
Фрезы червячные для шлицевых валов с прямобочным профилем. Технические условия
Купить ГОСТ 8027-86 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
- Способы доставки
- Оглавление
- Этот ГОСТ находится в:
- Организации:
- Straight-sided flank spline shaft hobs. Specifications
- ФРЕЗЫ ЧЕРВЯЧНЫЕ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ С ПРЯМОБОЧНЫМ ПРОФИЛЕМ
- ГОСТ 8027-86 (СТ СЭВ 880-78)
- Все о червячных фрезах
- Особенности
- Где применяется?
- По числу заходов
- По направлению витков
- По конструкции
- Производители
- Советы по использованию
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на фрезы червячные чистовые и черновые для нарезания зубьев на валах зубчатых соединений с прямобочным профилем
Ограничение срока действия снято: Протокол № 2-92 МГС от 05.10.92 (ИУС 2-93)
Оглавление
1. Типы и основные размеры
5. Маркировка, упаковка, транспортирование и хранение
Приложение 1. Червячные чистовые фрезы для нарезания шлицевых валов с прямоточным профилем по ГОСТ 1139-58
Приложение 2. Заготовки для пробных колец
Приложение 3. Рекомендуемое назначение фрез
Этот ГОСТ находится в:
Организации:
Straight-sided flank spline shaft hobs. Specifications
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ФРЕЗЫ ЧЕРВЯЧНЫЕ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ С ПРЯМОБОЧНЫМ ПРОФИЛЕМ
ГОСТ 8027-86 (СТ СЭВ 880-78)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
УДК 621.914.6:006.354 Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ЧЕРВЯЧНЫЕ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ С ПРЯМОБОЧНЫМ ПРОФИЛЕМ
Straight-sided flank spline shaft hobs. Specifications
Срок действия с 01.01.88 до 01.01.93
Настоящий стандарт распространяется на фрезы червячные чистовые и черновые для нарезания зубьев на валах зубчатых (шлицевых) соединений с прямобочным профилем по ГОСТ 1139—80 и ГОСТ 1139-58 (для изделий, спроектированных до 01.01.80).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы должны изготовляться типов:
1—для обработки шлицевых валов с центрированием по наружному диаметру;
2 — для обработки шлицевых валов с центрированием по внутреннему диаметру.
1.2. Фрезы должны изготовляться правозаходными с левым направлением винтовых стружечных канавок.
1.3. Фрезы должны изготовляться классов точности А, В и С. Рекомендуемое назначение классов точности фрез приведено
1.4. Основные размеры фрез типа 1 должны соответствовать указанным на черт. 1 и в табл. 1—3, типа 2 — на черт. 2 и в табл. 1—2.
© Издательство стандартов, 1986 © Издательство стандартов, 1991
Настоящий стандарт не может быть полностью или частично воспроизведем тиражирован и распространен без разрешения Госстандарта СССР
V к о. к £3 К 0) ас о ас ч * * о ь >> о
По согласованию с потребителем точность чистовых фрез по элементам профиля допускается определять измерением профиля пробного кольца, нарезанного фрезой на шлицефрезерных или зубофрезерных станках, соответствующих установленным для них нормам точности.
4.12. Пробные кольца проверяются калибрами, в том числе комплексными, или универсальными измерительными средствами.
4.13. Внешний вид фрез проверяется визуально.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 18088-83.
5.1.1. На торце каждой фрезы должны быть четко нанесены: товарный знак предприятия-изготовителя;
обозначение фрезы (последние четыре цифры); обозначение поля допуска толщины зуба вала по ГОСТ 1139—80;
обозначение класса точности фрезы; угол подъема витка; ход винтовой стружечной канавки; марка стали; год выпуска.
5.1.2. Фрезы класса точности А должны иметь паспорт с укг занием допусков и предельных отклонений проверяемых параме ров.
5.1.3. Внутренняя упаковка фрез — ВУ-1 по ГОСТ 9.014-78.
ПРИЛОЖЕНИЕ 1 Обязательное
ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ФРЕЗЫ ДЛЯ НАРЕЗАНИЯ ШЛИЦЕВЫХ ВАЛОВ С ПРЯМОБОЧНЫМ ПРОФИЛЕМ ПО ГОСТ 1139-58
1. Червячные чистовые фрезы предназначены для нарезания шлицевых ва
лов с прямобочным профилем по ГОСТ 1139-58 с полями допусков по толщине зубьев S2tf; S2C; S2X\ SsЛ и полями допусков по центрирующим диа
метрам: внутреннему—Л2а и наружному—по ГОСТ 1139-58.
