Для упрощения конструкторской документации вводится понятие об отклонениях от номинального размера.
Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение является положительным, если действительный размер больше номинального, и отрицательным, если он меньше номинального.
На чертежах указывают предельные отклонения — верхнее и нижнее. Верхнее предельное отклонение— это алгебраическая разность между наибольшим предельным и номинальным размерами; обозначают: ES — для отверстия и es — для вала. Нижнее предельное отклонение — это алгебраическая разность между наименьшим предельным и номинальным размерами; обозначают: EI — для отверстия и ei— для вала.
Из определения имеем:
ES = Dmax — D; EI= Dmin-D;
es = dmax — d; ei = dmin — d. (3.1)
Отклонения всегда указывают со знаком + или —. На схемах и в таблицах отклонения часто проставляют в микрометрах (1 мкм = 0,001 мм), а на чертежах — в миллиметрах и более мелким шрифтом. Верхнее предельное отклонение ставится несколько выше номинального размера, а нижнее — несколько ниже. Отклонения, равные нулю, на чертеже не проставляют. Если верхнее и нижнее предельные отклонения равны по абсолютной величине, но противоположны по знаку, то числовое значение отклонения указывается со знаком ±; отклонение указывается вслед за номинальным размером таким же шрифтом.
Допуском размера (обозначается TD или Td) называют разность между наибольшим и наименьшим предельными размерами:
TD = Dmax — Dmin; Td = dmax — dmin. (3.2)
В то же время допуск размера равен алгебраической разности верхнего и нижнего предельных отклонений:
TD = ES-EI; Td = es — ei. (3.3)
Слова «алгебраическая разность» означают, что в формулы (3.3) предельные отклонения должны входить с их знаками.
Допуск размера всегда положительная величина. Численное значение допуска очень важно и для конструктора, и для производственников. Чем меньше допуск, тем большая определенность соединения двух деталей, однообразнее и выше параметры изделия. В то же время уменьшение допуска размера усложняет технологию изготовления детали, требует оборудования повышенной точности, таких чистовых операций, как шлифование, развертывание и др. (более подробно о величине допуска см. на с. 33).
- Система допусков и посадок термины и определения
- Примеры решения задач по допускам и посадкам
- Допуски и посадки в метрологии
- Нормирование точности размеров деталей гладких цилиндрических соединений
- Взаимозаменяемость. Основные понятия
- Понятие точности, линейные размеры и отклонения
- Допуски размеров, посадки и допуск посадки
- Основные отклонения
- Квалитеты
- Система отверстия и система вала
- Схематичное изображение полей допусков
- Условное обозначение предельных отклонений и посадок
- Методы выбора посадок и области их применения
- 📽️ Видео
Видео:Предельные отклонения размеров и допусков на чертежеСкачать

Система допусков и посадок термины и определения
Слово термин происходит от латинского слова terminus, что значит предел граница.
Размер – числовое значение линейной величины в выбранных единицах измерения.
Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью.
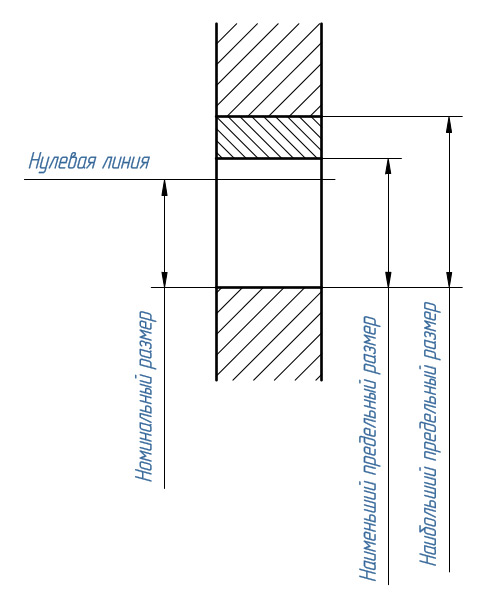
Номинальные и предельные размеры
Предельные размеры – два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер.
Наибольший предельный размер – наибольший допустимый размер элемента.
Наименьший предельный размер – наименьший допустимый размер элемента.
Номинальный размер – размер, относительно которого определяются отклонения.
Отклонение – арифметическая разность между размером и соответствующим номинальным размером.
Действительное отклонение – арифметическая разность между действительным и соответствующим номинальным размерами.
Предельное отклонение – арифметическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные – вниз.
Верхнее отклонение ES, es – арифметическая разность между наибольшим предельным и соответствующим номинальным размерами.
Нижнее отклонение EI, ei – арифметическая разность между наименьшим предельным и соответствующим номинальным размерами.
Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии.
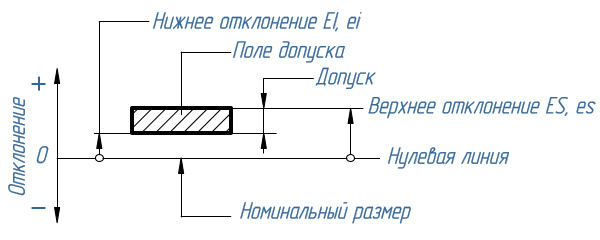
Допуск – Т – англ.tolerance – разность между наибольшим и наименьшим предельными размерами или разность между верхним и нижним отклонениями.
Стандартный допуск – IT – англ. Internal tolerance – любой из допусков, устанавливаемых данной системой допусков и посадок.
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии .
Квалитет – лат. qualitas – качество – совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Единица допуска i, I – множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска.
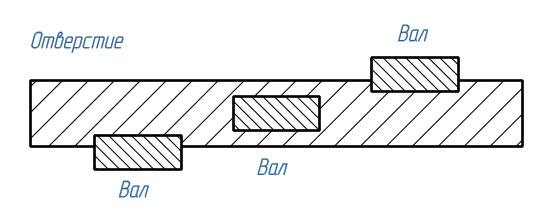
Вал – термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Основной вал – вал, верхнее отклонение которого равно нулю.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Предел максимума материала – термин, относящийся к тому из предельных размеров, которому соответствует наибольший объем материала, т.е. наибольшему предельному размеру вала или наименьшему предельному размеру отверстия. Примечание. Применявшийся ранее термин «проходной предел» использовать не рекомендуется.
Предел минимума материала – термин, относящийся к тому из предельных размеров, которому соответствует наименьший объем материала, т.е. наименьшему предельному размеру вала или наибольшему предельному размеру отверстия. Примечание. Применявшийся ранее термин «непроходной предел» использовать не рекомендуется.
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки.
Номинальный размер посадки – номинальный размер, общий для отверстия и вала, составляющих соединение.
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Зазор – разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала.
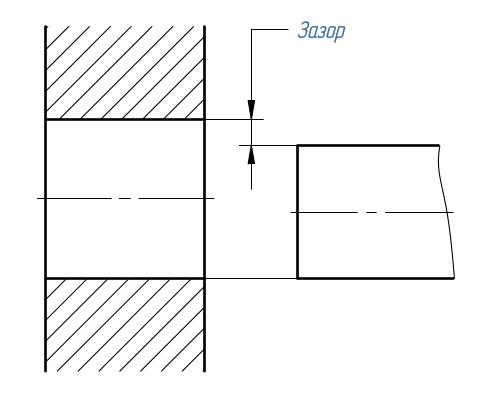
Зазор между отверстием и валом
Натяг – разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
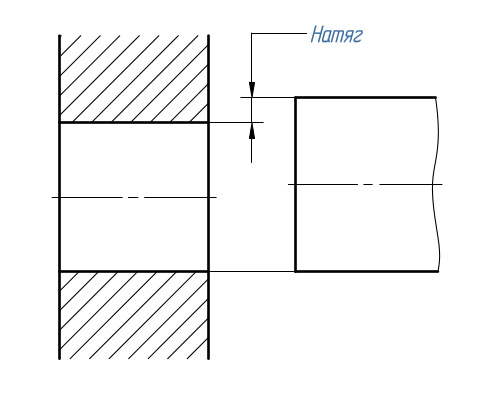
Натяг между отверстием и валом
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала.
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала.
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга в соединении, в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично.
Наименьший зазор – разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала в посадке с зазором.
Наибольший зазор – разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала в посадке с зазором или в переходной посадке.
Наименьший натяг – разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия до сборки в посадке с натягом.
Наибольший натяг – разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия до сборки в посадке с натягом или в переходной посадке.
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия.
Посадки в системе вала – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала.
Видео:Допуски и посадки для чайников и начинающих специалистовСкачать

