
Специалисты, которые часто пользуются резцами для токарного станка при выполнении работ по металлу, а также те, кто занимается продажей этих изделий или снабжением машиностроительных предприятий, прекрасно осведомлены о том, каких видов бывают эти инструменты. Тем же, кто нечасто сталкивается в своей практике с токарными резцами, достаточно сложно разобраться в их видах, представленных на современном рынке в большом разнообразии.
Виды токарных резцов для обработки металла
Видео:Вылетел резец 😱Скачать

Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.

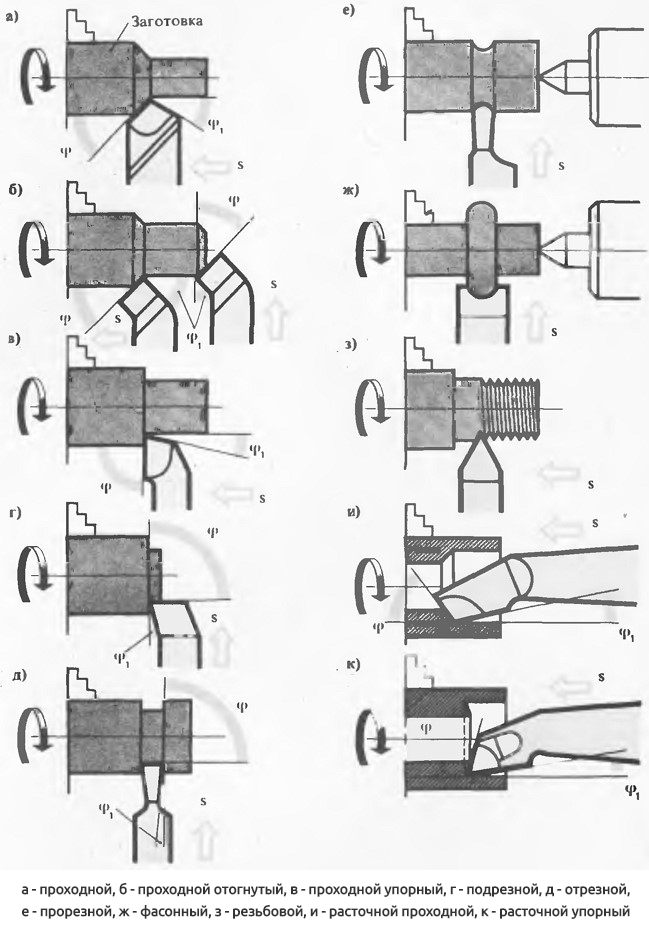
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
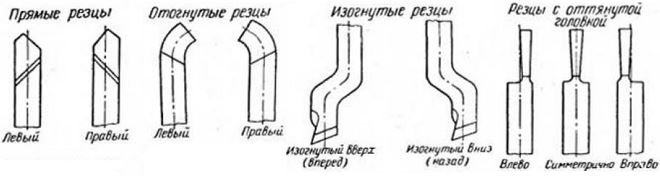
Разновидности резцов по конструкции
Видео:Как затачивать отрезные резцы? Покажу два варианта заточки!!Скачать

Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других категорий.
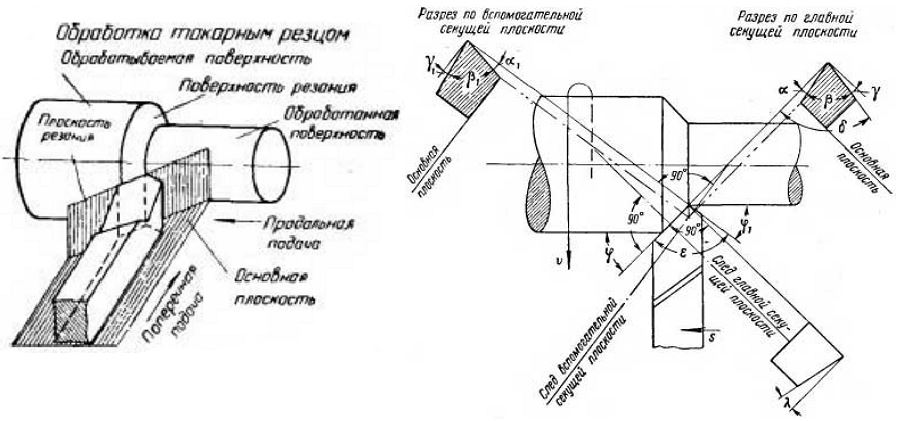
Основные понятия, касающиеся работы токарного резца, и его главные углы
(нажмите, чтобы увеличить)
Различаются резцы и по направлению, в котором совершается подающее движение. Так, бывают:
- токарные инструменты левого типа — в процессе обработки они подаются слева направо. Если положить сверху на такой резец левую руку, то его режущая кромка будет располагаться со стороны отогнутого большого пальца;
- правые резцы — тип инструмента, получившего наибольшее распространение, подача которого осуществляется справа налево. Для идентификации такого резца, на него необходимо положить правую руку — его режущая кромка будет располагаться, соответственно, со стороны отогнутого большого пальца.
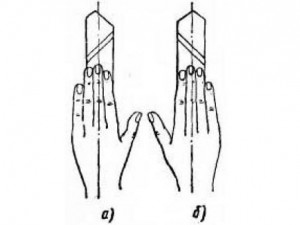
Отличие левых и правых резцов
В зависимости от того, какие работы выполняются на токарном оборудовании, резцы подразделяются на следующие типы:
- для выполнения чистовых работ по металлу;
- для черновых работ, которые также называются обдирочными;
- для получистовых работ;
- для выполнения тонких технологических операций.
Видео:Переточка токарного резца Kirschen под руку мастера | Заточка и шлифовка на гриндереСкачать

Виды токарных резцов по металлу
В статье мы рассмотрим весь спектр токарных резцов по металлу и определим назначение и особенности каждого из них. Важное уточнение: к какому бы типу ни относились резцы, в качестве материала их режущих пластин используются определенные марки твердых сплавов: ВК8, Т5К10, Т15К6, значительно реже Т30К4 и др.
Используют инструмент с прямой рабочей частью для решения тех же задач, что и резцы отогнутого типа, но он менее удобен для снятия фасок. В основном таким инструментом для токарного станка по металлу (к слову, не получившим широкого распространения) обрабатывают внешние поверхности цилиндрических заготовок.

Державки таких резцов для токарного станка выполняются в двух основных типоразмерах:
- прямоугольная форма – 25х16 мм;
- квадратная форма – 25х25 мм (изделия с такими державками используются для выполнения специальных работ).
Проходные отогнутые резцы
Такие типы резцов, рабочая часть которых может быть отогнута в правую или левую сторону, используют для обработки на токарном станке торцевой части заготовки. С их помощью также снимают фаски.

Проходные отогнутые резцы
Державки инструментов данного вида могут быть выполнены в различных размерах (в мм):
- 16х10 (для учебных станков);
- 20х12 (этот размер считается нестандартным);
- 25х16 (наиболее распространенный типоразмер);
- 32х20;
- 40х25 (изделия с державкой такого размера изготавливаются преимущественно под заказ, их практически невозможно найти в свободной продаже).
Все требования к резцам по металлу данного назначения оговорены в ГОСТ 18877-73.
Проходные упорные отогнутые резцы
Такие инструменты для токарного станка по металлу могут изготавливаться с прямой или отогнутой рабочей частью, но на этой конструктивной особенности не акцентируют внимание, а просто называют их проходными упорными.

Проходные упорные отогнутые резцы
Проходной упорный резец, с помощью которого на токарном станке выполняется обработка поверхности цилиндрических заготовок из металла, является наиболее востребованным видом режущего инструмента. Конструктивные особенности такого резца, который выполняет обработку заготовки вдоль оси ее вращения, позволяют даже за один проход снимать с ее поверхности значительное количество лишнего металла.
Державки изделий данного вида также могут быть выполнены в различных размерах (в мм):
Данный инструмент для токарного станка по металлу также может быть выполнен с правым или левым отгибом рабочей части.
Подрезные отогнутые резцы
Внешне такой подрезной резец очень напоминает проходной, но у него другая форма режущей пластины – треугольная. При помощи таких инструментов для токарного станка по металлу заготовки обрабатывают по направлению, перпендикулярному оси их вращения. Кроме отогнутых, есть и упорные виды таких токарных резцов, но область их применения очень ограничена.