2. Основные размеры фрез, правила приемки, методы испытаний, маркировка, упаковка, транспортирование и хранение фрез должны соответствовать требованиям настоящего стандарта.
3. Технические требования к фрезам должны соответствовать классу точности В настоящего стандарта.
ЗАГОТОВКИ ДЛЯ ПРОБНЫХ КОЛЕЦ
1. Размеры н точность заготовок пробных колец должны соответствовать указанным на чертеже и в табл. 9.
2 Допуск параллельности торцовых поверхностей на длине равной диаметру D — ье более 0,03 мм.
3. Допуск торцового биения, измеренный на расстоянии не более 2 мм от наружной цилиндрической поверхности, не должен превышать 0,03 мм.
4. Допуск радиального биения: для D до 63 мм—0,03 мм; для D более 68 мм — 0,С4 мм.
5. Отклонение наружного диаметра кольца от наибольшего наружного диаметра вала: для D до 100 мм — 0,05мм; для D более 100 мм— 0,1 мм.
ПРИЛОЖЕНИЕ 3 Рекомендуемое
РЕКОМЕНДУЕМОЕ НАЗНАЧЕНИЕ ФРЕЗ
Фрезы предназначаются для обработки шлицевых валов со следующими юлями допусков:
А — для чистового нарезания валов с полями допусков по толщине зубьев d9, h9, е9, f9 и полями допусков по центрирующим диаметрам: внутреннему— е8 и наружному — по ГОСТ 1139-80;
Читайте также: Подвесной подшипник карданного вала субару форестер замена
В — для чистового нарезания валов с полями допусков по толщине зуба dlO и полями допусков по центрирующим диаметрам: внутреннему — еЭ и наружному—по ГОСТ 1139-80;
С—для чернового нарезания валов.
Кб. Требования к фрезам червячным чистовым для нарезания шлицевых валов с прямобочным профилем по ГОСТ 1139-58 приведены в обязательном приложении К
2.1. Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта и по рабочим чертежам, утвержденным в установленном порядке.
2.2. Фрезы должны изготовляться из быстрорежущей стали по ГОСТ 19265-73.
2.3. Твердость фрез — 63. 66 HRC3.
Твердость фрез из быстрорежущей стали с содержанием ванадия 3% и более, кобальта 5% и более должна быть выше на 1— 2 единицы HRC3.
2.4. На всех поверхностях фрез не должно быть трещин, заусенцев и следов коррозии; на шлифованных поверхностях не должно быть забоин и выкрошенных мест.
2.5. Шлифованная часть фрез, обеспечивающая требуемую точность профиля, должна быть не менее 1/3 длины зуба по наружному диаметру.
2.6. Параметры шероховатости поверхностей фрез по ГОСТ 2789—73 должны быть не более, Ra, мкм:
посадочного отверстия фрез классов точности:
передней поверхности для фрез классов точности:
задней боковой поверхности зуба и задней поверхности по вершине зуба для фрез классов точности:
цилиндрической поверхности буртика для фрез классов точности
• 0,32; 0,63 1 . 0,63 . 0,63; 1,25 1
торцовой поверхности буртика для фрез классов точности:
2.7. Неполные витки должны быть притуплены с таким расчетом, чтобы толщина верхней части зуба по всей его длине была не менее половины толщины дельных зубьев.
Допускается выполнять ширину Ъ с полем допуска В12, высоту Сх — Н14.
2.9. Поле допуска размеров da0t du L — h 16.
2.10. Допуски и предельные отклонения проверяемых параметров фрез не должны превышать величин, указанных в табл. 5.
2.11. Размеры и технические требования на изготовление заготовок для пробного кольца приведены в приложении 2.
2.12. Отклонение толщины зубьев пробного кольца, нарезаемого лрсверяеаиой фрезой, должно соответствовать отклонению на толщину зубьев вала на протяжении не менее 1/3 высоты зуба, считая от наружного диаметра.
На остальном участке допускается отклонение только в сторону поднутрения, величина которого на каждой из боковых сторон не должна превышать 2/3 величины допуска на толщину зубьев вала.
2.13. При центрировании по внутреннему диаметру отклонение внутреннего диаметра лробнспо кольца дслжно ос ответствовать отклонению внутреннего диаметра вала с допуском е8 или e£L
2.14. При центрировании по наружному диаметру фактический размер внутреннего диаметра пробного кольца должен соответствовать внутреннему диаметру шлицевого вала с полем допуска 0,3. 0,5 мм.
2.15. Допуск радиального биения фрез по обоим буртикам при нарезании пробного кольца не должен превышать 0,03 мм.
Все о червячных фрезах