Примеры решения задач по допускам и посадкам
Здравствуйте на этой странице я собрала теорию и практику с примерами решения задач по разделу: допуски и посадки, с решением по каждой теме, чтобы вы смогли подготовиться к экзамену или освежить память перед контрольной работой!
| Если что-то непонятно — вы всегда можете написать мне в WhatsApp и я вам помогу! |
Видео:Выбираем общие допуски и посадки на примере детали вал. Предельные отклонения размеровСкачать

Допуски и посадки в метрологии
Посадка — это характер соединения двух деталей, определяемый разностью их размеров до сборки.
Зазор — это разность между размерами отверстия и вала до сборки, если отверстие больше размера вала.
Натяг — это разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
Допуск посадки — это сумма допусков отверстия и вала, составляющих соединение.
Посадка с зазором — это посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему.
Посадка с натягом — это посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему.
Переходная посадка — это посадка, при которой возможно получение как зазора так и натяга в соединении, в зависимости от действительных размеров отверстия и вала.
Вал — это термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие — это термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Размер — это числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения.
Квалитет — это совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Нормирование точности размеров деталей гладких цилиндрических соединений
Взаимозаменяемость. Основные понятия
Представьте себе, что во время работы какой-то машины износилась или сломалась деталь. Что делать? Изготовить её своими силами? Это потребует много времени, да и не всегда возможно в силу целого ряда причин. Проще взять со склада запасную деталь и заменить ею вышедшую из строя.
Читайте также: Скорость вращения выходного вала это
Возможно эта страница вам будет полезна:
Конечно, новая деталь должна по своим размерам и форме точно соответствовать заменяемой. Иначе пришлось бы потратить много времени на её подгонку. Такая несложная замена стала возможной в современном производстве машин благодаря применению принципа взаимозаменяемости.
Взаимозаменяемость — это принцип конструирования, производства и эксплуатации машин и других изделий, обеспечивающий их бесподгоночную сборку (или замену при ремонте) из независимо изготовленных сопрягаемых деталей и элементов при соблюдении предъявляемых к машинам и изделиям технических требований.
Взаимозаменяемыми могут быть детали, узлы, изделия в целом. При сборке используются стандартные крепежные детали, подшипники качения, электротехнические, резиновые, пластмассовые изделия и агрегаты, получаемые по кооперации. Есть и другое определение взаимозаменяемости, но суть понятия не изменилась.
Взаимозаменяемость — это свойство независимо изготовленных с заданной точностью деталей и составных частей машин, приборов и других изделий обеспечивать возможность беспригоночной сборки (или замены при ремонте) сопрягаемых деталей в составные части, а составных частей — в изделия при соблюдении предъявляемых к составным частям и изделиям технических требований.
Виды взаимозаменяемости:
- полная — обеспечивает возможность беспригоночной сборки (или замены при ремонте) любых независимо изготовленных с заданной точностью однотипных деталей в сборочные единицы или изделия при соблюдении предъявляемых к ним (сборочным единицам или изделиям) технических требований по всем параметрам качества. При полной взаимозаменяемости упрощается сборка, которая сводится к простому соединению деталей рабочими невысокой квалификации, сборочный процесс точно нормируется во времени, согласуется с темпом работы конвейера, и создаются возможности организации производства поточным методом, появляются возможности для автоматизации процессов изготовления и сборки изделий, упрощается ремонт изделий, т.к. любая износившаяся или поломанная деталь могут быть заменены запасными. Например, замена электрической лампочки или сломанной иглы в швейной машинке не вызывает удивления, хотя патрон для лампочки и лампочка, швейная машинка и игла были изготовлены в разное время, на разных предприятиях и даже, может быть, в разных странах;
- неполная (ограниченная) — когда для получения требуемой точности сборки применяют групповой подбор деталей (селективную сборку), компенсаторы, регулирование положения некоторых частей машин и приборов, пригонку и другие дополнительные технологические мероприятия при обязательном выполнении требований к качеству сборочных единиц и изделий. Если в телевизоре сгорел кинескоп, то новый устанавливают в старый корпус, на то же место (полная взаимозаменяемость по размерам), но, как правило, требуется регулировать некоторые характеристики, подстраивать их до требуемого уровня, т.е. по таким элементам телевизор обладает ограниченной взаимозаменяемостью;
- внешняя — это взаимозаменяемость покупных и кооперируемых изделий и сборочных единиц по эксплуатационным показателям, а также по размерам и форме присоединительных поверхностей. Внешняя взаимозаменяемость присуща только готовым изделиям или узлам. Например, электрические двигатели (по частоте вращения вала и мощности, а также по точности размера между присоединительными крепёжными отверстиями); подшипники качения (по точности самого подшипника, а также по точности размеров посадочных поверхностей — отверстию внутреннего кольца и наружной поверхности наружного кольца);
- внутренняя — это взаимозаменяемость деталей, входящих в узел, или узлов, входящих в изделие. Например, в подшипниках качения — взаимозаменяемость тел качения и колец;
- функциональная — это взаимозаменяемость по основным эксплуатационным показателям работы изделия, определяющим его служебные функции. Одно из главных условий обеспечения функциональной взаимозаменяемости — это установление связей эксплуатационных показателей с функциональными параметрами и независимое изготовление деталей и составных частей по этим параметрам с точностью, определяемой исходя из допускаемых отклонений эксплуатационных показателей в конце срока их службы.
Уровень взаимозаменяемости на производстве определяется коэффициентом взаимозаменяемости:


где — трудоемкость изготовления взаимозаменяемых деталей;

