Слово термин происходит от латинского слова terminus, что значит предел граница.
Размер – числовое значение линейной величины в выбранных единицах измерения.
Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью.
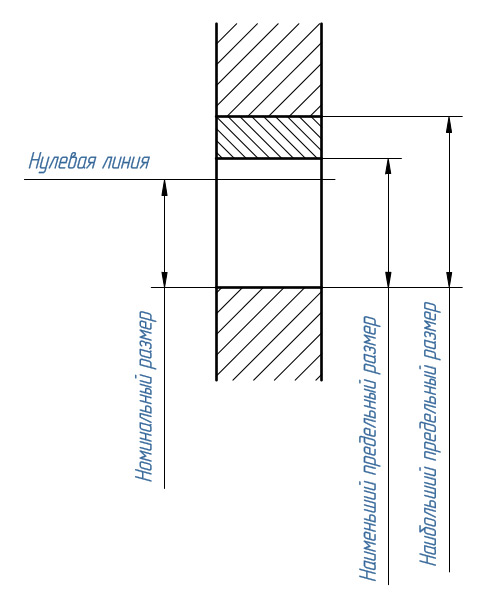
Номинальные и предельные размеры
Предельные размеры – два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер.
Наибольший предельный размер – наибольший допустимый размер элемента.
Наименьший предельный размер – наименьший допустимый размер элемента.
Номинальный размер – размер, относительно которого определяются отклонения.
Отклонение – арифметическая разность между размером и соответствующим номинальным размером.
Действительное отклонение – арифметическая разность между действительным и соответствующим номинальным размерами.
Предельное отклонение – арифметическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные – вниз.
Верхнее отклонение ES, es – арифметическая разность между наибольшим предельным и соответствующим номинальным размерами.
Нижнее отклонение EI, ei – арифметическая разность между наименьшим предельным и соответствующим номинальным размерами.
Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии.
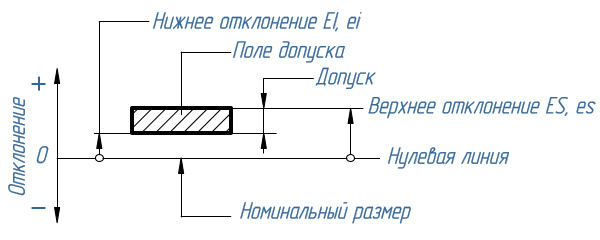
Допуск – Т – англ.tolerance – разность между наибольшим и наименьшим предельными размерами или разность между верхним и нижним отклонениями.
Стандартный допуск – IT – англ. Internal tolerance – любой из допусков, устанавливаемых данной системой допусков и посадок.
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии .
Квалитет – лат. qualitas – качество – совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Единица допуска i, I – множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска.
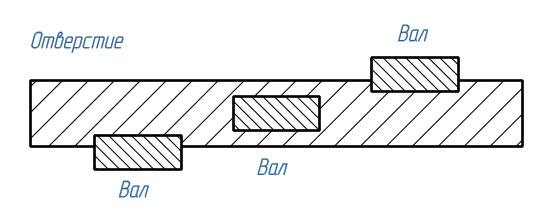
Вал – термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Основной вал – вал, верхнее отклонение которого равно нулю.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Предел максимума материала – термин, относящийся к тому из предельных размеров, которому соответствует наибольший объем материала, т.е. наибольшему предельному размеру вала или наименьшему предельному размеру отверстия. Примечание. Применявшийся ранее термин «проходной предел» использовать не рекомендуется.
Предел минимума материала – термин, относящийся к тому из предельных размеров, которому соответствует наименьший объем материала, т.е. наименьшему предельному размеру вала или наибольшему предельному размеру отверстия. Примечание. Применявшийся ранее термин «непроходной предел» использовать не рекомендуется.
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки.
Номинальный размер посадки – номинальный размер, общий для отверстия и вала, составляющих соединение.
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Зазор – разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала.