При механической обработке заготовок и изделий из разных материалов нередко используют фрезеровальное оборудование. С учетом эффективности подобных установок и аппаратов многие стремятся узнать все о червячных фрезах и их применении. Важно учитывать, что в данном случае вращение передается на рабочий инструмент, в то время как обрабатываемая поверхность остается неподвижной.
Особенности
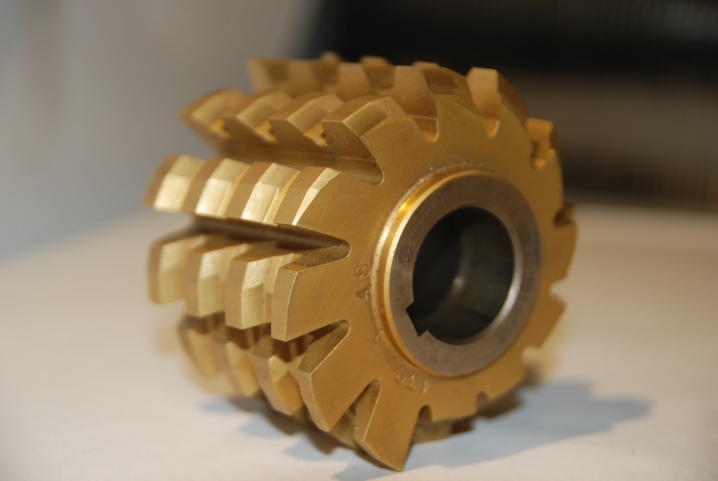
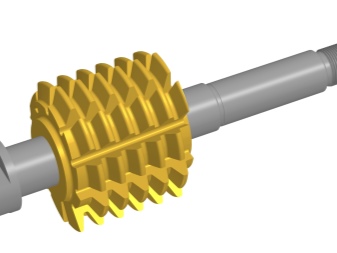
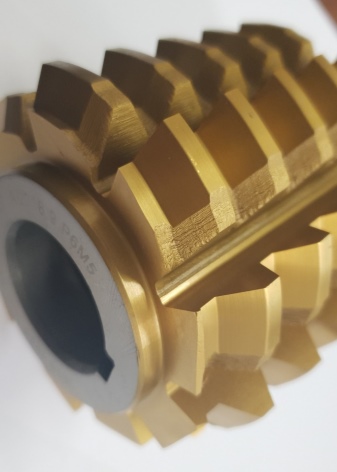
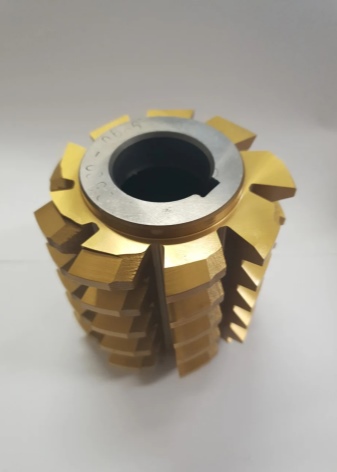
Червячная фреза представляет собой инструмент для создания шлицевых валов разного профиля, а также зубчатых цилиндрических колес и звездочек. Подобные изделия выполняются из быстрорежущих, твердосплавных марок стали.
Стоит отметить, что в данном случае все производственные этапы регламентируются актуальными ГОСТами.