— трудоемкость изготовления изделия в целом.
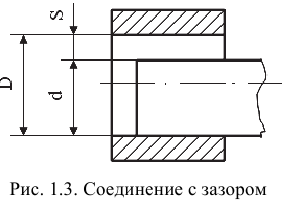
Две или несколько деталей, подвижно или неподвижно соединенные друг с другом, называются соединением (рис. 1.1).
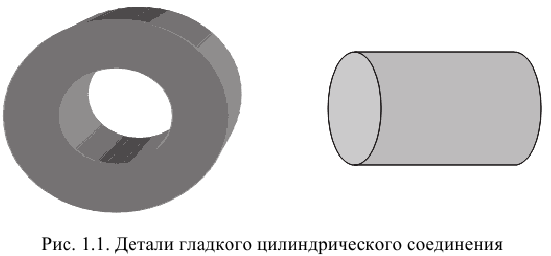
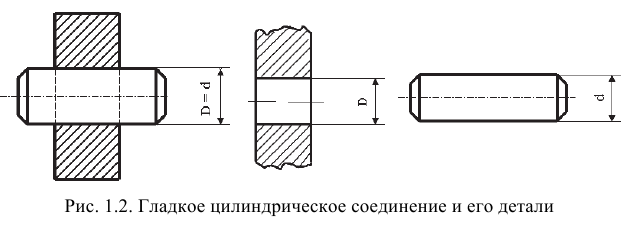
В соединении двух деталей, входящих одна в другую, различают охватывающую и охватываемую поверхности. Для гладких цилиндрических соединений охватывающая поверхность называется отверстием, а охватываемая — валом. Соответствующие им размеры — диаметр отверстия и диаметр вала (рис. 1.2).
Понятие точности, линейные размеры и отклонения
Точностью изготовления называют степень приближения действительных значений геометрических и других параметров деталей и изделий к их заданным значениям, указанным в чертежах или технических требованиях. Достичь заданной точности — значит изготовить детали и собрать механизм так, чтобы погрешности геометрических, электрических и других параметров находились в установленных пределах.
Точность размеров — это степень приближения действительных значений размеров деталей машин к размерам, заданным на чертеже.
На рабочих чертежах деталей проставляют в первую очередь номинальные размеры.
Номинальный размер — это основной размер, определенный исходя из функционального назначения детали и служащий началом отсчета отклонений. Общий для отверстия и вала, составляющих соединение, номинальный размер называется номинальным размером соединения (см. рис. 1.2).
Есть и другое определение номинального размера. Номинальный размер — это размер, относительно которого определяют предельные размеры и который служит также началом отсчета отклонений.  — обозначение номинального размера отверстия;
— обозначение номинального размера отверстия;  — обозначение номинального размера вала.
— обозначение номинального размера вала.
Обработать деталь точно по номинальному размеру практически невозможно из-за многочисленных погрешностей, влияющих на процесс обработки. Размеры обработанной детали отличаются от заданного номинального размера, поэтому их ограничивают двумя предельно допустимыми размерами, один из которых (больший) называется наибольшим предельным размером, а другой (меньший) — наименьшим предельным размером. В расчетах используются следующие обозначения:  — наибольший предельный размер отверстия;
— наибольший предельный размер отверстия;  — наименьший предельный размер отверстия;
— наименьший предельный размер отверстия;  — наибольший предельный размер вала;
— наибольший предельный размер вала;  — наименьший предельный размер вала.
— наименьший предельный размер вала.
Действительный размер — размер, полученный в результате измерения с допустимой погрешностью. Например:  — действительный размер отверстия;
— действительный размер отверстия;  — действительный размер вала.
— действительный размер вала.
Деталь является годной, если ее действительный размер больше наименьшего предельного размера, но не превосходит наибольшего предельного размера, т.е.
 — условие годности деталей типа «отверстие»;
— условие годности деталей типа «отверстие»;  — условие годности деталей типа «вал». На чертежах вместо предельных размеров рядом с номинальным размером указывают два предельных отклонения — верхнее и нижнее.
— условие годности деталей типа «вал». На чертежах вместо предельных размеров рядом с номинальным размером указывают два предельных отклонения — верхнее и нижнее.
Верхнее отклонение размера — это алгебраическая разность между наибольшим предельным и номинальным размерами.

— верхнее отклонение отверстия;

— верхнее отклонение вала.
Нижнее отклонение размера — это алгебраическая разность между наименьшим предельным и номинальным размерами.

— нижнее отклонение отверстия;

— нижнее отклонение вала.
Отклонения бывают положительными, отрицательными и равными нулю. Отклонения, равные нулю, в обозначении не указываются. На чертежах номинальные и предельные линейные размеры и их отклонения проставляют в миллиметрах без указания единицы физической величины.

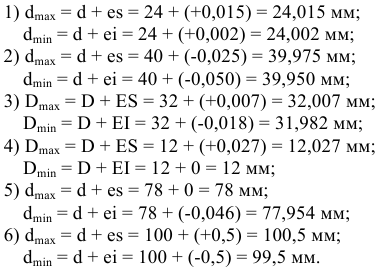
Зная предельные отклонения и используя формулы их расчета, можно рассчитать значения предельных размеров:
Допуски размеров, посадки и допуск посадки
Допуском размера называется разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Допуск обозначают буквой «Т» (от латинского Tolerance — допуск):

— допуск размера отверстия;

— допуск размера вала.
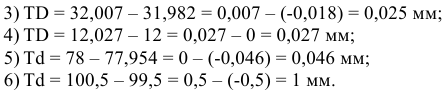
Для рассмотренных ранее примеров 1 — 6 (раздел 1.2) допуски размеров определятся следующим образом:

Допуск — величина всегда положительная. Допуск характеризует точность изготовления детали. Чем меньше допуск, тем труднее обрабатывать деталь, так как повышаются требования к точности станка, инструмента, приспособлений, квалификации рабочего. Неоправданно большие допуски снижают надежность и качество работы изделия.
В некоторых соединениях при различных сочетаниях предельных размеров отверстия и вала могут возникать зазоры или натяги. Характер соединения деталей, определяемый значениями получающихся в нем зазоров или натягов, называется посадкой. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Различают три группы посадок:
1) с гарантированным зазором;
3) с гарантированным натягом.
Если размеры отверстия больше размеров вала, то в соединении возникает зазор (рис. 1.3).
Зазор — это положительная разность между размерами отверстия и вала:

— зазор;

— наибольший зазор;

— наименьший зазор
Если до сборки размеры вала больше размеров отверстия, то в соединении возникает натяг.
Натяг — это положительная разность между размерами вала и отверстия:

— натяг;

— наибольший натяг;

— наименьший натяг.
А теперь рассмотрим конкретное соединение:

Сразу сказать, что получится в соединении (зазор или натяг) довольно нелегко. Предположим, что это соединение с зазором. Рассчитаем предельные значения зазоров для данного конкретного соединения:

Как видим, минимальный зазор получился отрицательным. Это значит, что максимальный размер вала  больше, чем минимальный размер отверстия
больше, чем минимальный размер отверстия  , а положительная разность между максимальным валом и минимальным отверстием — это натяг, причем максимальный
, а положительная разность между максимальным валом и минимальным отверстием — это натяг, причем максимальный

Таким образом, отрицательный минимальный зазор — это положительный максимальный натяг, т.е.

Таким образом, в рассматриваемом соединении при одном сочетании предельных размеров отверстия и вала может получиться зазор, который меняется от 0,025 мм до нуля  , а при другом сочетании предельных размеров отверстия и вала может получиться натяг, который меняется от 0,015 мм до нуля
, а при другом сочетании предельных размеров отверстия и вала может получиться натяг, который меняется от 0,015 мм до нуля  . То есть в данном соединении есть вероятность появления или зазора, или натяга. Причем вероятность появления зазора немного выше, чем вероятность появления натяга.
. То есть в данном соединении есть вероятность появления или зазора, или натяга. Причем вероятность появления зазора немного выше, чем вероятность появления натяга.
Такие посадки называются переходными.
Допуск посадки — это допуск зазора для посадок с гарантированным зазором (определяется как разность между наибольшим и наименьшим зазорами) или допуск натяга для посадок с гарантированным натягом (определяется как разность между наибольшим и наименьшим натягами). В переходных посадках допуск посадки — это сумма максимального зазора и максимального натяга.
Обозначение допуска посадки:

— допуск посадки для посадок с гарантированным зазором;