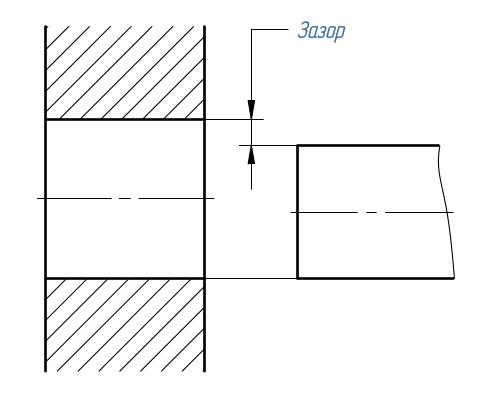
Зазор между отверстием и валом
Натяг – разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
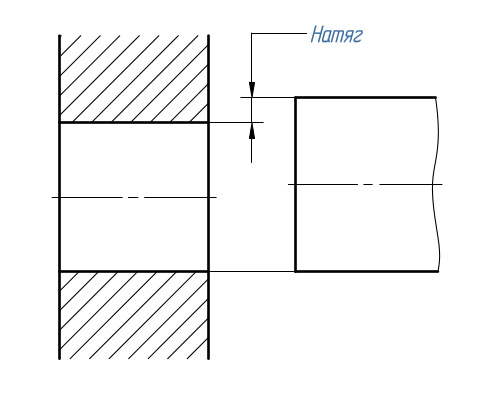
Натяг между отверстием и валом
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала.
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала.
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга в соединении, в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично.
Наименьший зазор – разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала в посадке с зазором.
Наибольший зазор – разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала в посадке с зазором или в переходной посадке.
Наименьший натяг – разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия до сборки в посадке с натягом.
Наибольший натяг – разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия до сборки в посадке с натягом или в переходной посадке.
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия.
Посадки в системе вала – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала.
Видео:Предельные отклонения размеров и допусков на чертежеСкачать

ПРИМЕРЫ ОПРЕДЕЛЕНИЯ ПРЕДЕЛЬНЫХ РАЗМЕРОВ,
ДОПУСКОВ, ЗАЗОРОВ И НАТЯГОВ
В СОЕДИНЕНИЯХ ПРИ РАЗЛИЧНЫХ ВИДАХ ПОСАДОК
Посадка с зазором
Номинальный размер вала 122 мм
нижнее отклонение вала ei = -40 мк (-0,04 мм)
верхнее отклонение вала es = 0 мк (0 мм). Ø122 H7/h7
Номинальный размер отверстия 122 мм,
нижнее отклонение отверстия EI = 0 мк (0 мм),
верхнее отклонение отверстия ES = +40 мк (+0,040 мм).
1. Наибольший предельный размер вала dmax
dmax = d + es = 122 + 0 = 122 мм.
2. Наименьший предельный размер вала dmin
dmin = d+ ei= 122 + (-0,04) = 121,96 мм.
или ITd = es — ei = 0- (-0,04) = 0,04 мм.
4. Наибольший предельный размер отверстия
Dmax= D + ES = 122 + 0,04 = 122,04 мм.
Читайте также: Крестовина рулевого вала сузуки гранд витара 2008
5. Наименьший предельный размер отверстия
Dmin = D + Е1 = 122 + 0 = 122 мм.
или ITD = ES — Е1 = 0,04 — 0 = 0,04 мм.
7. Максимальный зазор в соединении
или Smax = ES- ei = 0,04 — (-0,04) = 0,08 мм.
8. Минимальный зазор в соединении
или Smin = EI-es = 0 – 0 = 0 мм.
или ITS = ITd + ITD = 0,04 + 0,04 = 0,08 мм.
Следует понимать, что S= — N и N= -S
Посадка с натягом
при посадке с натягом, натяг считается:
допуск посадки (натяга) ITN = Nmax— Nmin или ITN = ITd + ITD
Переходная посадка
допуск посадки (зазора-натяга) ITNS = Smax + Nmax или ITN = ITd + ITD
Графическое решение задачи рекомендуется выполнять в масштабе 1000:1 (1 мм=1мкм). Отклонения откладываются относительно нулевой линии — в вверх положительные, вниз отрицательные.
 |
Резьбовые соединения.