Главной особенностью подобных оснасток для фрезеров является не столько форма и конструктивные нюансы, сколько область их применения. В то же время для них характерно наличие затылованных, остро заточенных зубьев.
Особенности применения фрез определяют перечень материалов для их изготовления. Ключевые стандарты и нормы, включая чертежи с указанием углов, которых должны в обязательном порядке придерживаться производители, закреплены в ГОСТ 15127-83. В противном случае червячная фреза не будет иметь необходимые эксплуатационные характеристики. Стоит отметить, что описываемый фрезерный инструмент имеет достаточно сложную конструкцию, которая напрямую зависит от его предназначения.

Так, в ситуациях с цилиндрическими, зуборезными моделями речь будет идти о следующих важных моментах.
- Основой будущего изделия является болванка цилиндрической формы, которая при этом может быть любой длины и диаметра. Параметры в данном случае определяются габаритами и конструктивными особенностями будущей фрезы.
- Непосредственно рабочий сегмент представляет собой зубья соответствующей формы, которые располагаются на определенном расстоянии друг от друга. Еще один важный элемент – это наличие технологических канавок, предназначенных для отвода снимаемой стружки.
- В подавляющем большинстве случаев на торцах присутствуют незначительные скосы, отделяющие рабочую часть от крепежного элемента самого фрезера.
- Современные фрезы совместимы практически с любыми моделями специального оборудования благодаря наличию в их центральной части отверстия. Проворачивание инструмента в процессе обработки деталей предотвращает шпонка, размеры которой зависят от потенциальной нагрузки.


Форма зубьев прописана в стандартах и определяется особенностями применения инструмента. В частности, нередко используются фрезы по металлу с малым профильным углом, за счет которых получается минимизировать риск образования микронеровностей на обрабатываемой поверхности.
Читайте также: Шлицевая часть приводного вала

В данном случае стоит акцентировать внимание на следующих нюансах.
- Применение в работе подобных фрез существенно улучшает качество выполняемых работ. За счет малого угла припуск на финишное резание распределяется более рационально.
- Выпускаются многозаходные варианты, успешно используемые при изготовлении колес, имеющих модуль в диапазоне 4-5 мм.
- Увеличение подачи, а следовательно, значительное повышение производительности обусловлены соответствующей жесткостью оправы.
- Высокое качество обработки заготовок и будущих изделий определяется отсутствием даже микроскопических неровностей на поверхности зубьев.
- Важно учитывать, что данная разновидность червячных фрез предназначена для использования на фрезерных станках, предусматривающих жесткую фиксацию рабочего элемента. При этом рекомендуется радиальная подача, позволяющая в таких ситуациях значительно повысить производительность.

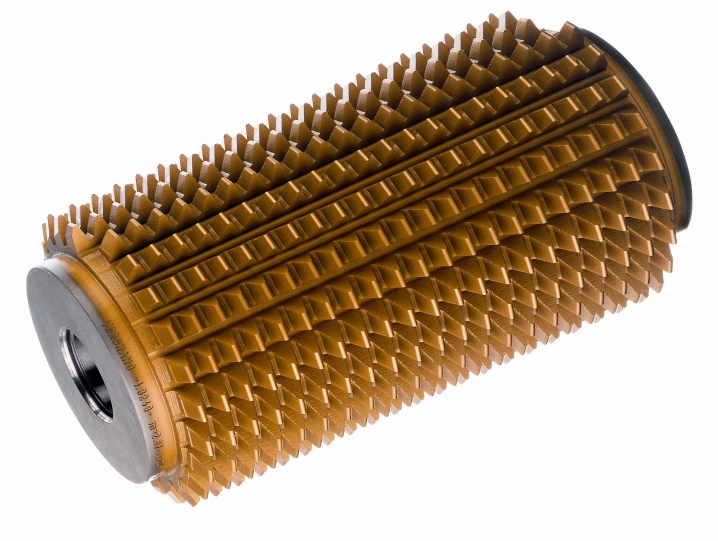
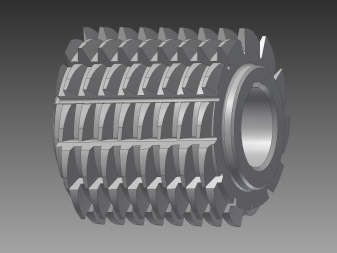
На данный момент активно растет популярность оснастки со вставными элементами в виде гребенок. На рынке специального инструмента производители предлагают модели с модулем в пределах 4-30 мм.