Подрезные отогнутые резцы
Резцы данного типа могут быть изготовлены со следующими размерами державок (в мм):
Отрезной резец считается наиболее распространенным типом инструмента для токарного станка по металлу. В полном соответствии со своим названием используется такой резец для отрезки заготовок под прямым углом. С его помощью также прорезают канавки различной глубины на поверхности детали из металла. Определить, что перед вами именно отрезной резец для токарного станка, достаточно просто. Его характерной чертой является тонкая ножка, на которую и напаяна пластина из твердого сплава.
Читайте также: Сборочный чертеж вала посадки

В зависимости от конструктивного исполнения выделяют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их друг от друга очень просто. Для этого необходимо перевернуть резец режущей пластиной вниз и посмотреть, с какой стороны располагается его ножка. Если с правой, то он правосторонний, а если слева, то, соответственно, левосторонний.
Различаются такие инструменты для токарного станка по металлу еще и по размерам державки (в мм):
- 16х10 (для небольших учебных станков);
- 20х12;
- 20х16 (самый распространенный типоразмер);
- 40х25 (такие массивные токарные резцы сложно найти в свободной продаже, в основном их изготавливают под заказ).
Резьбонарезные резцы для наружной резьбы
Назначение таких резцов для токарного станка по металлу – нарезание резьбы на наружной поверхности заготовки. Данными серийными инструментами нарезают метрическую резьбу, но можно изменить их заточку и нарезать с их помощью резьбу другого вида.

Резцы для нарезания наружной резьбы
Режущая пластина, устанавливаемая на таких токарных резцах, имеет копьевидную форму, изготавливается она из сплавов, которые были указаны выше.
Такие резцы делают в следующих типоразмерах (в мм):
- 16х10;
- 25х16;
- 32х20 (используются очень редко).
Такими резцами для токарного станка можно нарезать резьбу только в отверстии большого диаметра, что объясняется их конструктивными особенностями. Внешне они напоминают расточные резцы для обработки глухих отверстий, но не стоит их путать, так как они принципиально отличаются друг от друга.

Резцы для нарезания внутренней резьбы
Выпускаются такие резцы по металлу в следующих типоразмерах (в мм):
Державка этих инструментов для токарного станка по металлу имеет квадратное сечение, размеры сторон которого можно определить по двум первым цифрам в обозначении. Третья цифра – это длина державки. От данного параметра зависит глубина, на которую можно нарезать резьбу во внутреннем отверстии заготовки из металла.
Такие резцы можно использовать только на тех токарных станках, которые оснащены приспособлением, называемым гитарой.
Расточные резцы для обработки глухих отверстий
Расточными резцами, режущая пластина которых имеет треугольную форму (как и у подрезных), выполняют обработку глухих отверстий. Рабочая часть инструментов этого типа выполнена с изгибом.

Расточные резцы для глухих отверстий
Державки таких резцов могут иметь следующие размеры (в мм):
Максимальный диаметр отверстия, которое можно обработать при помощи такого токарного резца, зависит от размера его державки.
Расточные резцы для обработки сквозных отверстий
Такими резцами, рабочая часть которых выполнена с изгибом, обрабатываются сквозные отверстия, предварительно полученные при помощи сверления. Глубина отверстия, которое можно обработать на станке при помощи инструмента данного вида, зависит от длины его державки. Слой металла, который снимается при этом, приблизительно равен величине отгиба его рабочей части.

Расточные резцы для сквозных отверстий
На современном рынке представлены расточные резцы следующих типоразмеров, требования к которым оговариваются в ГОСТ 18882-73 (в мм):
Видео:Как наточить резец на быстром точиле #shortsСкачать

Сборные резцы для токарных станков
Рассматривая основные типы токарных резцов, нельзя не упомянуть инструменты со сборной конструкцией, которые относятся к универсальным, так как могут быть оснащены режущими пластинами различного назначения. Например, закрепляя на одной державке режущие пластины различного типа, можно получить резцы для обработки на токарном станке заготовок из металла под различными углами.