По эксплуатационному назначению различают резьбыобщего применения и специальные, предназначенные для соединения одного типа деталей определенного механизма: крепежные (метрическая, дюймовая); кинематические (трапецеидальная и прямоугольная), применяемые для ходовых винтов, винтов суппортов станка и столов измерительных приборов и т.п., их основное назначение — обеспечение точного перемещения при наименьшем трении, а также (упорная) для преобразования вращательного движения в прямолинейное в прессах и домкратах; трубные и арматурные (трубные цилиндрическая и коническая, метрическая коническая), их основное назначение — обеспечение герметичности соединений.
Общими для всех резьб являются требования долговечности и свинчиваемости без подгонки независимо изготовленных резьбовых деталей при сохранении эксплуатационных качеств соединений.
Закономерности построения систем допусков и посадок для цилиндрических и резьбовых соединений одинаковы, однако значения допусков различны. Поэтому квалитеты точности не могут быть применены для резьбовых деталей.
Для резьбовых деталей приняты степени точности, обозначаемые цифрами в порядке убывания точности: 3, 4, 5, 6, 7, 8, 9 и 10.
В качестве основного принят ряд допусков 6-й степени точности (их вычисляют по эмпирическим формулам, приведенным в ГОСТ 16093 — 81). Предпочтительной является 6-я степень точности.
Обозначение полей допусков резьбы отличается от обозначения полей допусков гладких цилиндрических изделий тем, что степень точности указывается перед буквенным обозначением основного отклонения
Посадкойв резьбовом соединении называется характер резьбового соединения деталей, определяемый разностью средних диаметров наружной и внутренней резьбы до сборки

Резьбы подразделяются на наружные и внутренние.
К наружным резьбам относят резьбу болта, шпильки, винта и т. д. к внутренним резьбамрезьбу гайки, гнезда, муфты и т.д.
Номинальным диаметромрезьбы является наружный диаметр d = D
диаметр воображаемого цилиндра, касательного к вершинам наружной резьбы или впадинам внутренней резьбы.
Внутренний диаметр d1=D1 диаметр воображаемого цилиндра, вписанного касательно к вершинам внутренней резьбы или впадинам наружной резьбы.
Средний диаметр резьбы d2= D2 диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точках, где ширина канавки равна половине шага резьбы.
Шаг Р— расстояние между соседними одноименными боковыми сторонами профиля, измеренное в направлении, параллельном оси резьбы.
Угол профиля — угол между боковыми сторонами профиля
Длина свинчивания(высота гайки)— длина соприкосновения винтовых поверхностей наружной и внутренней резьб в осевом сечении.
Наиболее распространенной посадкой для крепежных метрических резьб является 6H/6g
Для получения посадок резьбовых деталей с зазором предусмотрено пять основных отклонений d, e, f, g, h для размеров d d1 d2 и четыре E F G H . Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия. Отклонения отсчитывают от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
Указанные основные отклонения для наружной резьбы определяют верхние отклонения, а для внутренней — нижние отклонения диаметров резьбы. Второе предельное отклонение определяют по принятой степени точности резьбы. Сочетание основного отклонения, обозначаемое буквой с допуском по принятой степени точности, образует поле допуска диаметра резьбы. Поле допуска резьбы образуют сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов d или D1
Основные отклонения H и h равны нулю, остальные отклонения определяют по формулам:
где es — верхнее отклонение болтов, мкм; EI — нижнее отклонение гаек, мкм; Р — шаг резьбы, мм.
Видео:Выбираем общие допуски и посадки на примере детали вал. Предельные отклонения размеровСкачать

Основные понятия и определения: номинальный размер, предельные размеры, предельные отклонения, допуск, посадка, зазор, натяг

1. Основные понятия и определения: номинальный размер, предельные размеры, предельные отклонения, допуск, посадка, зазор, натяг. Дать схему расположения полей допусков отверстия и вала для переходной посадки. Обозначить на ней указанные понятия и дать формулы связи между ними.
Размеры подразделяются на истинные, действительные, предельные, номинальные.