В контексте конструктивных особенностей этих фрез важно выделить следующие моменты.
- В производстве основной части оснастки используют легированную сталь. При этом необходимый показатель жаропрочности достигается за счет различных добавок.
- Сами гребенки выполняются из быстрорежущих марок стали, основными и определяющими характеристиками которых являются максимальная устойчивость к высоким температурам и прочность.
- Эксплуатационные показатели таких типов фрезерных насадок многократно повышаются благодаря сменным рабочим элементам. Помимо этого компании-производители максимально улучшают эффективность инструмента за счет использования специальных сплавов, имеющих те или иные характеристики.


На сегодняшний день в продаже можно найти более чем широкий ассортимент рассматриваемых приспособлений. В их перечень, к примеру, входят сборные модели фрез без затыловывания. Главные их особенности – это 10-миллиметровый модуль, а также увеличенные, по сравнению с более распространенными вариантами, углы в хвостовой части. Естественно, точность выполнения работ напрямую зависит от качества шлифования поверхности.

Где применяется?
Оценивая назначение фрез червячного типа, необходимо в первую очередь принимать во внимание их конструкцию. Как уже было отмечено, описываемый вид инструмента используют для создания шлицевых валов, в частности, с прямобочным профилем.

Также речь идет о том, что с помощью подобных насадок нарезают звездочки различной конфигурации с максимальной точностью нарезки всех элементов изделия.
Стоит отметить, что в течение достаточно длительного времени рассматриваемый тип обработки металла сопровождался одним существенным минусом. Имеется в виду необходимость постоянной заточки.

Анализируя данный недостаток, необходимо уделить внимание двум основным нюансам.
- В процессе обработки заготовок зуборезные фрезы, как правило, изнашивались неравномерно. Так, на начальном этапе резания задействовалась исключительно верхняя часть рабочей поверхности. В результате верх зубьев очень быстро терял свою форму и стачивался.
- Компенсировать неравномерный износ удавалось за счет периодической и достаточно частой заточки. Предсказуемо это приводило к тому, что фрезы очень быстро приходили в негодность.

Решением данной достаточно значительной проблемы стала кардинальная модернизация инструмента. И речь в данном случае идет об упомянутых выше сменных рабочих элементах в виде гребенок. На сегодня в их производстве разработчики успешно используют 3D-технологии, гарантирующие максимальную точность размеров и углов.

Для обработки цилиндрических колес часто используют универсальные червячные фрезы. Важно учитывать, что в таких ситуациях необходима будет специальная насадка для установки инструмента на том или ином типе фрезерного оборудования. Независимо от особенностей производимых изделий, следует учитывать качество самой оснастки. Так, при использовании бюджетных моделей требуется постоянная подача смазки, которая будет минимизировать износ рабочей поверхности.

Сейчас в соответствующем сегменте рынка современного инструмента для металлообработки представлен достаточно широкий ассортимент червячных фрез. При этом классифицируют доступные модели по нескольким параметрам. В контексте особенностей обработки можно выделить следующие разновидности.
- Черновые – фрезы, используемые для формирования поверхности и имеющие передний угол 5-7 градусов. Одной из особенностей является сравнительно малая толщина зубьев.

- Насадки для чистовой обработки, с помощью которых заготовкам предаются необходимые размеры с максимальной точностью.

- Прецизионные червячные фрезы, изготавливаемые со строгим соблюдением норм, закрепленных в действующих государственных стандартах. Этот тип характеризуется увеличенным диаметром и применяется, в частности, для нарезки зубьев в турбинных передачах.


- Питчевая модель, относящаяся к категории специального фрезерного инструмента. Именно такая оснастка применяется для создания звездочек.