— допуск посадки для посадок с гарантированным натягом;
Читайте также: Фланец вторичного вала кпп зил 130

— допуск посадки для переходных посадок.
Для любой группы посадок допуск посадки можно определить по формуле

Возможно эта страница вам будет полезна:
Основные отклонения
Из двух предельных отклонений стандарт выделяет одно, которое называют основным. Основное отклонение — это одно из двух отклонении (верхнее или нижнее), ближайшее к номинальному размеру.
Для ранее приведенных шести примеров простановки отклонений (см. раздел 1.2) определим числовые значения основных отклонений:
1) +0,002; 2)-0,025; 3)+0,007; 4)0; 5)0; 6) не определено.
В шестом примере определить основное отклонение невозможно, оба отклонения равно удалены от номинального размера.
Основные отклонения обозначают буквами латинского алфавита (рис. 1.4):
- прописными буквами — основные отклонения отверстий


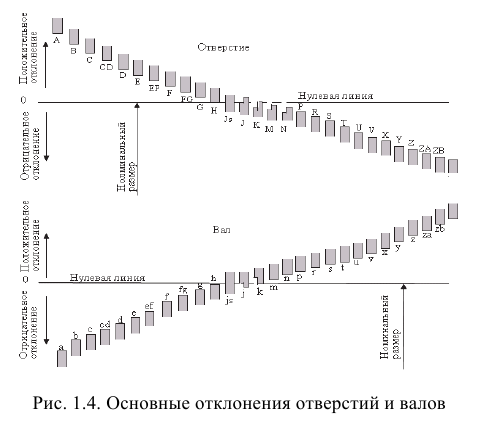
Основные отклонения от  до
до  предназначены для образования посадок с гарантированным зазором. Причем зазор уменьшается от до .
предназначены для образования посадок с гарантированным зазором. Причем зазор уменьшается от до .
Основные отклонения  предназначены для образования переходных посадок. Причем основное отклонение
предназначены для образования переходных посадок. Причем основное отклонение  дает большую вероятность появления в соединении зазора и небольшую вероятность появления натяга. А основное отклонение
дает большую вероятность появления в соединении зазора и небольшую вероятность появления натяга. А основное отклонение  уже, наоборот, дает большую вероятность появления натяга и небольшую вероятность появления зазора.
уже, наоборот, дает большую вероятность появления натяга и небольшую вероятность появления зазора.
Основные отклонения  дают примерно равные вероятности появления в соединении зазоров или натягов. Основное отклонение
дают примерно равные вероятности появления в соединении зазоров или натягов. Основное отклонение  может иметь индекс
может иметь индекс  , например:
, например:  . Это означает симметричное расположение отклонении относительно номинального размера. В этом случае числовые значения верхнего и нижнего отклонений численно равны, но противоположны по знаку (см. пример 6).
. Это означает симметричное расположение отклонении относительно номинального размера. В этом случае числовые значения верхнего и нижнего отклонений численно равны, но противоположны по знаку (см. пример 6).
Основные отклонения от  до
до  предназначены для образования посадок с гарантированным натягом. Причем натяг увеличивается от до .
предназначены для образования посадок с гарантированным натягом. Причем натяг увеличивается от до .
Основные отклонения вала и отверстия, обозначенные одноименной буквой (для данного интервала размеров), равны по величине, но противоположны по знаку, например:
- для отверстий с основными отклонениями от
 до и валов от до
до и валов от до
 и валов от
и валов от  до
до 

- для отверстий с основными отклонениями от до и валов от до
 до
до  и валов от
и валов от 

Квалитеты
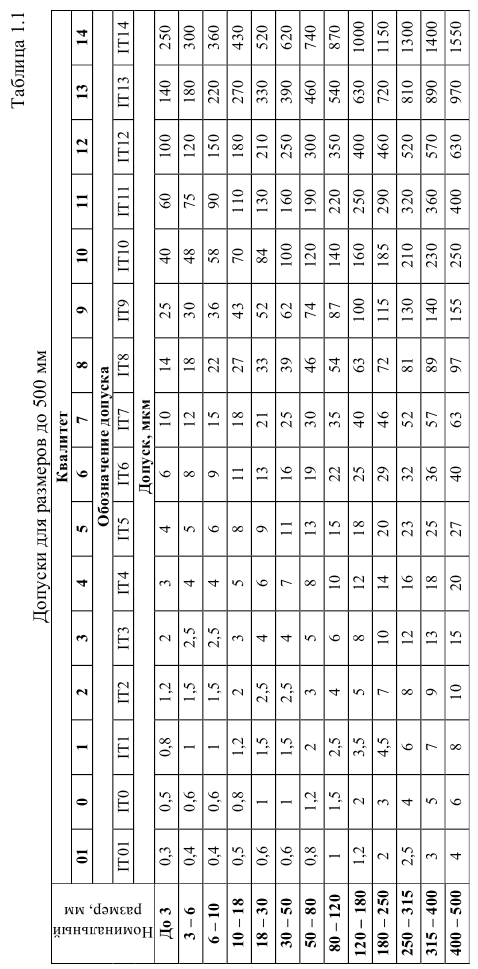
В каждом изделии детали разного назначения изготавливают с различной точностью. Для нормирования требуемых уровней точности установлены квалитеты (степени точности) изготовления размеров деталей. Под квалитетом понимают совокупность допусков, характеризуемых постоянной относительной точностью для всех номинальных размеров данного диапазона (например, от 1 до 500 мм).
Точность в пределах одного квалитета зависит только от номинального размера. Стандартом установлено 20 квалитетов: 01, 0, 1, 2, 3… 18. Квалитет определяет допуск на изготовление, а следовательно, и соответствующие методы и средства обработки и контроля деталей машин. Наивысшей точности соответствует квалитет 01, а низшей — 18 квалитет. Значит, чем больше номер квалитета, тем больше допуск размера.
Квалитеты 01, 0, 1 предназначены для нормирования точности размеров плоскопараллельных концевых мер длины.
Квалитеты 2, 3, 4 — для нормирования точности размеров гладких калибров-пробок и калибров-скоб, деталей измерительных приборов и инструментов.
Квалитеты 5 и 6 предназначены для нормирования точности размеров деталей высокоточных ответственных соединений (шпинделей прецизионных станков, шеек коленчатых валов и др.).
К валите ты 7, 8 являются наиболее распространенными. Они предусмотрены для размеров точных ответственных соединений в машиностроении, например: деталей двигателей внутреннего сгорания, автомобилей, самолетов, металлорежущих станков.
По квалитету 9 преимущественно выполняют размеры деталей тепловозов, паровых машин, подъемно-транспортных механизмов, полиграфических, сельскохозяйственных машин.
Квалитет 10 предназначен для размеров неответственных соединений, например для деталей тракторов, вагонов.
Квалитеты 11, 12 предназначены для нормирования точности размеров деталей, образующих неответственные соединения, в которых допустимы большие зазоры и их колебания, например размеров крышек, фланцев.
Квалитеты 13 — 18 предназначены для неответственных размеров деталей, не входящих в соединения с другими деталями, т.е. для свободных размеров, а также для межоперационных размеров.
Допуск квалитета условно обозначают прописными латинскими буквами  с номером квалитета, например:
с номером квалитета, например:  -допуск 6 квалитета.
-допуск 6 квалитета.
Значения допусков для размеров до 500 мм приведены в табл. 1.1.
Система отверстия и система вала
Обозначение посадок
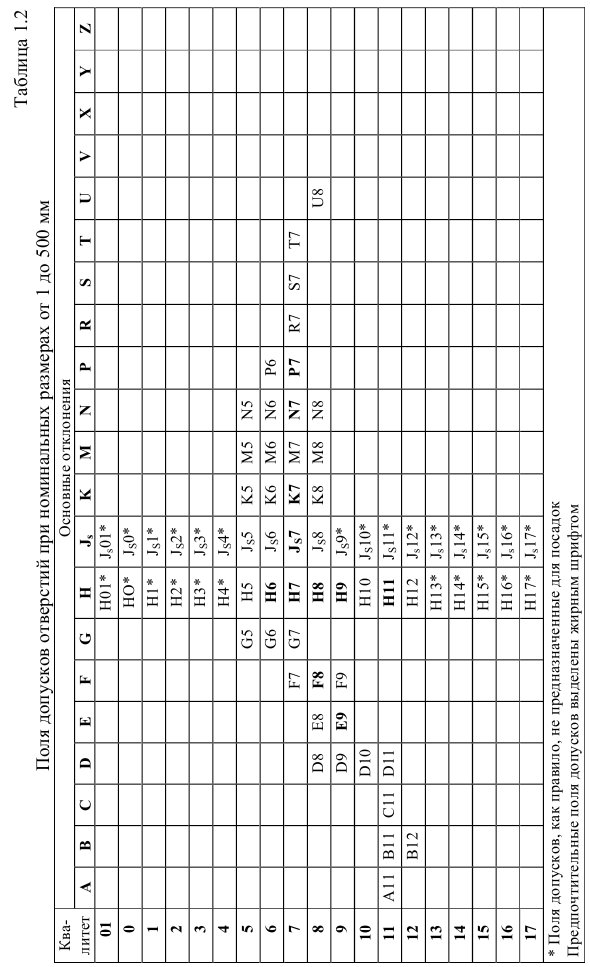
Сочетание основного отклонения и квалитета образует ноле допуска размера детали.

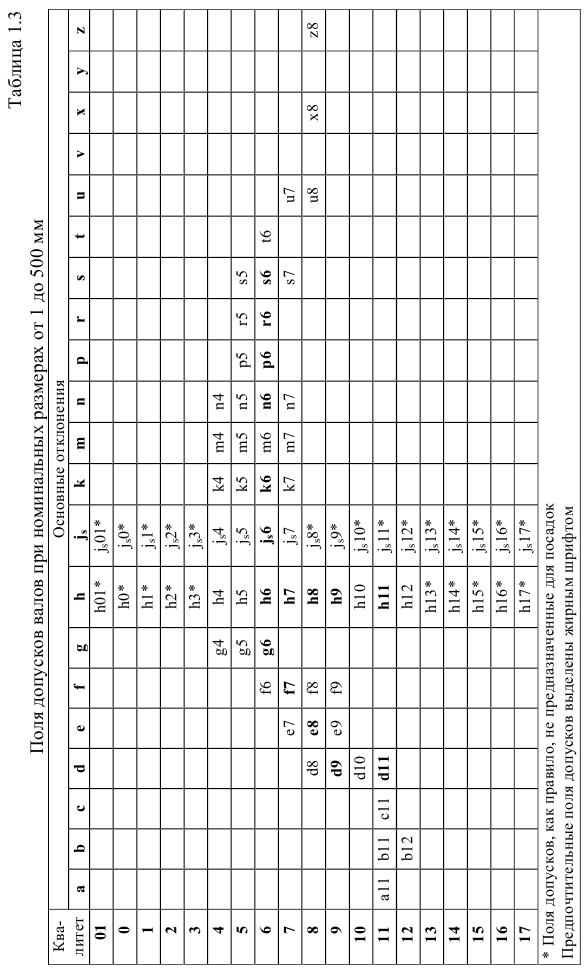
— поля допусков валов;

— поля допусков отверстий (табл. 1.2, 1.3).
Посадки на чертежах обозначают дробью: в числителе пишут поле допуска отверстия, а в знаменателе — поле допуска вала.
Посадки предусмотрены в двух системах: системе посадок основного отверстия и системе посадок основного вала.
Система посадок основного отверстия или просто система отверстия — это совокупность посадок, в которых предельные отклонения отверстии одинаковы (при одном номинальном размере и квалитете), а различные посадки достигаются изменением предельных отклонении валов.
Основное отверстие — это отверстие, которое обозначается буквой  и у которого нижнее отклонение равно нулю
и у которого нижнее отклонение равно нулю  . При обозначении посадок в системе отверстия в числителе всегда будет стоять основное отверстие «», а в знаменателе — основное отклонение вала, предназначенное для образования той или иной посадки.
. При обозначении посадок в системе отверстия в числителе всегда будет стоять основное отверстие «», а в знаменателе — основное отклонение вала, предназначенное для образования той или иной посадки.

— посадка в системе отверстия с гарантированным зазором;

— посадка в системе отверстия, переходная;

— посадка в системе отверстия с гарантированным натягом.
Система посадок основного вала или просто система вала — это совокупность посадок, в которых предельные отклонения валов одинаковы (при одном номинальном размере и одном квалитете), а различные посадки достигаются путем изменения предельных отклонении отверстии.
Основной вал — это вал, который обозначается буквой  и у которого верхнее отклонение равно нулю
и у которого верхнее отклонение равно нулю  .
.
При обозначении посадок в системе вала в знаменателе (где пишется всегда поле допуска вала) будет стоять основной вал , а в числителе -основное отклонение отверстия, предназначенное для образования той или иной посадки.

— посадка в системе вала с гарантированным зазором;

— посадка в системе вала, переходная;

— посадка в системе вала с гарантированным натягом.

Стандарт разрешает любое сочетание полей допусков отверстий и валов, например: и др. Такие посадки будем называть комбинированными.