Как правило, такие резцы применяются на станках с ЧПУ или же на специальных станках и служат для контурного точения, расточки глухих и сквозных отверстий и прочих специализированных работ.
Классификация резцов для токарной обработки включает в себя также прорезные, фасонные и некоторые другие типы. Понять принцип работы таких инструментов можно, ознакомившись с таблицей в начале статьи.
Видео:Купил токарные резцы из Белоруси.Скачать

Форма резца для точения обрезиненного вала
В 2007 году у нас возникла необходимость обработки детали из фторкаучуковой резины по наружному диаметру (70мм.) с допуском 0,05 мм. С тех пор прошло 5 лет, теперь мы обрабатываем несколько тысяч деталей ежегодно.
Хотелось бы заметить, что не всю теорию шлифования и точения резины мы понимаем и потому не все вопросы можем подробно осветить.
2.– главная задняя поверхность;
3.– вспомогательная задняя поверхность;
5.– вспомогательная режущая кромка;
Мы пробовали использовать различные марки режущих инструментов: Т30К6, Т15К6, Т5К10, ВК6ом, Р6М5 и другие, в итоге мы остановились на резцах с напайной пластинкой ВК8.
Для нашей фторкаучуковой резины пластинки марки ВК8 оказались самыми эффективными .
Для наружной проточки (ссылка на видео ролик) используется резьбовой резец с пластинкой ВК8 или Т5К10 с режущей кромкой в форме радиуса диаметром от 3 до 5мм.
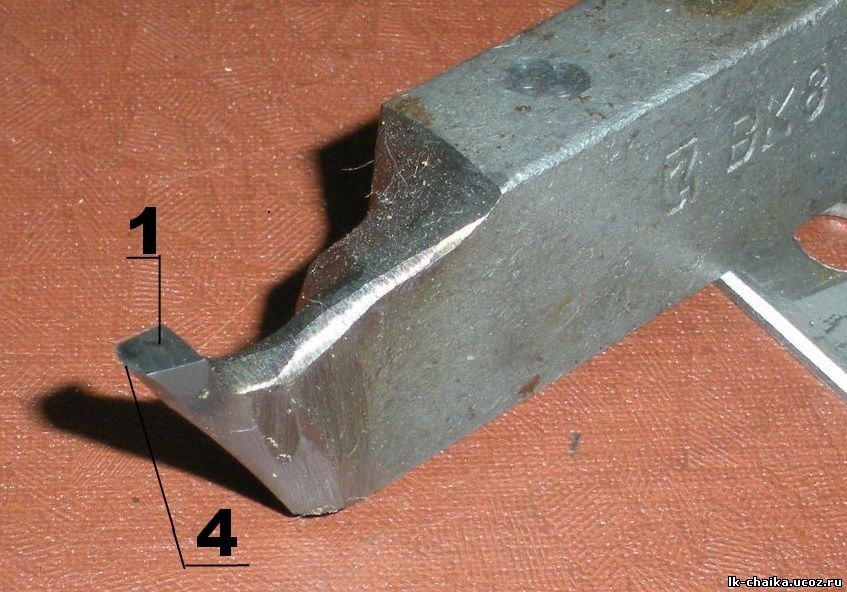 Передняя поверхность (поз 1) резца шлифована мелкозернистой алмазной тарелкой параллельно плоскости основания державки резца. Передняя поверхность (поз 1) резца шлифована мелкозернистой алмазной тарелкой параллельно плоскости основания державки резца. Высота передней поверхности (поз 1) выставляется строго по оси шпинделя станка (проверяется торцеванием мягкого материала. Заточку режущей кромки (ссылка на видео ролик) (поз 4) мы осуществляем на мелкозернистом алмазном круге. После заточки, главная режущая кромка (поз 4) должна быть ровной (не должно иметь изломов и углов), в идеале желательно получить радиусную поверхность Ф от3 до 5мм. |
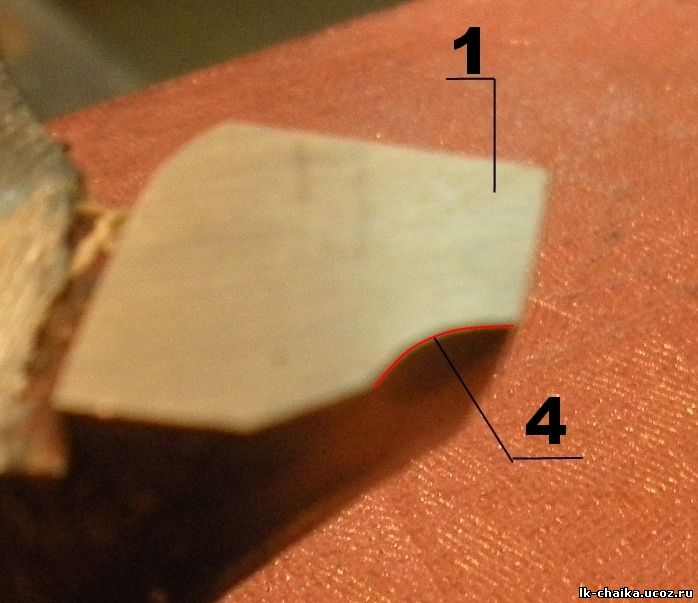 | Передняя поверхность (поз 1) резца шлифована мелкозернистой алмазной тарелкой параллельно плоскости основания державки резца. Высота передней поверхности (поз 1) выставляется строго по оси шпинделя станка, проверяется торцеванием мягкого материала. Заточку режущей кромки (ссылка на видео ролик) (поз 4) осуществляем с помощью электро гравёра на 20-21тыс. об/мин. мелкозернистой алмазной головкой Ф 8 мм. на ширину около 5 мм. |
Закрепление обрабатываемой детали.
1000 и больше деталей, при температуре +25+27 о С хватает на
100 и меньше, при «удачной заточке».