Истинный размер – некоторая абсолютная величина, к которой мы стремимся, повышая качество изделий.
Действительный размер – размер элемента установленный измерениями с допустимой погрешностью.
На практике вместо истинного размера используют действительный размер.
Номинальный размер – размер, относительно которого определяют предельные размеры и который служит также началом отсчета отклонений. Для сопрягаемых деталей номинальный размер является общим. Он определяется расчетами на прочность, жесткость и т. д., округляется до наибольшего значения с учетом «нормальных линейных размеров».
Нормальные линейные размеры.
Нормальные линейные размеры применяются с целью уменьшения разнообразия назначаемых конструктором размеров со всеми вытекающими преимуществами (сужением сортамента материалов, номенклатуры мерного, режущего и измерительного инструмента и т. д.).
Ряды нормальных линейных размеров – это геометрические прогрессии со знаменателем. В ряду пять значений. Эти соотношения сохраняются для различных числовых интервалов.
Первый ряд Ra 5 g = 10 = 1,6
Второй ряд Ra 10 g = 10 = 1,25
1; 1.25; 1.6; 2.0; 2.5; 3.2; 4.0; 5.0; 6.3; 8.0
Каждый следующий ряд включает в себя члены предыдущего.
Третий ряд Ra 20 g = 10 = 1,12
Четвертый ряд Ra 40 g = 10 = 1,06
При выборе номинальных размеров, предшествующий ряд предпочтительнее последующего.
Номинальный размер обозначается для отверстий D и вала d.
Предельные размеры: два предельно допустимых размера элемента, между которыми должен находится, или которым может быть равен действительный размер.
Наибольший предельный размер: наибольший допустимый размер элемента, номинальный наоборот.
С целью упрощения обозначения предельных размеров на чертежах введены предельные отклонения от номинального размера.
Читайте также: Техническое обслуживание поршневого компрессора в течение смены
Верхнем предельным отклонением ES(es) называется алгебраическая разность между наибольшим предельным размером и номинальным размером.
Нижним предельным отклонением EI(ei)называется алгебраическая разность между наименьшем предельным отклонением и номинальным размером.
EI = dmin – D для отверстия
Действительным отклонением называется алгебраическая разность между действительным и номинальным размерами.
Значения отклонений могут быть положительным и отрицательным числом.
На машиностроительных чертежах линейные, номинальные, предельные размеры, а также отклонения проставляют в миллиметрах.
Угловые размеры и их предельные отклонения проставляют в градусах, минутах, секундах с указанием единиц.
При равенстве абсолютных величины отклонений 42 + 0,2; 120 + 2
Отклонение, равное нулю на чертежах не проставляют, наносят только одно отклонение – положительное вверху, отрицательное внизу.
Отклонение записывается до последней значащей цифры. Для производства важнее не отклонение, а ширина интервала, который называется допуском.
Допуск – разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями.
Допуск всегда положителен, он определяет допускаемое поле рассеивания действующих размеров деталей в партии, которые признаются годными, т. е. он определяет заданную точность изготовления.
Назначения рационального допуска – важная задача, сочетающая в себе экономические и качественные требования производства.
С увеличением допуска качество изделий, как правило, ухудшается, зато стоимость изготовления падает.
Пространство на схеме, ограниченное линиями верхнего и нижнего отклонений называется полем допуска.
Упрощенное изображение полей допусков, при котором схемы отверстий и вала отсутствуют.
Пример: Построить схему расположения полей допусков для валов с номинальным размером 20 и предельными отклонениями
T1 = + 0,0,01) = 0,03 мм T2 = 0,04 – 0,01 = 0,03 мм
Сравнительная точность деталей 1 и 2 одинакова. Критерий точности – допуск T1 = T2, но поля допусков разные, т. к. они отличаются расположением относительно номинального размера.
Обозначение отклонений на чертежах.
С понятием взаимозаменяемости связано понятие о годности детали. Всякая реальная деталь будет годной если:
При методе непосредственной оценки (НО) настройку прибора на нуль производят по базовой поверхности прибора. Под действием различных факторов (изменения температуры, влажности, вибраций и т. д.) может произойти смешение нуля. Поэтому периодически необходимо производить проверку и соответствующую регулировку.
Метод сравнения – измеряемую величину сравнивают с величиной, воспроизводимой мерой. При измерении методом сравнения с мерой результатом наблюдения является отклонение измеряемой величины от значения меры. Значение измеряемой величины от значения меры. Значение измеряемой величины получают алгебраическим суммированием значения меры и отклонения от этой меры, определенного по показанию прибора.
Метод непосредственной оценки Метод сравнения
Выбор метода измерения определяется соотношением между диапазоном показаний средства измерения и значением измеряемой величины.
Если диапазон меньше измеряемой величины, то используют метод сравнения.
Метод сравнения используют при измерении, контроле деталей в массовом и серийном производствах, т. е. когда нет частых переналадок измерительного прибора.
Для линейных измерений различие двух методов: — относительно, т. к. измерение — это всегда по существу сравнение с единицей, которая так или иначе заложена в средстве измерения.
1. Характеристики системы допусков и посадок гладких цилиндрических соединений: нормальная температура, единица допуска, квалитеты, формула допусков, интервалы диаметров и ряды допусков.
2. Параметры шероховатости Ra, Rz, Rmax. Нормирование и примеры обозначения на чертеже шероховатости поверхности с использованием этих параметров.
3. Приведенный диаметр наружной резьбы. Суммарный допуск среднего диаметра резьбы. Условие годности наружной резьбы по среднему диаметру. Пример обозначения точности резьбы болта на чертеже.
1.Характеристики системы допусков и посадок гладких цилиндрических соединений: основные отклонения валов и отверстий и схемы расположения, поле допуска и его обозначение, предпочтительные поля допусков и схемы их расположения.
2. Параметры шероховатости, S и Sm. Нормирование и примеры обозначения на чертеже шероховатости поверхности с использованием этих параметров.
3. Классификация зубчатых передач по функциональному назначению. Примеры обозначения точности зубчатых колес.
1. Три типа посадок, схема расположения полей допусков и характеристики этих посадок. Примеры обозначения посадок на чертежах.
2. Параметр шероховатости tp. Нормирование и примеры обозначения на чертеже шероховатости поверхности с использованием этого параметра.
3. Погрешности измерения. Классификация составляющих погрешности измерения по причинам их возникновения.
1. Три типа посадок в системе отверстия. Схемы расположения полей допусков и примеры обозначения посадок в системе отверстия на чертеже.
2. Отклонения формы цилиндрических поверхностей, их нормирование и примеры обозначения на чертежах допусков формы цилиндрических поверхностей.
3. Приведенный средний диаметр внутренней резьбы. Суммарный допуск среднего диаметра резьбы. Условие годности внутренней резьбы по среднему диаметру. Пример обозначения точности гайки на чертеже.
1. Три типа посадок в системе вала. Схемы расположения полей допусков и примеры обозначения посадок в системе вала на чертеже.
2. Отклонения формы плоских поверхностей. Их нормирование и примеры обозначения на чертеже допусков формы плоских поверхностей.
3. Нормирование точности зубчатых колес и передач. Принцип комбинирования ном точности. Примеры обозначения точности зубчатых колес.
1.Посадки с зазором. Схемы расположения полей допусков в системе отверстия и системе вала. Применение посадок с зазором и примеры обозначения на чертежах.
2. Принципы нормирования отклонений формы и обозначение допусков формы на чертежах. Отклонения формы поверхностей, основные определения.
3. Случайные погрешности измерения и их оценка.
1. Посадки с натягом. Схемы расположения полей допусков в системе отверстия и вала. Применение посадок с натягом и примеры обозначения на чертежах.
2. высотные параметры шероховатости поверхности. Нормирование и примеры обозначения на чертежах шероховатости поверхности с использованием высотных параметров.
3. Нормирование точности метрической резьбы. Примеры обозначения на чертежах посадок резьбовых соединений с зазором.
1.Переходные посадки. Схемы расположения полей допусков в системе вала и отверстия. Применение переходных посадок и примеры обозначения на чертеже.
2. Шаговые параметры шероховатости поверхности. Нормирование и примеры обозначения на чертеже шероховатости поверхности с использованием шаговых параметров.
3. Кинематическая точность зубчатых колес и передач, ее нормирование. Пример обозначения точности зубчатого колеса для отсчетных передач.
Читайте также: Съемники для снятия валов
1.Система отверстия. Схема расположения полей допусков трех типов посадок в системе отверстия. Примеры обозначения посадок в системе отверстия на чертеже.
2. Параметр формы шероховатости. Нормирование и примеры обозначения на чертежах шероховатости поверхности с использованием параметра формы.
3. Систематические погрешности измерения, способы их обнаружения и устранения.
1.Система вала. Схема расположения полей допусков трех типов посадок в системе вала. Примеры обозначения посадок в системе вала на чертежах.
2. Обозначение на чертежах шероховатости поверхности. Примеры обозначения шероховатости поверхности, вид обработки, который конструктором не устанавливается; обрабатываемой со снятием слоя материала; сохраняемой в состоянии поставки; обрабатываемой без снятия слоя материала.
3. Основные отклонения диаметров резьбы для посадок с зазором и схемы их расположения. Примеры обозначения посадок метрической резьбы на чертежах.
1. Посадки с зазором. Схемы расположения полей допусков посадок с зазором в системе отверстия. Показать, как изменятся Smax, Smin, Sm, Ts при изменении допусков соединяемых деталей на один квалитет. Примеры обозначения на чертежах посадок с зазором в системе отверстия.
2. Отклонения расположения поверхностей, их нормирование и примеры обозначения на чертежах допусков расположения поверхностей.
3. Контакт зубьев в передаче и его нормирование. Пример обозначения точности зубчатого колеса для силовой передачи.
1. Посадки с натягом, схемы расположения полей допусков посадок с натягом в системе отверстия. Показать, как изменятся Nmax, Nmin, Nm, TN при изменении допусков соединяемых деталей на один квалитет. Примеры обозначения на чертежах посадок с натягом в системе отверстия.
2. Шероховатость поверхности, причины ее возникновения. Нормирование шероховатости поверхности и примеры обозначения на чертежах.
3. Выбор средств измерения.
1.Переходные посадки, схемы расположения полей допусков переходных посадок в системе отверстия. Показать, как изменятся Smax, Smin, Sm(Nm), TSN при изменении допусков соединяемых деталей на один квалитет. Примеры обозначения на чертежах переходных посадок в системе отверстия.
2. Отклонения от соосности и пересечение осей, их нормирование и примеры обозначения на чертежах.
3. Нормирование и обозначение на чертежах точности наружной резьбы.
1. Посадки с зазором. Схемы расположения полей допусков посадок с зазором в системе вала. Показать, как изменятся Smax, Smin, Sm, Ts при изменении допусков соединяемых деталей на один квалитет. Примеры обозначения на чертежах посадок с зазором в системе вала.
2. Отклонение от симметричности и позиционное отклонение, их нормирование и примеры обозначения на чертежах.
3. Плавность работы зубчатых колес и передач, ее нормирование. Пример обозначения точности зубчатого колеса для скоростной передачи.
1. Посадки с натягом, схемы расположения полей допусков посадок с натягом в системе вала. Показать, как изменятся Nmax, Nmin, Nm, TN при изменении допусков соединяемых деталей на один квалитет. Примеры обозначения на чертежах посадок с натягом в системе вала.
2. Радиальное и торцевое биения, их нормирование и примеры обозначения на чертеже.
3. Математическая обработка результатов наблюдения. Форма представления результата измерения.
1. Переходные посадки, схемы расположения полей допусков переходных посадок в системе вала. Показать, как изменятся Smax, Smin, Sm(Nm), TSN при изменении допусков соединяемых деталей на один квалитет. Примеры обозначения на чертежах переходных посадок в системе вала.
2.Параметры шероховатости Ra, Rz, Rmax. Примеры применения этих параметров для нормирования шероховатости поверхности.
3. Принципы обеспечения взаимозаменяемости резьбовых соединений. Примеры обозначения точности резьбовых соединений на чертежах.
1.Посадки с зазором и их расчет (выбор). Обозначение посадок с зазором на чертежах. Примеры применения предпочтительных посадок с зазором.
2. Параметры шероховатости поверхности Sm и S. Примеры применения этих параметров для нормирования шероховатости поверхности.
3.Погрешность измерения и ее составляющие. Суммирование погрешностей при прямых и косвенных измерениях.
1. Посадки с натягом и их расчет (выбор). Обозначение посадок с натягом на чертежах. Примеры применения предпочтительных посадок с натягом.
2. Параметр шероховатости tp и примеры его применения для нормирования шероховатости поверхности.
3. Виды сопряжений зубьев колес в передаче. Примеры обозначения точности зубчатых колес.
1. Переходные посадки и их расчет (выбор). Обозначение переходных посадок на чертежах. Примеры применения предпочтительных переходных посадок.
2. Принцип предпочтительности, ряды предпочтительных чисел.
3. Понятие о контроле, контроль предельными калибрами. Схемы расположения полей допусков калибров для контроля отверстий. Расчет и обозначение на чертежах исполнительных размеров калибров-пробок.
1. Посадки подшипников качения в соединениях с корпусом и валом и схемы расположения полей допусков. Примеры обозначения посадок подшипников качения на чертеже.
2. Понятие о взаимозаменяемости и ее видах.
3. Нормирование и обозначение на чертежах точности внутренней резьбы.
1. Выбор посадок подшипников качения в зависимости от вида нагружения колец и класса точности подшипника. Примеры обозначения посадок подшипников качения на чертежах.
2. Понятие о стандартизации. Государственная система стандартизации. Категории и виды стандартов.
3. Понятие о контроле, контроль предельными калибрами. Схемы расположения полей допусков калибров для контроля валов. Расчет и обозначение на чертежах исполнительных размеров калибров-скоб.
1. Схемы расположения полей допусков в соединениях подшипников качения с валом и корпусом. Примеры обозначения посадок подшипников качения на чертежах.
2. Научно-технические принципы стандартизации. Роль стандартизации в обеспечении качества продукции.
3. Боковой зазор в зубчатых передачах и его нормирование. Примеры обозначения точности зубчатых колес.
1.Система отверстия. Схема расположения полей допусков трех типов посадок в системе отверстия. Примеры обозначения посадок в системе отверстия на чертеже.
2. Унификация, симплификация, типизация и агрегатирование и их роль в повышении качества машин и приборов.
3. Диаметральные компенсации погрешностей шага и угла профиля резьбы. Пример обозначения точности резьбы болта с длинной свинчивания, отличающейся от нормальной.
1.Система вала. Схема расположения полей допусков трех типов посадок в системе вала. Примеры обозначения посадок в системе вала на чертежах.
2. Качество продукции и его основные показатели. Аттестация качества продукции.
3. Поле допуска наружной резьбы и его обозначение. Предельные контуры наружной резьбы и условие годности.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
📽️ Видео
Допуски и посадки для чайников и начинающих специалистовСкачать

Разбираем чертеж детали ➤ Технические требования ➤ Допуски и посадки размеровСкачать
✅КАК РАССЧИТАТЬ ЗАЗОР, НАТЯГ // ДОПУСКИ И ПОСАДКИ // ОПРЕДЕЛЕНИЕ ДОПУСКОВ // min..maxСкачать
Допуски и посадки. Посадка с зазором. Посадка с натягом. Переходная посадкаСкачать
Выбираем допуски и посадки ➤ Система вала и отверстияСкачать
6 1 Размер, отклонения, допуск Size, deviation, toleranceСкачать
4.1 Расчет посадок с натягомСкачать
Просто о системе допусков и посадокСкачать
Посадки. Как выглядят сотки на деле.Скачать
Допуски и посадки для чайниковСкачать
Читаем и создаем чертежи - Общие допускиСкачать
Допуски размеров на чертеже - Простое и подробное объяснение!Скачать
Таблица допусков и посадок. Как пользоваться таблицей допусков?Скачать