И в то же время для всех диапазонов размеров установлены рекомендуемые посадки и для размеров 1 — 500 мм из них выделены предпочтительные, например: и т.п. (см. табл. 1.2 и 1.3).
Унификация посадок позволяет обеспечить однородность конструктивных требований к соединениям и облегчить работу конструкторов по назначению посадок. Комбинируя различные варианты предпочтительных полей допусков валов и отверстий, можно значительно расширить возможности системы по созданию различных посадок без увеличения набора инструментов, калибров и другой технологической оснастки. В каждой отрасли можно сократить число полей допусков и посадок, введя ограничительный стандарт (отраслевой или стандарт предприятия).
По экономическим соображениям носадки следует назначать, главным образом, в системе отверстия и реже в системе вала. Это сокращает номенклатуру режущих и измерительных инструментов, предназначенных для обработки и контроля отверстий. Точные отверстия обрабатывают дорогостоящим режущим инструментом (зенкерами, развертками, протяжками). Каждый из них применяют для обработки только одного размера с определенным полем допуска. Валы независимо от их размеров обрабатывают одним и тем же резцом или шлифовальным кругом. В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала, а следовательно, меньше номенклатура режущего инструмента, необходимого для обработки отверстий.
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с различными посадками на одном валу, или гнездо в корпусе для установки подшипника выполняется по системе вала.
В рекомендуемых и предпочтительных посадках точных квалитетов для размеров от 1 до 3150 мм допуск отверстия, как правило, на один-два квалитета больше допуска вала, поскольку точное отверстие технологически получить труднее, чем точный вал, вследствие худших условий отвода теплоты, недостаточной жесткости, повышенной изнашиваемости и сложности направления режущего инструмента для обработки отверстий.
Увеличение допуска отверстия при сохранении допуска посадки повышает срок службы разверток и протяжек, так как при этом допускается больший их износ по диаметру и большее число заточек.
Стандарт в технически обоснованных случаях допускает применение посадок, отличающихся от рекомендуемых, но образованных из числа полей допусков валов и отверстий, предусмотренных этим стандартом. Однако в этих случаях посадка должна в первую очередь относиться к системе отверстия или к системе вала.
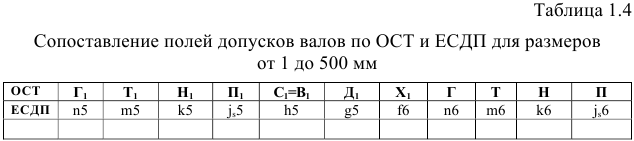
К 1980 г. ЕСДП должна была полностью заменить действующую ранее в СССР систему допусков и посадок ОСТ, но в старых документах (до 1977 — 1980 гг.) — конструкторской документации, справочниках, учебной литературе даны обозначения по ОСТ, поэтому в табл. 1.4 и 1.5 представлены сопоставления полей допусков по ОСТ и ЕСДП.
Возможно эта страница вам будет полезна:
Схематичное изображение полей допусков
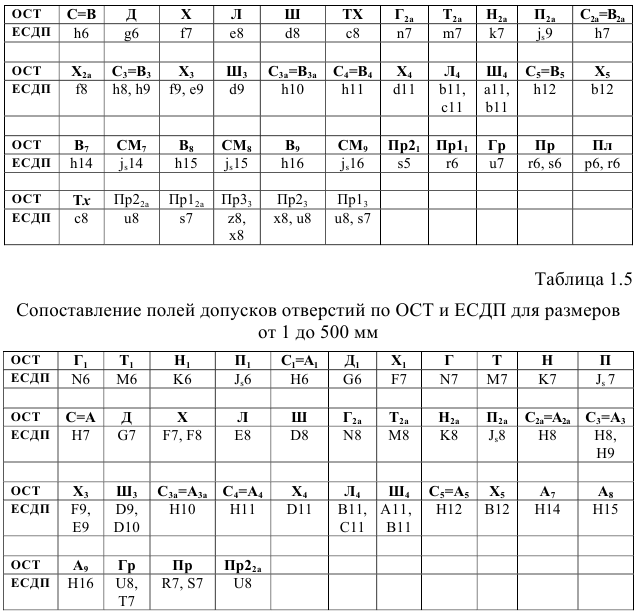
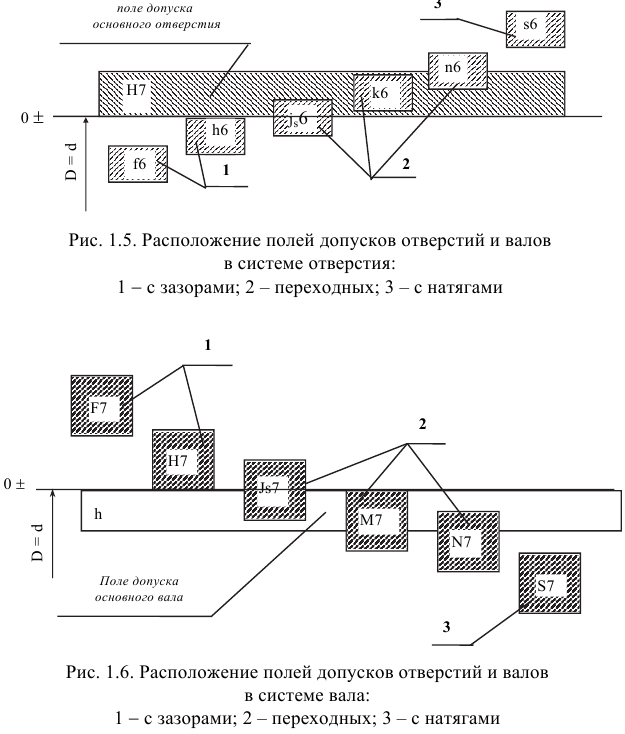
Для упрощения допуски можно изображать графически в виде полей допусков. Поле допуска — пространство, ограниченное двумя линиями, соответствующими наибольшему и наименьшему размерам. Оно определяется величиной допуска и его положением относительно нулевой линии. Нулевая линия — это линия, соответствующая номинальному размеру соединения. Вверх от этой линии откладывают положительные отклонения, а вниз — отрицательные (рис. 1.5, 1.6).
Условное обозначение предельных отклонений и посадок
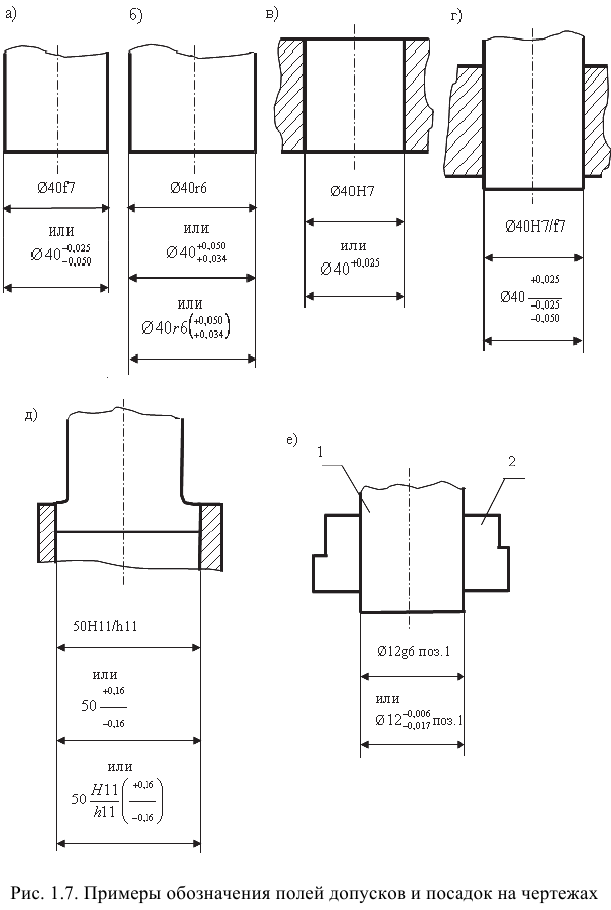
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных отклонений, а также буквенными обозначениями полей допусков с одновременным указанием справа в скобках числовых значений предельных отклонений (рис. 1.7, а — в).
Посадки и предельные отклонения размеров деталей, изображенных на чертеже в собранном виде, указывают дробью: в числителе — буквенное обозначение поля допуска или числовые значения предельных отклонений отверстия либо буквенное обозначение поля допуска с указанием справа в скобках числовых значений предельных отклонений отверстия, в знаменателе — аналогичное обозначение поля допуска вала (рис. 1.7, г, г)). Иногда для обозначения посадки указывают предельные отклонения только одной из сопрягаемых деталей (рис. 1.7, е).
В условных обозначениях полей допусков нужно обязательно указывать числовые значения предельных отклонений в следующих случаях:
- для размеров, не включенных в ряд нормальных линейных размеров, например 41,5 Н7(‘°’02>);
- при назначении предельных отклонений, условные обозначения которых не предусмотрены ГОСТ 25347-82, например для пластмассовой детали (см. рис. 1.7, д).
Читайте также: Крепление рулевого вала ваз 2114
Предельные отклонения следует назначать для всех размеров, проставленных на рабочих чертежах, включая несопрягаемые и неответственные размеры. Если предельные отклонения для размера не назначены, возможны лишние затраты (когда стремятся получить этот размер более точным, чем нужно) или увеличение массы детали.
Для линейных размеров от 1 до 10 ООО мм неуказанные предельные отклонения назначают по ГОСТ 30893.1-2002 ОНВ. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками.
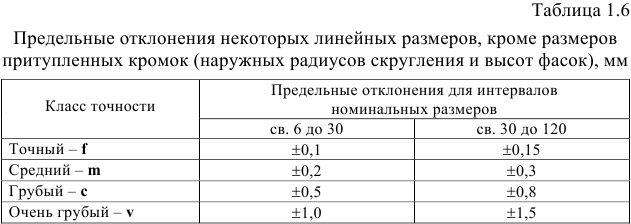
Предельные отклонения линейных размеров (табл. 1.6), кроме размеров притуплённых кромок (наружных радиусов скругления и высот фасок), нормируют по классам точности общих допусков:
точный —  ; средний —
; средний —  ; грубый —
; грубый —  ; очень грубый —
; очень грубый —  .
.
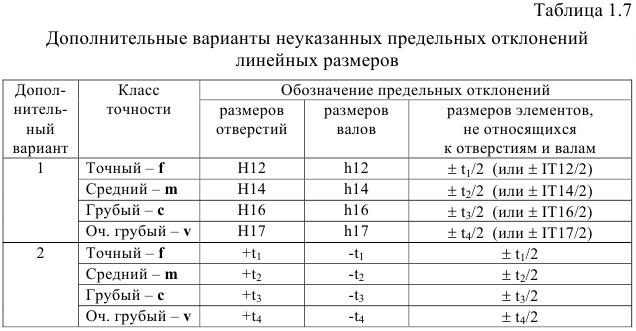
На чертежах неуказанные предельные отклонения размеров задаются текстом в виде технических условий, например для среднего класса точности: «Общие допуски по ГОСТ 30893.1 — ш» или «ГОСТ 30893.1 — ш». ГОСТ 30893.1 устанавливает дополнительные варианты назначения предельных отклонений линейных размеров с неуказанными допусками (табл. 1.7). Назначение дополнительных вариантов предельных отклонений линейных размеров с неуказанными допусками при новом проектировании рекомендуется ограничить.
Обозначение  соответствует обозначению . Обозначение
соответствует обозначению . Обозначение  соответствует обозначению . Обозначение
соответствует обозначению . Обозначение  соответствует обозначению . Обозначение
соответствует обозначению . Обозначение  соответствует обозначению .
соответствует обозначению .
Обозначение неуказанных допусков по дополнительным вариантам (для класса точности — средний):
Вариант 1 — «Общие допуски по ГОСТ 30893.1:  »; «Общие допуски по ГОСТ 30893.1:
»; «Общие допуски по ГОСТ 30893.1:  ».
».

Вариант 2 — «Общие допуски по ГОСТ 30893.1: ».
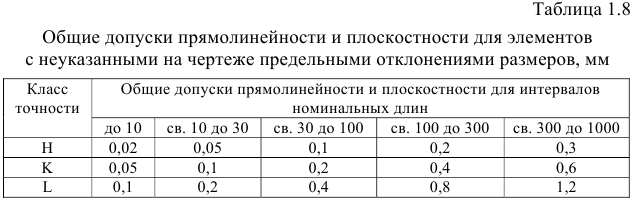
Кроме того, используется ГОСТ 30893.2-2002 ОНВ. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально. Введён 01.01.2004.
Общие допуски цилиндричности, точности формы продольного сечения, наклона, перекоса осей, позиционного отклонения, полного радиального и торцевого биения, формы заданного профиля и формы заданной поверхности не устанавливаются. Отклонения этих видов косвенно ограничиваются допусками на линейные и угловые размеры или другими видами допусков формы и расположения, в том числе и общими.
Общий допуск круглости для элементов с неуказанными на чертеже предельными отклонениями размеров равен допуску на диаметр, но не должен превышать общий допуск на радиальное биение.

Классы точности для неуказанных предельных отклонений формы и расположения поверхностей: (табл. 1.8).
«Общие допуски формы и расположения — ГОСТ 30893.2 — » или «ГОСТ 30893.2- »;
«Общие допуски ГОСТ 30893.2 —  » или «ГОСТ 30893.2 — », где — класс точности «средний» общих допусков размеров по ГОСТ 30893.1;
» или «ГОСТ 30893.2 — », где — класс точности «средний» общих допусков размеров по ГОСТ 30893.1;

— класс точности допусков формы и расположения поверхностей.
Методы выбора посадок и области их применения
Выбор посадок производится в зависимости от назначения деталей и их поверхностей, условий работы соединения одним из трех методов.
- Метод прецедентов или аналогов. Посадка выбирается по аналогии с посадкой в надежно работающем узле. Сложность метода заключается в оценке и сопоставлении условий работы посадки в проектируемом узле и аналоге.
- Метод подобия — развитие метода прецедентов. Посадки выбираются на основании рекомендаций отраслевых технических документов и литературных источников. Недостатком метода является, как правило, отсутствие точных количественных оценок условий работы сопряжений.
- Расчетный метод является наиболее обоснованным методом выбора посадок. Посадки рассчитываются на основании полуэмпирических зависимостей. Однако формулы не всегда учитывают сложный характер физических явлений, происходящих в соединении.
В любом случае новые опытные образцы изделий перед запуском в серийное производство проходят целый ряд испытаний, по результатам которых отдельные посадки могут быть подкорректированы. Квалификация конструктора, в частности, определяется и тем, потребовалась ли корректировка посадок в разработанном им узле.

Применение посадок с зазором. Посадки — «скользящие». Наименьший зазор в посадках равен нулю. Они установлены во всем диапазоне точностей сопрягаемых размеров (с 4-го по 12-й квалитеты). В точных квалитетах они применяются как центрирующие посадки, т.е. обеспечивают высокую степень совпадения оси вала с осью сопрягаемого с ним отверстия. Допускают медленное вращение и продольное перемещение, чаще всего используемое при настройках и регулировках.

Посадка применяется в неподвижных соединениях при высоких требованиях к точности центрирования часто разбираемых деталей: сменные зубчатые колеса на валах, фрезы на оправках, центрирующие корпуса под подшипники качения, сменные кондукторные втулки и т.д. Для подвижных соединений применяется посадка шпинделя в корпусе сверлильного станка.
Посадки  имеют примерно то же назначение, что и посадка
имеют примерно то же назначение, что и посадка  , но характеризуются более широкими допусками, облегчающими изготовление детали.
, но характеризуются более широкими допусками, облегчающими изготовление детали.
Посадки в более грубых квалитетах (с 9-го по 12-й) предназначены для неподвижных и подвижных соединений малой точности. Применяются для посадки муфт, звездочек, шкивов на валы, для неответственных шарниров, роликов и т.п.

Посадки — «движения». Обладают минимальным по сравнению с другими посадками гарантированным зазором. Установлены только в точных квалитетах с 4-го по 7-й. Применяются для плавных, чаще всего возвратно-поступательных перемещений, допускают медленное вращение при малых нагрузках.

Посадки применяются в плунжерных и золотниковых парах, в шпинделе делительной головки и т.п.

Посадки — «ходовые». Характеризуются умеренным гарантированным зазором. Применяются для обеспечения свободного вращения в подшипниках скольжения общего назначения при легких и средних режимах работы со скоростями не более 150 рад/с и в опорах поступательного перемещения.

Посадки применяются в подшипниках скольжения коробок передач различных станков, в сопряжениях поршня с цилиндром в компрессорах, в гидравлических прессах и т.п.