Для охлаждения и смазывания применяется СОЖ Автокат 78, в пропорции 1 стакан(200 граммовый) на 10 литров воды. Данная пропорция СОЖ даёт некоторое «ржавление» станка, но увеличение пропорции СОЖ приводит к ухудшению резания резины, резец начинает скользить по детали.
Опытным путём нами было установлено, что подача СОЖ на режущую кромку инструмента ведёт к ухудшению чистоты поверхности детали и уменьшению количества обработанных деталей с одной заточки резца. Поэтому подачу СОЖ мы осуществляем на обрабатываемую поверхность детали так, как видно на видео роликах.
Опытным путём нами было установлено, что увеличение оборотов шпинделя и скорости подачи выше некоторой величины приводит к вырыванию с поверхности обрабатываемой детали небольших кусков резины.
Наше предположение образования этого процесса сводится к следующему (смотрим рисунок):
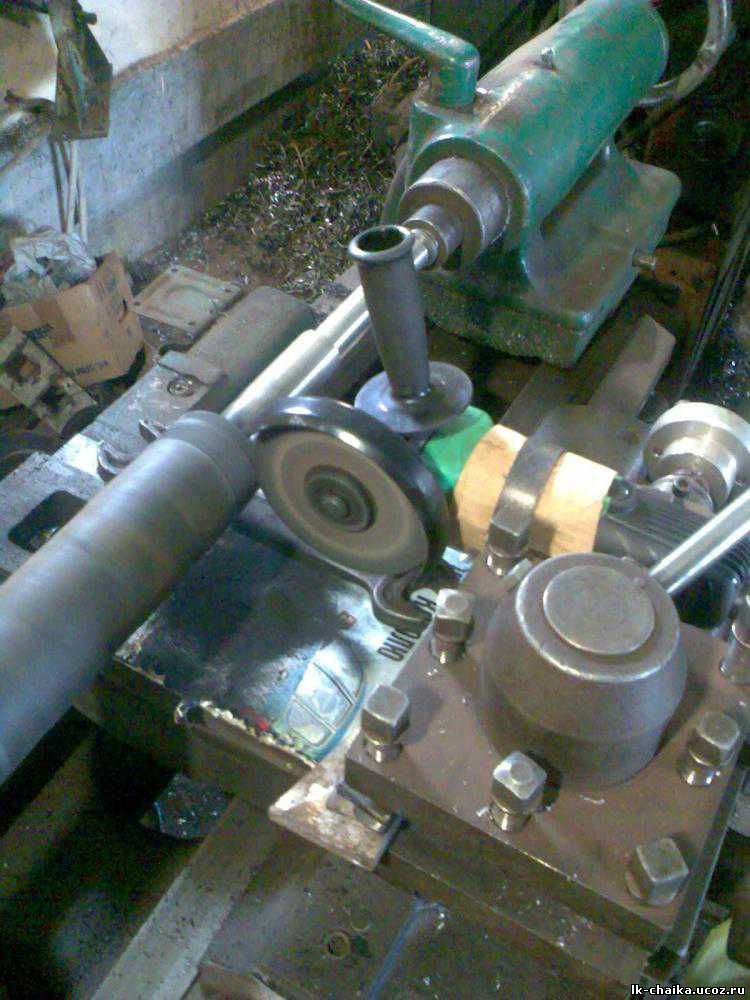
В 2012 году для обработки резины мы начали использовать шлифовку, на сегодняшний день методом шлифовки выполняются 2 операции.
Шлифовка фаски фторкаучукового кольца в оправке на Ф 115,6мм. (ссылка на видео), точность не принципиальна, ориентируемся по маркерным линиям на лимбе.
И шлифовка на оправке наружного диаметра фторкаучукового кольца на ф 70 мм. Точность 0,1 мм.(ссылка на видео с белы м кругом )
Этот вид обработки только осваиваем, поэтому приспособили что было в наличии, а именно: 3-х фазный двигатель мощностью 150 Ватт, 1380об/минуту, круг серый, средней зернистости нар. ф 100мм.
О бновлен ие январь 2013г: Установлен белы й крупнозе рнистый круг ф100х8, посадка ф20мм. (ссылка на видео с белым кругом)
Информация про способы обработки резины взятая нами с сайта: www.chipmaker.ru, ссылка на форум—> (перейти на сайт www.chipmaker.ru )
Цитата от»shin» Здравствуйте, технология резки резины отлично отработана у компании Economos — Австрия. Можно посмотреть на их сайте. Мы комплектуем это оборудование высокопозитивными шлифованными пластинами для обработки неметаллов.
Всего применяется в производстве около 70 видов резцов и пластин. Применяются как стандартные сменные твердосплавные пластины (по ISO) геометрии VCGT. DCGT. так же много отшлифованных в зависимости от вида обработки.
Если есть желание попробовать наши пластины, могу отправить информацию. Пишите shin@arnoru.ru Александр.
Цитата от «самоделкин»: Мои пять копеек по резине.
М ой резец для обточки внешнего диаметра резины из бывшего канавочного быстрореза.
Ему лет 30, однако он редко сейчас применяется. Когда-то, в МГТУ, часто приходилось обрабатывать детальки из вакуумных шлангов.
Сегодня купил какую-то автомобильную резинку как материал, в надежде что она масло бензостойкая. Но это неважно. Надо было проточить. За несколько лет болтанки среди других резцов, кромка, конечно не улучшилась. Подправил и проточил, как в былые времена. (ссылка на видео ютуб) (ссылка на скачивание)
| Вид режущей кромки: | Вид от детали: | Вид от отходов: |