Еще один важный критерий – это материал, из которого выполнена та или иная разновидность червячных фрез. В данном случае речь идет о таких ключевых характеристиках сырья.
- Устойчивость к износу и механическим повреждениям, являющаяся определяющим свойством для всех инструментов, используемых в металлообработке. При низких показателях режущие кромки фрезы будут очень быстро тупиться.
- Твердость рабочей поверхности – параметр, от которого напрямую зависят основные эксплуатационные характеристики червячной фрезы.
- Степень устойчивости материала к внутренним деформациям. Важно учитывать, что в процессе обработки заготовок усилия могут распределяться как угодно, то есть, в различном направлении. Нередко избыточный нагрев инструмента и ряд других факторов становятся причиной деформаций, приводящих к образованию трещин и прочих дефектов. Естественно, в таких ситуациях фреза становится непригодной для дальнейшей эксплуатации.
Читайте также: Что такое главный вид вала

Наряду с внедрением передовых технологий, использование современных сплавов позволило существенно расширить функциональность фрезеровального оборудования. В частности, имеется в виду многократное повышение производительности и, конечно же, качества выпускаемых изделий. В наши дни цельные фрезы, а также рабочие части модульных моделей инструмента изготавливают, как правило, из быстрорежущей, высокопрочной стали.

По числу заходов
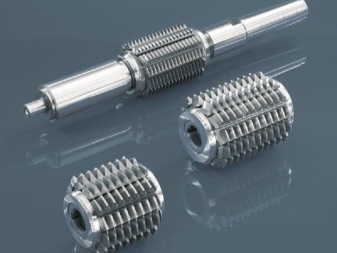
На сегодняшний день широко используется в самых разных сферах и отраслях модульная модель червячной фрезы. С учетом количества заходов она может быть однозаходная и многозаходная. Главной отличительной чертой последней является увеличенный угол витка, что объясняет большую погрешность профиля создаваемых в результате нарезки зубьев.

Двух и трехзаходные оснастки применяют, как правило, при первичном (черновом) нарезании элементов перед их чистовой обработкой, а также отделкой сформированных зубьев. Это эффективно сокращает так называемое машинное время обработки. На данный момент часто стали использовать чистовые многозаходные фрезы, имеющие увеличенный диаметр.

По направлению витков
Разобраться в классификации фрез с учетом данного критерия можно исходя из терминологии. Принимая во внимание такую конструктивную особенность, как направление витков, инструмент разделяют на левый и правый, то есть, левозаходные и правозаходные модели. Первые используют при производстве правозаходных и прямозубых колес, а вторые – для нарезки косозубых и одноименных колес.
По конструкции
Помимо всех уже перечисленных категорий, достаточно широко применяются следующие типы насадок.
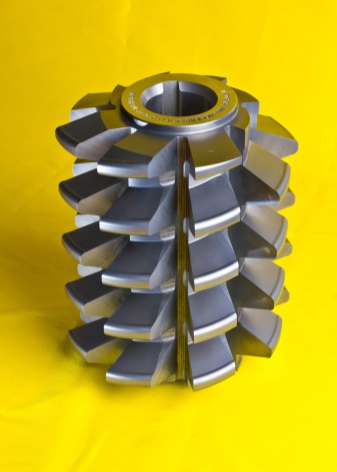
- Черновые с высокой производительностью и особой схемой резания. От стандартных моделей они отличаются разной высотой и (или) толщиной зубьев, что обеспечивает равномерное распределение нагрузки и увеличение подачи.
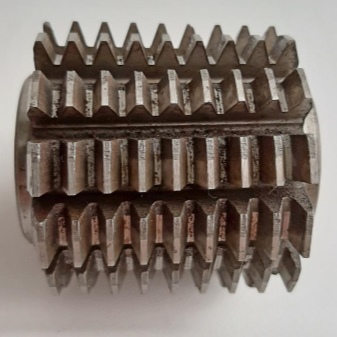
- Черновые острозаточенные. В данном случае отсутствует затылование, а зубья затачиваются по задним плоскостям.
- Модели, имеющие малый угол профиля, которые могут быть как для черновой, так и чистовой обработки заготовок и изделий.
- Фрезы, оснащенные пластинами, выполненными из твердосплавного материала.
- Изделия с малым углом профиля в верхней части зубьев.
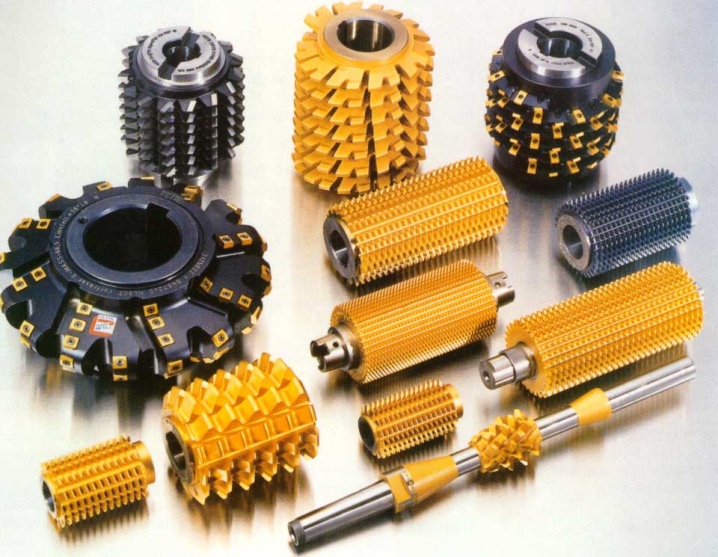
В современной машиностроительной отрасли широкое применение нашли сборные фрезы, конструктивными элементами которых являются:
- цельная основа, обеспечивающая максимальную прочность и длительность срока эксплуатации;
- рабочая часть в виде съемных или же фиксируемых при помощи сварки гребенок.
Стоит отметить, что в подавляющем большинстве случаев модульные модели, имеющие сравнительно небольшие диаметры, представляют собой цельные изделия. Подобным образом производители повышают их прочность и износостойкость.

