют канавку шириной b (см. табл. 6.4,
D = d), а длину центрирующего цилиндрического пояска l делают небольшой: l ≈ b.
Посадка крышек в корпус осуществляется по центрирующему пояску с зазором: глухих – H7/d11, с отверстием – H7/h8.
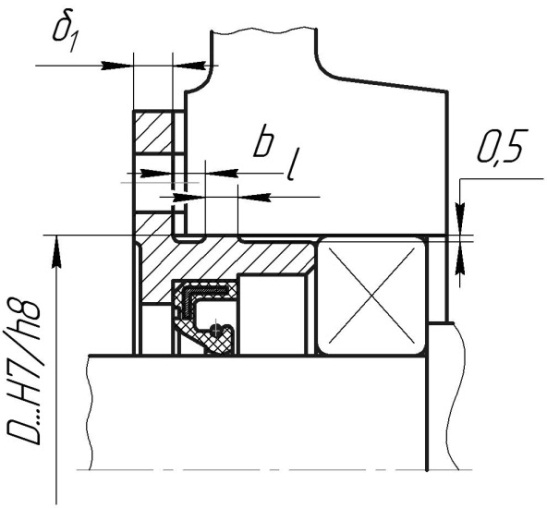
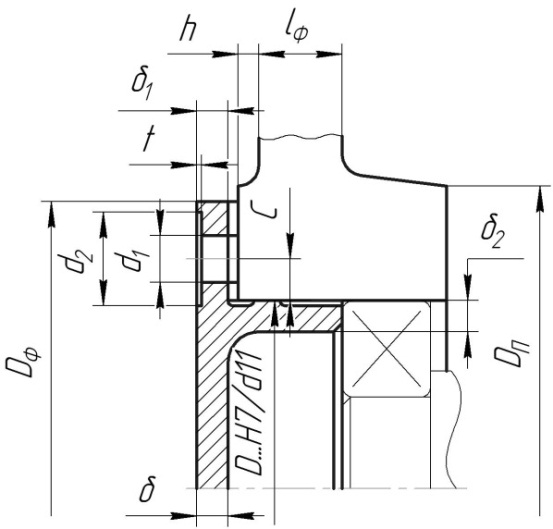
Рис. 6.7. Привертные крышки: а – глухая; б – с отверстием
Геометрические параметры фланца и элементов крепления крышки к корпусу выбирают в зависимости от диаметра D отверстия под подшипник (табл. 6.5, размеры в мм).
Размеры других элементов крышки можно определить по следующим рекомендациям [2]: толщина фланца  ; диаметр фланца
; диаметр фланца  ; толщина центрирующего пояска
; толщина центрирующего пояска  ; расстояние от поверхности основного отверстия до оси отверстия под болт
; расстояние от поверхности основного отверстия до оси отверстия под болт  .
.
Отверстие в крышке под манжету выполняют с допуском H8.
Обычно опорные поверхности фланцев под болты обрабатывают. Непосредственно в месте расположения головок болтов делают цековки глубиной t (рис. 6.7, а) или обтачивают весь поясок (рис. 6.7, б).
Параметры элементов крепления крышки
| Диаметр отверстия под подшипник | D | 50…62 | 63…95 | 100…145 | 150…200 |
| Толщина стенки | d | 5 | 6 | 7 | 8 |
| Диаметр болта | d | 6 | 8 | 10 | 12 |
| Количество болтов |  | 4 | 4 | 6 | 6 |
| Диаметр отверстия под болт |  | 6,6 | 9 | 11 | 14 |
| Диаметр цековки |  | 14 | 18 | 20 | 24 |
| Глубина цековки | t |
Если необходимо увеличить ширину крышки, то диаметр участка крышки, контактирующего с подшипником, уменьшают на 0,5…1 мм (см. рис. 6.7, б).
В сквозных крышках с манжетным уплотнением конструкция должна обеспечивать доступ к торцу манжеты для того, чтобы ее можно было выпрессовывать при необходимости замены (см. рис. 6.7, б).
Закладные крышки (рис. 6.8) удерживаются кольцевым выступом, установленным в канавку корпуса. Вследствие этого их можно применять только в редукторах, имеющих плоскость разъема по осям валов.