 |  |  |
Цитата от «ingener40»: При продольном точении резины не надо стараться снимать с нее стружку как при классическом точении. Процесс должен выглядеть как обработка канавки в торце детали.Т.е Г- образный резец заточенный с минимальными передним и задним углами подводится к торцу обрабатываемой детали таким образом, чтобы вершина резца находилась в радиусе будущего размера и включается продольная подача. Резец при резании не снимает стружку а врезается как — бы прорезая внутри канавку. При этом образуется что-то наподобие чулка который либо скатывается в бублик по мере движения резца, либо периодически рвется и отлетает ( осторожно — любит летать токарю в дюндель ). При подрезке торца резец прямой в виде сапожного ножа и работать нужно как отрезным резцом отрезая блины. Проблема в том, что трудно поймать размер ( если припуск меньше миллиметра -уже не проточишь, только дошлифовывать) приходится под каждую резину подстраиваться опытным путем.
Цитата от «brizovec»: Есть у нас в Сталинграде филиал фирмы SKF, Занимаюсь ремонтом гидроусилителей и заказываю у них манжеты и всякую мелочь Они все точат на специальном станке. просил показать, не разрешили. но процесс примерно понял. У них специальные заготовки для различных изделий и из разного материала, (в том числе и резина) материал изделия залит в жесткий полимер за который заготовка зажимается, Есть заготовки в форме кольца и просто залитый в пластик материал сальника или еще чего,станок с ЧПУ по программе точит то заказывает заказчик. вот несколько фоток Все выточено .
(ссылка на форум, на цитату с фотографиями)
. А так хочется посмотреть на процесс и инструмент применяемый при обработке.Искал в интернете , не нашел, мож кто ссылочку подскажет!? буду признателен.
Цитата от «brizovec»: Поролон точил пропитывая водой и замораживая, возможно и вам это поможет! только в азоте, но как это повлияет на материал??(заморозка).
Цитата от «ingener40»: Приходилось фрезеровать пазы в 50 мм листе резины дисковой фрезой 160Х8 мм, глубиной 10 мм. Фрезу перетачивал практически как под дерево ( т.е. углы минимальные) режущую кромку доводил на алмазе (и по передней и по задней поверхности) снимал все за один проход всухую . Обороты — 750 ( пробовал больше — горит), подача 35 мм/мин.
На мой взгляд концевой фрезой не получится — у нее направление силы резания идет по касательной к винтовой канавке и она просто не сможет врезаться (резина -слишком мягкий для нее материал).
Я бы пробовал цилиндрической прямозубой диаметром 50-60 мм и шириной 30-40) опять же очень острой но с родными углами, т.к. в вашем случае малые углы дадут вибрацию инструмента. Обороты фрезы думается можно до 1000.Вращение фрезы навстречу вращению ролика и припуск не более 1 мм, потому как подача при таком диаметре будет не слабая ( при 1 об/мин — 1310 мм/мин)