Посадки — «легкоходовые». Обладают значительным гарантированным зазором, вдвое большим, чем у ходовых посадок. Применяются для свободного вращательного движения при повышенных режимах работы со скоростями более 150 рад/с, а также для компенсации погрешностей монтажа и деформаций, возникающих во время работы.

Посадки применяются для подшипников жидкостного трения турбогенераторов, больших электромашин, коренных шеек коленчатых валов.

Посадки — «широкоходовые». Характеризуются большим гарантированным зазором, позволяющим компенсировать значительные отклонения расположения сопрягаемых поверхностей и температурные деформации и обеспечить свободное перемещение деталей или их регулировку и сборку.

Посадки применяются для соединений при невысоких требованиях к точности, для подшипников трансмиссионных валов, для поршней в цилиндрах компрессоров.

Посадка применяется для крышек подшипников и распорных втулок в корпусах, для шарниров и роликов на осях.
Применение переходных посадок. Переходные посадки применяются только в точных квалитетах — с 4-го по 8-й, используются как центрирующие и предназначены для неподвижных, но разъемных соединений, так как обеспечивают легкую сборку и разборку, требуют, как правило, дополнительного крепления соединяемых деталей шпонками, штифтами, болтами и т.п.
Посадки  — «плотные». Вероятность получения натяга
— «плотные». Вероятность получения натяга  , и, следовательно, в сопряжении образуются преимущественно зазоры. Обеспечивают легкую собираемость.
, и, следовательно, в сопряжении образуются преимущественно зазоры. Обеспечивают легкую собираемость.

Посадка применяется для сопряжения стаканов подшипников с корпусами, небольших шкивов и ручных маховиков с валами.
Посадки  — «напряженные». Вероятность получения натяга
— «напряженные». Вероятность получения натяга  . Однако из-за влияния отклонений формы, особенно при большой длине соединения, зазоры в большинстве случаев не ощущаются. Обеспечивают хорошее центрирование. Сборка и разборка производится без значительных усилий, например при помощи ручных молотков.
. Однако из-за влияния отклонений формы, особенно при большой длине соединения, зазоры в большинстве случаев не ощущаются. Обеспечивают хорошее центрирование. Сборка и разборка производится без значительных усилий, например при помощи ручных молотков.

Посадка широко применяется для сопряжения зубчатых колес, шкивов, маховиков, муфт с валами.
Посадки  — «тугие». Вероятность получения натяга
— «тугие». Вероятность получения натяга  . Обладают высокой степенью центрирования. Сборка и разборка осуществляется при значительных усилиях. Разбираются, как правило, только при ремонте.
. Обладают высокой степенью центрирования. Сборка и разборка осуществляется при значительных усилиях. Разбираются, как правило, только при ремонте.

Посадка применяется для сопряжения зубчатых колес, шкивов, маховиков, муфт с валами, для установки тонкостенных втулок в корпуса, кулачков на распределительном валу.
Посадки  — «глухие». Вероятность получения натяга
— «глухие». Вероятность получения натяга  . Обладают высокой степенью центрирования. Сборка и разборка осуществляется при значительных усилиях: применяются прессы. Разбираются, как правило, только при капитальном ремонте.
. Обладают высокой степенью центрирования. Сборка и разборка осуществляется при значительных усилиях: применяются прессы. Разбираются, как правило, только при капитальном ремонте.

Посадка применяется для сопряжения тяжелонагруженных зубчатых колес, муфт, кривошипов с валами, для установки постоянных кондукторных втулок в корпусах кондукторов, штифтов и т.п.
Применение посадок с натягом. Они используются для передачи крутящих моментов и осевых сил без дополнительного крепления, а иногда для создания предварительно напряженного состояния у сопрягаемых деталей.
Посадки предназначены для неподвижных и неразъемных соединений. Относительная неподвижность деталей обеспечивается силами трения, возникающими на контактирующих поверхностях вследствие их упругой деформации, создаваемой натягом при сборке соединения.
Преимущество посадок — отсутствие дополнительного крепления, что упрощает конфигурацию деталей и их сборку. Посадки обеспечивают высокую нагрузочную способность сопряжения, которая резко возрастает с увеличением диаметра сопряжения. В то же время прочность и качество сопряжения зависят от материала сопрягаемых деталей, шероховатостей их поверхностей, формы, способа сборки (сборка под прессом или способ термических деформаций) и т.п.

Посадки — «легкопрессовые». Имеют минимальный гарантированный натяг. Обладают высокой степенью центрирования. Применяются, как правило, с дополнительным креплением.
Посадка применяется для сопряжения тяжелонагруженных зубчатых колес, втулок, установочных колец с валами, для установки тонкостенных втулок и колец в корпуса.
Посадки  — «прессовые средние». Имеют умеренный гарантированный натяг в пределах
— «прессовые средние». Имеют умеренный гарантированный натяг в пределах  . Применяются как с дополнительным креплением, так и без него. При сопряжении возникают, как правило, упругие деформации.
. Применяются как с дополнительным креплением, так и без него. При сопряжении возникают, как правило, упругие деформации.
Посадки  применяются для сопряжения зубчатых и червячных колес с валами в условиях тяжелых ударных нагрузок с дополнительным креплением (для стандартных втулок подшипников скольжения предусмотрена посадка
применяются для сопряжения зубчатых и червячных колес с валами в условиях тяжелых ударных нагрузок с дополнительным креплением (для стандартных втулок подшипников скольжения предусмотрена посадка  ).
).
Посадки  — «прессовые тяжелые». Имеют большой гарантированный натяг в пределах
— «прессовые тяжелые». Имеют большой гарантированный натяг в пределах  . Предназначены для соединений, на которые воздействуют большие, в том числе и динамические нагрузки. Применяются, как правило, без дополнительного крепления соединяемых деталей. В сопряжении возникают упругопластические деформации. Детали должны быть проверены на прочность.
. Предназначены для соединений, на которые воздействуют большие, в том числе и динамические нагрузки. Применяются, как правило, без дополнительного крепления соединяемых деталей. В сопряжении возникают упругопластические деформации. Детали должны быть проверены на прочность.

Посадки наиболее распространенные из числа тяжелых посадок. Примеры применения: вагонные колеса на осях, бронзовые венцы червячных колес на стальных ступицах, пальцы эксцентриков и кривошипов с дисками.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала
📽️ Видео
Читаем и создаем чертежи - Общие допускиСкачать

Допуски и посадки для чайниковСкачать
✅КАК РАССЧИТАТЬ ЗАЗОР, НАТЯГ // ДОПУСКИ И ПОСАДКИ // ОПРЕДЕЛЕНИЕ ДОПУСКОВ // min..maxСкачать
Разбираем чертеж детали ➤ Технические требования ➤ Допуски и посадки размеровСкачать
4.1 Расчет посадок с натягомСкачать
Допуски и посадки. Посадка с зазором. Посадка с натягом. Переходная посадкаСкачать
Допуски формы и расположения поверхностейСкачать
Выбираем допуски и посадки ➤ Система вала и отверстияСкачать
Таблица допусков и посадок. Как пользоваться таблицей допусков?Скачать
6 1 Размер, отклонения, допуск Size, deviation, toleranceСкачать
Лекция 2 Посадки ЕСДПСкачать
Общие допуски. Допуски форм и расположенияСкачать
Допуски формы и расположения поверхностей. ШероховатостьСкачать
Читаем и создаем чертежи - Допуски. Посадки. КвалитетыСкачать
ТО.Лекция 4. Точностной расчетСкачать
Просто о системе допусков и посадокСкачать