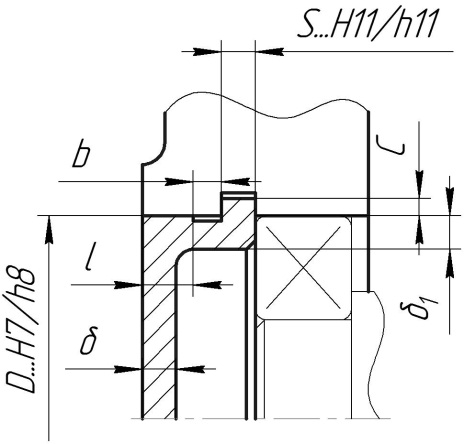

Рис. 6.8. Закладные крышки: а – глухая; б – с отверстием
Для обеспечения сопряжения выступа крышки и канавки корпуса по плоскости (посадка H11/h11) на наружной поверхности крышки перед выступом выполняют канавку шириной b
(см. табл. 6.4, d = D).
Для предотвращения вытекания масла глухие крышки и крышки с отверстием устанавливаются в корпус с малым зазором по посадке H7/h8. Толщину стенки d принимают в зависимости от диаметра D отверстия под подшипник (см. табл. 6.5). Размеры других элементов крышки:  ;
;  ;
;  ;
;  .
.
Требования, предъявляемые к элементам закладной крышки, сопрягаемым с манжетой, такие же, как и для привертной крышки.
§ 2. КОНСТРУИРОВАНИЕ КРЫШЕК ПОДШИПНИКОВ
Форма крышки зависит от конструкции опоры вала. Чаще всего торец вала не выступает за пределы подшипника.

Поэтому наружная поверхность крышки — плоская (рис. 7.2, а — б). Если торец вала выступает за пределы подшипника, то крышку выполняют по рис. 7.2, г.
Чтобы поверхность фланца крышки и торца корпуса сопрягались по плоскости, на цилиндрической центрирующей поверхности перед торцом фланца делают канавку шириной Ь. Размеры канавки приведены в табл. 6.9.
Положение крышки при сборке определяется ее фланцем. Поэтому поясок с центрирующей цилиндрической поверхностью делают небольшим, чтобы он не мешал установке крышки по торцу корпуса. Обычно принимают /^0,55, где В—ширина наружного кольца подшипника.
Поля допусков диаметра центрирующего пояска приведены на рис. 7.2, α — г. Если в крышку подшипника встроено манжетное уплотнение, как это показано на рис. 7.2, в, то допуск на центрирующий диаметр ужесточают.
Определяющим при конструировании крышки является диаметр отверстия в корпусе под подшипник. Толщину стенки δ, диаметр d и число ζ винтов крепления крышки к корпусу в зависимости от этого параметра принимают по табл. 7.3 (размеры в мм).
В варианте, показанном на рис. 7.2, б, крепление крышки осуществляют винтами с цилиндрическими головками, поставленными «впотай». В последнее время широкое распространение получают винты с цилиндрической головкой и шестигранным углублением «под ключ».
Во всех других вариантах, показанных на рис. 7.2, а, в, г, крепление крышки осуществляется болтами.
Поверхность крышки под головками крепежных винтов необходимо обрабатывать. Обрабатывают непосредственно те места, на которые опираются головки винтов (рис. 7.2, а, б), или весь поясок на торце в зоне расположения головок винтов (рис. 7.2, в, г). С точки зрения точности и быстроты предпочтительнее токарная обработка (рис. 7.2, в, г), чем обработка опорных поверхностей на сверлильном станке. Размеры других конструктивных элементов крышки, показанных на рис. 7.2, а, б, можно принимать:
толщину фланца при креплении крышки болтами & 1,25;
толщину фланца (рис. 7.2, б) при креплении крышки винтами с цилиндрическими головками, поставленными «впотай», δ3 « Н+0,8 δ ;
толщину центрирующего пояска δ2 = (0,9 . 1,0)5; диаметр фланца крышки Ζ)φ = D + f 4,0. 4,4) d ; расстояние от поверхности отверстия под подшипник до оси крепежного винта C^d, где d —диаметр винта (см. табл. 7.3).
Конструирование сварных и литых корпусов редукторов и крышек.
Корпус предназначен для размещения в нем деталей узла, для обеспечения смазки передач и подшипников, а также для предохранения деталей от загрязнения и для восприятия усилий, возникающих при работе. Он должен быть достаточно прочным и жестким, так как при деформациях корпуса возможен перекос валов, который приводит к неравномерности распределения нагрузки по длине зубьев зубчатых колес.
Все корпуса состоят из стенок, бобышек и фланцев, представляющих собой единое целое и для повышения жесткости усиленных ребрами. Корпусные детали в серийном производстве изготовляют литьем из чугуна марки не ниже СЧ15, в ответственных или тяжелонагруженных редукторах — из стального литья марки 25Л, для уменьшения массы корпусов применяют легкие сплавы (алюминиевые, магниевые). При индивидуальном изготовлении корпуса могут выполняться сварными. Сварные корпуса изготовляют из листовой, полосовой стали Ст2, СтЗ, а подшипниковые гнезда — из толстостенных труб или сплошного круглого проката.
Размеры корпусов зависят от числа и габаритов размещенных в них деталей, относительного их расположения и величины зазоров между ними. Ориентировочно размеры корпуса определяют при составлении компоновочной схемы редуктора.
Для удобства монтажа деталей корпус обычно делают разъемным. В горизонтальных редукторах плоскость разъема проходит по осям валов (рис. 1). В вертикальных цилиндрических одноступенчатых редукторах обычно делают разъемы по двум горизонтальным плоскостям, проходящим через оси валов, а в двухступенчатых даже по трем. Нижнюю часть корпуса с одной плоскостью разъема называют основанием или корпусом, а верхнюю крышкой корпуса. В коробках передач, в отдельных конструкциях червячных редукторов (рис. 2), легких зубчатых редукторах и в мотор-редукторах применяют цельные корпуса со съемными крышками.
В машиностроении литые корпуса изготовляют двух типов: традиционные — с приливами снаружи и гладкие — с приливами внутри. Рассмотрим конструктивные элементы традиционных корпусов. На рис. 1 показаны литые основания и крышка корпуса традиционного одноступенчатого цилиндрического редуктора. Корпуса других редукторов конструируют по тем же принципам.
Ориентировочные размеры основных элементов традиционных литых корпусов приведены в табл. 1 (отчасти ею можно пользоваться также при конструировании сварных корпусов)
 Рис. 1. Конструктивные элементы литого корпуса одноступенчатого цилиндрического горизонтального редуктора
Рис. 1. Конструктивные элементы литого корпуса одноступенчатого цилиндрического горизонтального редуктора
 Рис. 2. Червячный редуктор с цельным корпусом 1 и съемными крышками 2
Рис. 2. Червячный редуктор с цельным корпусом 1 и съемными крышками 2
При конструировании литого корпуса следует соблюдать допустимые минимальные значения толщины стенок, необходимые сопряжения и переходы (табл. 2), литейные уклоны (табл. 3), радиусы. Радиусы закруглений в литых деталях принимают по следующим данным: при толщине стенок до 25 мм — примерно равным 1/3, а при толщине стенок 25 мм — равным 1/5 средней арифметической толщины сопрягаемых стенок.
Ряд радиусов R для галтелей следующий: 1; 2; 3; 5; 8; 10; 15; 20; 25; 30; 40 мм.
Размеры лап и фланцев даны в табл. 4, опорных поверхностей под крепежные детали в табл. 5. Рым-болты выбирают по ГОСТ 4751—73* (табл. 6) в зависимости от массы редуктора (табл. 7). Для подъема редуктора вместо рым-болтов в литье могут выполняться крюки или уши (см. рис. 1). Крышки подшипников выбирают в зависимости от внешнего диаметра подшипника Dn.
Примечания: 1. Предельное отклонение размера по Н7.
2. Размер устанавливает конструктор (часто обработка до шероховатости 4-го класса).
Толщина стенок сварных корпусов на 20. 30 % меньше, чем чугунных, остальные конструктивные элементы принимают близкими к размерам литых корпусов, учитывая особенности изготовления (удобство сваривания). После сварки корпуса отжигают, а при необходимости выравнивают (рихтуют). Затем проводят обработку плоскостей и отверстий резанием. Конструкция сварного корпуса показана на рис. 3.
Взаимное положение основания корпуса и крышки корпуса фиксируют, до расточки гнезд под подшипники, двумя штифтами, устанавливаемыми без зазора (рис. 4) на возможно большем расстоянии друг от друга; размеры штифтов берут по ГОСТ 3129—70* и ГОСТ 3128—70* dшт= (0,5. 0,7)d3.
Чтобы предотвратить вытекание масла через плоскость разъема, места разъема смазывают герметиком. Прокладки в плоскости разъема не ставят, так как при этом нарушается посадка подшипников в корпус. У редукторов, имеющих горизонтальный разъем, на плоскости разъема основания корпуса иногда фрезеруют канавку для сбора масла, которое стекает обратно в корпус (см. рис. 1, разрез по Г—Г). На поясе крышки корпуса, для облегчения отделения ее от основания корпуса при разборке редуктора, устанавливают один или два отжимных болта (рис. 1).


Рис. 3. Сварной корпус одноступенчатого цилиндрического редуктора
Для захватывания корпуса редуктора при его подъеме у верхнего фланца имеются крюки (у легких редукторов крюков не делают).
На крышке корпуса для осмотра механизма и заливки масла предусмотрено окно (люк). Его закрывают крышкой, которую изготовляют литой (см. рис. 5, б) или из листовой стали толщиной 8К = (2. 3) мм (рис. 5, а). Чтобы внутрь корпуса извне не засасывалась пыль, под крышку ставят прокладку из картона толщиной 0,5. 1,5 мм или резины толщиной 2. 3 мм.
Редукторы с большим тепловыделением (например, червячные) должны иметь отдушину. Вследствие разбрызгивания масла быстровращающимися деталями воздушная среда внутри корпуса имеет взвешенные частицы масла (масляный туман). Наличие отдушины предотвращает повышение давления воздушной среды внутри редуктора и просачивание воздуха со взвешенными частицами масла через уплотнительные узлы валов и места соединений деталей корпуса.
 Рис. 4. Фиксирование крышки корпуса штифтами:
Рис. 4. Фиксирование крышки корпуса штифтами:
а — коническими вертикально; б— коническими под углом  Рис. 5. Крышка смотрового отверстия (размеры, мм):
Рис. 5. Крышка смотрового отверстия (размеры, мм):
а — из стального листа; б— литая
| A | B | A1 | B1 | C | K | R | Размер винта | Число винтов |
|---|---|---|---|---|---|---|---|---|
| 100 | 75 | 150 | 120 | 125 | 100 | 12 | M8×22 | 4 |
| 150 | 100 | 190 | 140 | 175 | 120 | 12 | M8×22 | 4 |
| 200 | 150 | 250 | 200 | 230 | 180 | 15 | M10×22 | 6 |
Простейшие отдушины для небольших редукторов выполняют в виде ручки крышки люка со сверленными внутри нее отверстиями (рис. 5, б) или в виде отдельной пробки с отверстиями (рис. 6). Более совершенная конструкция отдушины приведена в табл. 8. Отдушину устанавливают в крышку корпуса (или в крышку смотрового отверстия). Если отдушину устанавливают в крышку смотрового отверстия, то ее ввинчивают, приваривают или закрепляют развальцовкой.

Рис. 6. Пробка-отдушина
В нижней части корпуса имеется отверстие с резьбой для слива масла и промывки редуктора (см. рис. 1). Отверстие закрывают пробкой (табл. 9) с прокладкой из меди, алюминия или резины. Диаметр прокладки принимают равным диаметру буртика пробки, а толщину 1. 2 мм в зависимости от диаметра. Применяют также пробки с трубной конической резьбой, обеспечивающие герметичность соединения без прокладок. Конструкция и размеры таких пробок приведены в табл. 10.
Для контроля уровня масла применяют маслоуказатели; простейшим из них является отверстие с резьбой в стенке корпуса на уровне масла, заглушаемое пробкой (винтом). Конструкции более совершенных маслоуказателей показаны на рис. 7.
У корпусов с «гладкими» наружными стенками (рис. 8) все выступающие элементы (ребра жесткости, бобышки подшипниковых гнезд, фланцы) вводят внутрь, стяжные винты используют преимущественно с цилиндрической головкой, располагая их только по длинным сторонам корпуса; крышки подшипников применяют чаще врезные, рым-болты не устанавливают, а используют уши и крюки, отлитые вместе с корпусом; лапы под фундаментные болты располагаются в нишах, не выступая за стенки корпуса (рис. 8. 12).



В зависимости от назначения и конструктивных особенностей редуктора возможны те или иные отклонения размеров элементов корпуса по сравнению с приведенными в табл. 1 и 11. Экономии металла можно достичь уменьшением сечения элементов корпуса (но не за счет его жесткости) или изменением конструктивных форм корпуса редуктора.