Вопрос только как собрать фрезерное приспособление с достаточной жесткостью? А если попробовать на больших оборотах работать малой фрезой?
Цитата от «ingener40»: Боюсь гореть будет. Если уж говорить о высоких оборотах, то я думаю здесь больше шлифование рулит. Возможно даже гриндер как нибудь приспособить,ленту с зерном 60. 80, тогда и жесткость приспособы большая не нужна — сила резания мизерная. Пылить правда будет не слабо, но как говорится лес рубят — щепки летят
Цитата от «codename1182»: Вчера пробовал фрезеровать кусок грузовой покрышки ручным фрезером, фрезы брал 2,3,4,5 первые Ф10мм, обороты 5-20 тысяч, горит , прыгает, чистоты нет, перехожу к варианту шлифовки, какую скорость резания и какой абразив?
Цитата от «ingener40»: Боюсь придется опытным путем. Шибко разные резины бывают по составу.
По моему опыту зерно максимально крупное и острое,(если лента то лучше 3М), а скорость максимальная не допускающая горения резины. В любом случае запасайтесь терпением, процесс не быстрый, а количество и размеры колес впечатляют.
Цитата от «Сергей Викторович»: Вставлю свои 5 копеек.
 | Никогда раньше резину не обрабатывал. Но тут соседи поставили на капремонт линию по производству авто стекла. Навезли гору работы — шкивы, наплавка-проточка валов и всё такое. В том числе привезли один обрезиненный вал на пробу. Нужно выровнять и проточить в размер. Построил вот такую приспособу: Болгарка, отрезной диск по стали 2.5мм толщиной. Съём 2мм. Обороты станка 250 об/мин. Болгарка без регулятора — 10000 об/мин. Ток в цепи болгарки 1.3А на выравнивании и 1.6А на проточке. Примерно 300 Вт по мощности. Пыль и гарь присутствуют, но не смертельно. Пока окна-двери открыли, а дальше планируем пылесос на улице. |
Цитата от «технарь В.В.»: также использовал болгарку, понравилось. Напрашивается завалить набок наждак, по Вашей фотке — чтобы он не был вертикально, градусов на 5. 10.
Цитата от «ingener40»: Точно! И круг не отрезной, а зачистной («Kronenflex» например 6 мм, там зерно острое и связка помягче).
Хотя, ИМХО, она и резцом неплохо точится без шума и пыли, и стружка такая красивая идет в виде бесконечной ленты, так и хочется куда нибудь ее применить.
Цитата от «Сергей Викторович»: Да нет — резцами пробовали. Рыхлая она какя-то. Обороты не разгонишь особо (вал длинный, РМЦ-1500, а ЗБ больше чем на половину висит и центр там невращающийся пришлось поставить). Поэтому только болгарка и выручила. Углы я пробовал менять — разницы нет. Обороты болгарки большие и она по-всякому успевает обработать.
Цитата от «ingener40»: Да, попадалась и мне такая (рыхлая), только я ее и абразивом толком не смог обработать — горит на любых режимах.
Цитата от «вакуумщик»: для точения резины а точим мы вакуумную марки7880 используем специальные резцы подобные ножу с полукруглой поверхностью с одной стороны сож-вода вакуум держит шлифовку делам изредка для клапанов обороты шлиф приспособления около 70 тыс фрезеровать нужды не было бы пресс формование заготовок
Цитата от «Сергей Викторович»: Вопрос косвенно по теме. При пилении резины болгаркой выделяется 1. Дым, 2. Копоть, 3. Мелкая пылевидная крошка. Станина застелена полиэтиленом, крошка собирается там нормально. Дым стоит в помещении долго, от него першит в горле, сквозняк почти решает проблему, но вонь стоит и в других помещениях. С копотью хуже всего. Всё вокруг станка чёрное, одежда и в носу — тоже.
Планируем поставить пылесос с промежуточным циклоном и выхлопом в трубу от печки. Правильное решение? Или купить пром пылесос и не мучатся?
Цитата от «Сергей Викторович»: Результаты обработки обрезиненного вала:
Исходный диаметр 70-73мм, 2 прохода черновых по 2мм и чистовой 1мм. Диск на болгарке отрезной по стали Ф125 х 2.5. Обороты болгарки на максимуме, обороты станка — 200 об/мин. Длина обработки 1400мм.
Размер конечный 65.7 — 65.75мм по всей длине вала (клиенты просили от 65 до 66мм, но чтобы все одинаковые, поэтому оставил «запас» на ещё один проход). Чистота поверхности заказчиков устроила. Это всё при том, что диск был даже чуть выщербленным. За размер диска тоже переживал, но когда померял размеры вала, то понял, что всё в порядке. Диск геометрию не потерял.
Цитата от «Сергей Викторович»: По ходу проверил идею с пылесосом. Старая советская «ракета» + 2 шланга на вход и на выход. Из зоны обработки отводилась только копоть и легко летучие фракции. Крупные оседали на станине станка. После 40 минут обработки мешок заполнился на 20%, двигатель нагрелся терпимо. Отвод газов сделал в дымоход от печи высотой 7м.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
📺 Видео
Как заточка?Скачать

Не проработала и 5ти минут. Не покупайте такое. Токарный резец с Китая под треугольные пластины.Скачать
Мелкий китайский расточной резец при глубокой расточке.Скачать
ОТРЕЗНОЙ РЕЗЕЦ: ЗАТОЧКА И ПРАВКАСкачать
Реальная стоимость использования резцов с мех креплением пластин.Скачать
Приспособление для центровки токарного резца #shortsСкачать
Резец токарный по дереву, крючок. Как сделать своими рукамиСкачать
Изготовление и тест токарных резцов из старых напильников. Резцы получились отличныеСкачать
WM210V # 18 пять видов расточных резцов и их применениеСкачать
Всё про скребущие резцы (скребки)Скачать
Державка для расточного резцаСкачать
мои резцы для внутреннего точения !Скачать
Гычка #токарка #точение #обработка #токарь #резец #нержавейка #shortsСкачать
Как установить резец по центру (маленькая хитрость)Скачать
Как заточить резец для чаш на станке с мокрым камнемСкачать