Производители
Многие крупные предприятия и частные компании выпускают и реализуют различные типы фрез, относящихся к описываемой категории.
- Московский инструментальный завод (МИЗ) – выпуск прецизионного зуборезного, протяжного, а также резьбонарезного инструмента.

- Московский абразивный завод (МАЗ) – выпуск керамических кругов, головок из абразивных материалов и твердосплавных фрез.

- Компания «КРОНА» – разработка и выпуск оснасток любой сложности, в том числе по чертежам заказчика.

- Серпуховский инструментальный завод – качественный инструмент, включая червячные фрезы из твердосплавных материалов.
- «Ниборит НПФ» – производство и реализация оснастки для современных моделей шлифовального оборудования.


- «Красногорский абразивный завод» – качественный инструмент для металлообработки, включая фрезы.

- «Новая инструментальная технология» – модульный инструмент с механической фиксацией сменных рабочих элементов.

Естественно, это неполный перечень производителей, специализирующихся на червячных фрезах. Также стоит учесть, что список постоянно меняется и дополняется.
Советы по использованию
Даже при использовании дорогостоящих, высококачественных насадок для фрезеров в процессе обработки заготовок неизбежно затупляется их рабочая часть. Речь идет об утрате фрезой ее ключевых качеств, которые периодически требуется восстанавливать. В подобных ситуациях единственным решением проблемы будет правильная заточка. Для этого понадобится специализированное оборудование, позволяющие оперативно, с минимальными усилиями и максимальной точностью восстановить геометрию.

Точность всех выполняемых операций и, следовательно, качество изделия напрямую зависят от состояния фрезерного аппарата и правильности обслуживания самого рабочего элемента. Так, затачивание фрезы выполняется по переднему краю, а ее затылование – по противоположной части поверхности. Расчет степени обработки рабочей части и углов осуществляется с учетом степени износа.

Существуют эффективные способы модернизации инструмента и улучшения эго эксплуатационных показателей после заточки кромки. Это позволяет повысить производительность и параллельно обеспечить максимальный срок службы самих фрез. Наиболее распространенными и действенными способами усовершенствования являются такие.
- Использование сборных конструкций, элементы которых выполнены из высокопрочных марок стали.
- Модернизация рабочих поверхностей профиля.
- Изменение схемы резания, а также геометрии (включая утолщение) фрез.

Важно учитывать, что на износоустойчивость и срок эксплуатации описываемого инструмента влияет способ фрезерования. В частности, речь идет о распределении нагрузок на зубья. Естественно, одну из ключевых ролей играют свойства инструментального материала, исходя из чего производители постоянно ищут новые варианты. Максимально продлить срок службы любой червячной фрезы позволит четко соблюдать технологию при выполнении работ. Помимо всего перечисленного, рекомендуется уделять внимание особенностям материала заготовки.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала