

Фрезерные станки предназначены для обработки металлических и деревянных заготовок при помощи фрезы. Операция фрезерования подразумевает вращательное движения режущего инструмента, которое является главным, и поступательное перемещение заготовки или фрезерной головки, которое называется движением подачи.
1. Фрезерные станки применяются для выполнения следующих операций:
- обработка наружных и внутренних плоских поверхностей;
- создание фасонных поверхностей;
- прорезание канавок, наружных и внутренних шлицев, пазов;
- создание эвольвентных и других профилей зубчатых колес;
- подрезание торцов и создание профилей на торцевых поверхностях;
- отрезание.
Рассмотрим основные параметры, по которым происходит классификация фрезерных станков.
2. В зависимости от расположения и направления движения шпинделя, подразделяются на две большие группы:
Вертикально-фрезерные станки (рис. 1) имеют шпиндель, ось вращения которого расположена вертикально. Некоторые модификации этих станков дополнительно оснащаются механизмом поворота шпинделя вокруг горизонтальной оси. Это позволяет изменять угол приложения фрезы, что существенно расширят возможности станка. Также шпиндель на некоторых станках имеет возможность перемещаться вдоль оси вращения, а также осуществлять движения в горизонтальной плоскости, что также увеличивает технологические возможности станка.

Рисунок 1. Вертикально-фрезерный станок.
В горизонтально-фрезерных станках (рис. 2) ось вращения шпинделя располагается горизонтально. Это несколько ограничивает сферу применения этого станка. Но в то же время увеличивает перечень операций, которые он способен выполнять. Например, на горизонтально-фрезерном станке можно производить плоское шлифование или полирование.

Рисунок 2. Горизонтально фрезерный станок.
Комбинированные станки отличает наличие подвижной фрезерной головки, которая способна изменять свое положение, располагая шпиндель по отношению к заготовке вертикально или горизонтально в зависимости от требуемой операции.
3. В зависимости от сферы применения:
В консольных станках стол закреплен на подвижной консоли, которая может перемещаться в трех координатах. На бесконсольных версиях фрезерных станков стол установлен на станине и имеет возможность двигаться только в горизонтальном направлении по направляющим.
- с ручным управлением;
- полуавтоматические;
- автоматические (станки с ЧПУ).
Рассмотрим более детально каждый из наиболее популярных типов фрезерных станков.
- Консольный вертикально-фрезерный станок
- Горизонтально-фрезерный станок
- Прочие фрезерные станки
- Принцип работы фрезерного станка
- Предназначение
- Консольно-фрезерные станки: модели с шириной стола 160/200 и 250 мм
- Модификации с ЧПУ
- Консольно-фрезерный станок: характеристики
- Устройство и панель управления
- Скоростная коробка
- Узел управления скоростями модификации 6Р82
- Коробка подач
- Упрощенная схема
- Параметры модели 6Р82 и 6Р82Г
- Особенности
- Настройка автоматического режима
- Типы станков
- Горизонтально-фрезерный станок: назначение и разновидности
- Вертикально-фрезерные станки
- Горизонтально-фрезерные устройства
- Сверлильные агрегаты
- Универсально-фрезерные
- Настольные станки
- Фрезерные аппараты с ЧПУ
- Обрабатывающие центры с ЧПУ
- Широкоуниверсальные станки
- Горизонтально-фрезерные станки
- Классификация фрезерных станков
- Применение
- Выбор фрезы для выполнения работ
- Общие требования
- Обработка кромки — работа с шаблоном
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).

Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (рис. 4) отличает горизонтальное расположение фрезы. Как правило, фреза закрепляется неподвижно, и подача осуществляется только за счет перемещений стола.
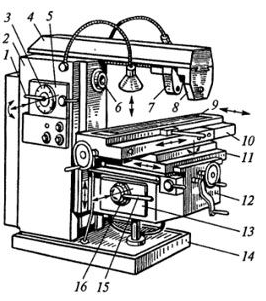
Рисунок 4. Устройство горизонтально-фрезерного станка.
Горизонтально-фрезерный станок состоит из следующих элементов.
- Рукоятка переключения скоростей. Служит для переключения режимов вращения шпинделя.
- Станина. Является несущей конструкцией станка, на которой расположены рабочие элементы.
- Лимб. Служит для точной настройки.
- Хобот. Предназначен для закрепления второго конца приводного вала фрезы.
- Коробка скоростей. Состоит из набора шестерен с кулисным механизмом переключения. Служит для изменения скорости вращения фрезы.
- Шпиндель. Предназначен для закрепления в нем приводного вала фрезы.
- Первая подвеска.
- Вторая подвеска. Предназначены обе подвески для фиксации приводного вала.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Поворотная плита. Способна осуществлять поворот вокруг горизонтальной оси.
- Салазки. Необходимы для обеспечения горизонтальной подачи детали.
- Консоль. Сложное устройство, которое выполняет функцию механизма подачи детали во всех плоскостях. Специфика работы горизонтально-фрезерного станка не позволяет в обычном случае придать подвижность фрезе. Поэтому все движения фрезы относительно заготовки осуществляются посредством консоли.
- Коробка подач. Служит для настройки автоматической продольной и поперечной подачи.
- Фундаментная плита. Основание станка. Имеет отверстия под закрепление станка на фундаменте.
- Рукоятка управления подачами. Управляет скоростью подачи.
- Лимб подачи. Предназначен для настройки подачи с увеличенной точностью.
Прочие фрезерные станки
Рассмотрим другие фрезерные станки, которые составляют меньшую группу по сравнению с двумя образцами, описанными выше.
1. Бесконсольные фрезерные станки (рис. 5). Могут быть как с вертикальным, так и с горизонтальным расположением шпинделя. Служат для более простой фрезерной обработки металлов и дерева в плане сложности самих фрезерных операций. Не имеет настроек по высоте подъема стола ввиду отсутствия консоли. Преимуществом является повышенная точность обработки.

Рисунок 5. Бесконсольный фрезерный станок.
2. Продольно-фрезерный станок (рис. 6). Предназначен для продольного фрезерования деталей большой длины или деталей, которым необходима простая прямолинейная обработка. Также эти станки могут работать со шлифовальными кругами.
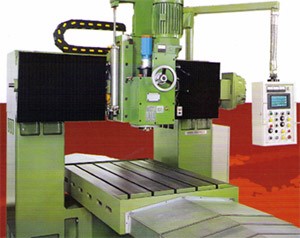
Рисунок 6. Продольно-фрезерный станок.
3. Шпоночно-фрезерный станок (рис. 7.). Предназначен для прорезания шпоночных пазов на заготовках различной формы. Работают такие станки в автоматическом режиме после задания параметров шпоночного паза.

Рисунок 7. Шпоночно-фрезерный станок.
4. Зубофрезерный станок (рис. 8). Используется для создания зубьев различных параметров. Для этих станков применяются специальные фрезы, предназначенные под создание определенных профилей зубчатых колес и червячных передач.
Принцип работы фрезерного станка
Консольно-фрезерный станок – один из самых распространенных типов оборудования. Конструкция приспособления включает салазки и рабочую консоль. Перемещение рабочей части осуществляется в трех направлениях: продольно, вертикально и поперечно. Агрегаты делятся на неповоротные модели с горизонтальным расположением, вертикально-фрезерные вариации и универсальные модификации. На основе рассматриваемого оборудования выпускаются копировальные, программно управляемые экземпляры и их комбинированные варианты.
Ниже приведена общая схема устройства данного оборудования:
2 – электрическое оснащение.
3 – коробка переключения скоростей.
4 – узел регулировки оборотов.
Предназначение
Консольно-фрезерный станок предназначен для выполнения соответствующих работ с использованием торцовых, дисковых, угловых и прочих фрез. На оборудовании доступно обрабатывать различные заготовки, подходящие по размеру. Материал, пригодный для участия в рабочем процессе, – чугун, цветные металлы, пластик, сталь и другие сплавы.
На аналогах с поворотным столом можно обрабатывать винтовые гнезда на режущих частях инструмента. Универсальные модели предназначены для осуществления разнообразных фрезерных манипуляций, включая расточные и сверлильные работы в условиях экспериментального либо единичного производства. Нередко комплексы применяются в широкомасштабном выпуске различных деталей.
Консольно-фрезерные станки: модели с шириной стола 160/200 и 250 мм
Данное оборудование предназначено для обработки деталей компактных размеров, преимущественно из цветных металлов и их сплавов, а также изделий из пластика и пластмассы. Кроме того, рассматриваемое приспособление рассчитано на чистовую обработку стали, чугуна. Весь процесс происходит в автоматическом режиме по заданному циклу.
Консольно-фрезерный станок с шириной стола 200 мм применяется для обработки небольших деталей из стали, чугуна, пластмасса и цветных металлов. Производство этого оборудования налажено на Вильнюсском комбинате по выпуску станков. Практикуется выпуск трех моделей агрегатов: горизонтальная версия 6М80Г, универсальные аналоги 6М10 и копировальные автоматы типа 6П10К.
Еще один изготовитель консольно-фрезерных станков – Дмитровский завод, который выпускает образцы серии «Р». Среди них: 6Р81Г, 6Р81Ш, 6Р11. Все агрегаты унифицированы, работают в автоматическом режиме, имеют реверс и стандартную коробку передач. Ранее комбинат выпускал упрощенные консольные модификации серии «Н» и «Г».
Модификации с ЧПУ
Консольно-фрезерные станки этого типа оснащаются электрическим мотором мощностью 5,5 кВт с оборотистостью 1450 вращений в минуту. Они широко используются в машиностроении и промышленности. Рабочее движение передается через два вида передач: 35/27 либо 21/41. Схема консольно-фрезерного станка свидетельствует о том, что номер фигурной шестерни зависит от количества зубьев. Таким образом, оборудование может функционировать на двух разных скоростях. Правильная работа инструмента зависит от постоянного модуля сцепки шестеренок, которая должна быть стабильной с парой агрегирующих между собой колес.
Читайте также: Замена приводного вала nissan
Кинематическая схема станка включает в себя структурную диаграмму при вращении шпинделя. При этом сетка количества оборотов связана с числом и номиналом включаемых передач. Дистанция между вертикальными и горизонтальными направляющими зависит от выбранного масштаба в процессе работ.
Консольно-фрезерный станок: характеристики
Пересекающиеся точки по вертикали и горизонтали идентичны количеству оборотов на любом этапе работы шпинделя. Функционирующие валы между собой агрегируют путем сцепления через зубчатые колеса (шестерни). Как правило, число этих модулей составляет 61 или 62 единицы.
В случае передачи движения с одного вала на другой элемент наблюдается несколько этапов работы (2, 3, 4 и более). Итоговый показатель рассчитывается по формуле m*n. Например, 2*4 = 8 различных скоростей.
Устройство и панель управления
В паспорте консольно-фрезерного станка указывается, что он состоит из станины, электрической части, коробки подач, консоли, блока переключения, стола и салазок. Управление и настройка агрегата осуществляется при помощи следующих элементов:
- Рукояти активации продольной и поперечной подачи.
- Регулятора ввода.
- Контроллера помпы узла охлаждения.
- Переключателя скорости и частоты оборотов шпинделя.
- Маховика перемещения, а также кнопки «Стоп» и «Пуск».
- Указательная стрелка скорости шпиндельного блока.
- Импульсной и ускоряющей клавиши.
- Ручное перемещение хобота и активации освещения.
- Зажимов для серьги и стола.
- Звездочки автоматического режима.
- Механизмов включения перемещения стола в продольной и поперечной скорости.
- Указателя подач.
- Рукоятки зажима, включения и перемещения салазок.
- Регулятора режимов (ручной и автоматический тип).
Скоростная коробка
Узел переключения скоростей широкоуниверсального консольно-фрезерного станка находится в корпусе из чугуна, агрегация с валом скорости осуществляется через упругую муфту. Шпиндель рассматриваемого блока – это вал с тремя точками опоры. Его точность определяют специальные подшипники. Еще один элемент предназначен для удержания хвостовика этого узла.
Осевой зазор регулируется при помощи шлифовки стопорных колец. Увеличенный люфт можно убрать посредством обработки полуколец и фиксирующей гайки. За смазку коробки скоростей отвечает плунжерный насос, производительность которого составляет 2 литра в минуту. Остальные детали данного механизма получают смазку методом разбрызгивания из трубки, размещенной над блоком контроля скоростей.
Узел управления скоростями модификации 6Р82
Коробка переключения скоростей этой модели дает возможность выбрать нужный режим без последовательных промежуточных этапов. Рабочая рейка перемещается при помощи предусмотренной рукояти. Валик оси движется после воздействия на него вилки и диска контроллера в осевом направлении. Затем консольно-фрезерный станок 6Р82, устройство и схему которого подробнее рассмотрим далее, функционирует при помощи конической передачи и указателя скоростей. На диске имеются отверстия, которые зацепляются попарно с шестеренкой.
Пружина регулируется посредством пробки-фиксатора, устанавливаемую в режим фиксации путем поворота с нормальным усилием. Ручка управления в режиме включения фиксируется пружиной и шариковым элементом. Кроме того, шип рукоятки входит в зацепление с пазом фланца. Стоит отметить, что зазор конической передачи не должен превышать 0,2 мм. Диск с учетом этого показателя может поворачиваться на величину до 1 миллиметра.
Коробка подач
Это узел обеспечивает получение рабочих подач и скоростных передвижений консоли, салазок и стола. При перемещении импульсы передаются на вал при помощи предохранительной муфты и втулки, которые между собой соединяются посредством шпонки и выходного вала. Дисковая часть фрикционного блока агрегирует с втулкой и валиком. При активации кулачка муфты усилие передается на гайку, шестерни и диски.
Коробка переключения подач универсального консольно-фрезерного станка размещена в станине. Принцип действия данного узла аналогичен блоку скоростей. От осевого смещения диск защищен валиком, который запирается при помощи пары шариков и втулки. Стопорение диска производится посредством идентичных деталей, связанных с валом посредством шпонки.
Упрощенная схема
Ниже приведено схематическое изображение вертикального консольно-фрезерного станка (коробка подач) и пояснения.
10 – дисковый переключатель
15, 16, 17, 18 – стопорные кольца и фиксаторы.
Параметры модели 6Р82 и 6Р82Г
Для сравнения рассмотрим две самых популярных модели станков. Начнем с характеристик модификации 6Р82:
- Длина/ширина рабочего стола – 1,25/0,32 м.
- Количество Т-образных пазов – 3.
- Габариты – 2,3/1,95/1,67 м.
- Вес – 2,9 т.
- Механизм торможения шпинделя – присутствует.
- Масса обрабатываемой заготовки по максимуму – 250 кг.
- Перемещение лимба за один оборот (продольно/вертикально) – 6/2 мм.
- Дистанция от оси до хобота – 155 мм.
- Продольное/поперечное перемещение стола – 800/240 мм.
Модификация 6Р82Г отличается только массой (2,83 т), а также предельным расстоянием от горизонтального шпинделя до рабочей поверхности (450 мм).
Особенности
Технологически модели серии «Р» более усовершенствованы в плане продольного хода рабочего стола (на 100 мм). Точная установка поверхности производится посредством модернизированного крепления лимбов. Кроме того, данное оборудование обладает оптимальной конфигурацией, отвечающей современным стандартом технической эстетики. Все основные узлы рассматриваемых станков унифицированы между собой.
Дополнительное удобство при работе и управлении версиями «М» и «Р» обеспечивается посредством автоматизированного цикла и такими опциями, как:
- Дублирование контроллера количества оборотов шпинделя и подачи стола.
- Возможность выборочной установки нужного числа вращений оси или лимба.
- Не требуется при выполнении манипуляций проходить промежуточные ступени.
- Предусмотрено автоматическое перемещение стола от рукояток, направление которых аналогично движению рабочей поверхности.
- Присутствует пуск и остановка шпинделя в ускоренном режиме при помощи специальных кнопок и воздействия постоянного тока.
- Стол может передвигаться в вертикальной, горизонтальной и продольной проекции.
Настройка автоматического режима
У консольно-фрезерных станков модификации «М» и «Р» регулировка продольного перемещения стола осуществляется в автоматическом или полуавтоматическом режиме. При единичном производстве контроль подач выполняется вручную, включая быстрое перемещение стола. Серийное изготовление предусматривает использование автоматических и полуавтоматических диапазонов. По сути, данные режимы представляют собой скачкообразный и маятниковый способ действия.
Чтобы настроить процесс соответствующим образом, в Т-образном пазу сбоку делается расстояние между кулачками по определенному показателю. Эти элементы в нужный момент воздействуют на контрольную звездочку быстрыми рабочими движениями стола на ручку переключения продольной подачи, что дает возможность гарантировать работу оборудования по заданному циклу.
Основные рабочие циклы консольно-фрезерного станка перечислены ниже:
- Скачкообразный полуавтоматический режим.
- Быстрые подачи вправо и влево назад.
- Аналогичная операция в левую сторону и обратное направление справа.
- Активная подача заготовки с последующей остановкой.
- Маятниковый автоматический цикл.
- Операции на автомате только в правую либо левую сторону.
Процесс настройки проводится в следующей последовательности:
- Станок должен быть отключен от сети питания.
- Переключатели режимов ставятся в нужное положение («Автоматическое управление»).
- Агрегат активируется нажатием кнопки «Включено».
- Кулачки устанавливаются в соответствующую позицию.
- Подача на быстрый ход и обратно производится на любом этапе и направлении движения, за исключением зоны ограничения для возможной работы элементов.
- Корректировка автоматического или ручного движения стола осуществляется в нейтральном положении путем продольного нажатия рукоятки до упора. В случае невозможности фиксации маховика на торце поворачивают регулировочный винт.
Типы станков
Вертикально-фрезерные станки предназначены для обработки вертикальных и горизонтальных плоских поверхностей. Однако при использовании специальной оснастки (делительные головки и поворотные столы) появляется возможность механической обработки поверхностей расположенных по дуге окружности и концентрических канавок.
Консольные вертикально-фрезерные станкиполучили наибольшее применение в единичном мелкосерийном и серийном производстве. Они заняли достойное место на фрезерных участках механообрабатывающих, инструментальных, ремонтных цехов и небольших мастерских.
Принцип работы вертикально-фрезерных станков
Металлорежущие оборудование данного типа состоит из станины, в корпусе которой разместилась коробка скоростей. Сверху на станине располагается шпиндельная бабка. Конструкция данного узла такова, что имеется возможность поворота бабки на определенный угол и изменять наклон оси шпинделя по отношению к рабочей поверхности стола. Основным движением резания является вращение режущего инструмента. Крутящий момент шпинделю передается от главного электродвигателя через коробку скоростей.
Читайте также: Соединительные муфты для валов что это
Обрабатываемая деталь устанавливается на столе, который может перемещаться в продольном и поперечном направлении по направляющим суппорта. Суппорт вертикально-фрезерного станкакрепится к направляющим станины и может совершать перемещения в вертикальной плоскости. Во время механической обработки детали, расположенной на рабочем столе возможно одновременное перемещение по трем направлениям. Рабочая подача передается от главного привода через коробку подач, размещенную в суппорте станка. Для надежной фиксации заготовки на рабочем столе используются различные приспособления (универсальные и специализированные). К первой группе приспособлений можно отнести станочные тиски, прихваты, призмы, подкладки УСП и др. При обработке больших партий заготовок возможно применение специализированной оснастки с пневмо- и гидроприводом. Применение данного типа приспособлений дает возможность увеличения производительности труда за счет сокращения времени на установку и закрепления детали.
Горизонтально-фрезерный станок: назначение и разновидности
Чтобы обрабатывать детали и заготовки с фасонными и плоскими поверхностями, зубчатые колеса, применяют фрезерные станки. Они обширно распространены в промышленной области и металлообрабатывающей сфере. Несмотря на многообразие видов, главные элементы устройства схожие. Во всех станках основное движение — это движение фрезы. А движение подачи производится относительно перемещения заготовки и фрезы.
Все возможности фрезерного станка расширяются при помощи этих дополнений:
- универсальной, долбежной или вертикальной головки;
- круглого разделительного стола;
- универсального делительного аппарата;
- устройство для нарезки гребенок.
Теперь остановимся подробней на определенном виде фрезерных станков.
Вертикально-фрезерные станки
Этот агрегат предназначен для обработки заготовок при помощи торцевых, фасонных и цилиндрических, концевых фрез. А также возможно выполнять работы по сверлению. Служит для обработки зубчатых колес, рамок и углов, вертикальных и горизонтальных плоскостей, которые выполнены из стали, чугуна, а также из цветных и разнообразных сплавов.
В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
Вертикально-фрезерный станок имеет два вида:
- вертикальный консольно-фрезерный;
- вертикальный без консоли.
Горизонтально-фрезерные устройства
Этот тип служит для обработки деталей небольших диаметров, и он имеет шпиндель горизонтального расположения. Такая конструкция разрешает обработку винтовых, фасонных, а также горизонтальных и вертикальных поверхностей, углов и пазов. Работы осуществляются при помощи цилиндрических и дисковых, концевых, угловых, торцевых, фасонных фрез. Обработка заготовки, для которой потребуется винтовое движение или деление, допустима при применении добавочных устройств.
Особенность, которая его отличает, возможность двигать стол перпендикулярно и параллельно шпиндельной оси. Все узлы, которые важны поставлены на станине, внутри которой располагается коробка скоростей и шпиндельный узел. На консоли располагается коробка подач, а консоль двигается по вертикальным направляющим. Хобот с серьгами служит для поддержания оправки с инструментами.
Сверлильные агрегаты
Металлообрабатывающие станки, которые относятся к группе сверлильно-фрезерных, служат для обрабатывания горизонтальных, вертикальных и наклонных поверхностей. Пазы в крупногабаритных деталях возможно сделать также с их помощью.
Этот тип станков по металлу располагает сверлильно-фрезерной головкой, которая разрешает производить работы по сверлению под наклоном и обрабатывать поверхность, расположенную под углом к горизонтальной оси. То что в реверсном режиме может действовать рабочая головка, является его отличием, универсальностью, определенной вероятностью проводить две и более востребованных операций, эти станки очень выгодны, с точки зрения экономии средств и экономии на производственной площади места. Такой аппарат иметь у себя дома не откажется ни один домашний умелец, потому как он объединил в себе несколько результативных и полезных устройств.
Универсально-фрезерные
В малосерийном производстве для изготовления деталей методом фрезерования применяют этот вид. В ремонтно-механических небольших мастерских, а также в инструментальных цехах.
Вместе с основными узлами, шпиндельный узел и коробка скоростей, находятся внутри станины. Консоль двигается по вертикальным направляющим, а по консольным направляющим двигаются салазки с поворотным механизмом, на котором размещается особый стол, который двигается в горизонтальной плоскости с разнообразными углами относительно шпиндельной оси. С помощью конструкционных особенностей выполняемые работы на таких станках делаются качественно и быстро.
Настольные станки
Настольные весьма компактны и благодаря этому они широко популярны в мастерских по ремонту оборудования, автомастерских, в школах и пту также установлены такие станки.
С помощью их производятся подобные работы:
- сверление отверстий, нарезка резьбы, вертикальная фрезеровка концевыми, торцевыми и шпоночными фрезами;
- горизонтальное фрезерование цилиндрическими, дисковыми и другими фрезами также проводится с их помощью.
Конструкционная особенность таких станков — это жесткость при верном монтаже. Если он будет установлен правильно, то все работы будут выполнены сравнительно точно. Применяется такой вид в серийном производстве разнообразных деталей. Низкое потребление электроэнергии, их компактность, маневренность и невысокая себестоимость, является преимуществом подобных станков.
Фрезерные аппараты с ЧПУ
Данные станки нашли свое применение в массовом производстве деталей с высоким качеством. Фрезерные станки с ЧПУ намного отличаются от обыкновенных фрезерных станков, потому что на них оборудование производят с использованием последних технологий. С их помощью можно добиться высокого качества изготовления деталей, при высокой скорости производительности.
В малосерийном и серийном производстве, где нужно выполнить сверление, зенкерование, растачивание отверстий в деталях из пластмасс, черных и цветных металлов применяются станки с ЧПУ. Данное оборудование снабжается приводом, который управляется контроллером, подключенным к любому компьютеру.
Среди главных превосходств отмечают:
- высокое повышение производительности со станком на ручном управлении;
- явное понижение нужды в квалифицированных рабочих;
- очевидное снижение сроков перехода на производство новых заготовок;
- более элементарное и практическое оснащение;
- высокое сокращение сроков производственного цикла.
Обрабатывающие центры с ЧПУ
В таких промышленных секторах, как автомобильный, аэрокосмический, приборостроение, а также в областях, где невозможно обойтись без массового производства высококачественных деталей, применяются обрабатывающие центры с ЧПУ. С их помощью осуществляется обширный диапазон фрезерных, растачиваемых и сверлильных работ. Такие станки снабжаются современными приводами, которыми управляют специальные контролеры, подключенные к любому IBM P. C. Стоит отметить, что система контроля, а также управления, оснащена высококлассным программным обеспечением, которое производят мировые производители. Отличительной чертой такого станка является высокая скорость резания и высокая точность.
Широкоуниверсальные станки
Широкоуниверсальные фрезерные станки служат для фрезерной обработки деталей из чугуна, стали и сплавов из других материалов. Отличаются они от горизонтально-фрезерных, наличием еще одной шпиндельной головки, установленной на выдвижном хоботе. Она может поворачиваться под всяким углом в двух взаимно перпендикулярных плоскостях. Возможна как раздельная, так и одновременная работа обоими шпинделями. Накладная фрезерная головка устанавливается на поворотной головке станка для дополнения универсальности. Это дает возможность обрабатывать заготовки сложной формы как фрезерованием, так и сверлением, зенкерованием и растачиванием.
В некоторых широкоуниверсальных станках нет консольной панели, а вместо нее по вертикальным направляющим станины, двигается каретка. Каретка имеет горизонтальные направляющие для салазок с рабочей вертикальной поверхностью. Часто с помощью их устанавливают дополнительные устройства, делительный стол или же любое делительное приспособление.
Фрезерная группа токарных станков состоит из всех, ранее перечисленных моделей. Различают их по габаритам и характеру выполняемых работ, но все они в равной степени применяются в промышленности. Каждый тип служит для выполнения особых работ, которые нельзя выполнить на станках иного типа.
Технические данные целиком зависят от производителя и марки конкретного станка, а качество выполненных работ — от профессионализма мастера который на них работает.
Горизонтально-фрезерные станки
Горизонтально-фрезерные станки различаются по конструкции, они могут быть одностоечными и двустоечными, консольными и не имеющими консоли. Станки с ЧПУ, как правило, имеют поворотный стол, определённая траектория движения которого задаётся заложенной программой.
Горизонтально-фрезерные станки – станки с горизонтальным расположением шпинделя, а также имеющие возможность перемещения стола в трех взаимно перпендикулярных направлениях.
Основанием горизонтально-фрезерного станка является станина, на которой расположены все узлы и механизмы станка:
- коробка скоростей;
- консоль, перемещаемая по вертикальным направляющим станины;
- стол для установки болванки, вставляемой в специальное устройство или закрепляемой в установленных на него тисках. особенности стола фрезерного станка состоят в том, что его движение может происходить в трёх направлениях
- продольное перемещение происходит по направляющим салазок;
- поперечное движение получается при перемещении самих салазок по направляющим консоли;
- вертикальное движение стол получает при перемещении консоли по направляющим станины.
- шпиндель – главная вращающаяся часть в механизме станка;
- размещённая в консоли коробка подач;
- хобот, служащий для закрепления подвески;
- фрезерная отправка поддерживается концом подвески.
Читайте также: Как посчитать конусность карданного вала
Универсальными станками называются горизонтально-фрезерные станки с поворотной плитой, благодаря которой рабочий стол может из горизонтальной поверхности превращаться в наклонную. Эти станки тоже могут оснащаться ЧПУ, но это не ускорит, а скорее замедлит производство ввиду того, что перепрограммирование станка будет занимать много времени.
Для обработки горизонтальной плоскости деталей используются цилиндрические фрезы. По вертикали заготовки из металла проходят обтачивание торцевыми или дисковыми фрезами. При необходимости комбинированной обработки заготовки используются несколько разнообразных фрез. Точность выполнения задачи напрямую зависит от неколебимости фрез в креплении по длине отправки. Повысить жёсткость крепления помогают подвески. Но ни одна дополнительная опора не даст достаточной устойчивости фрезы при увеличении её диаметра сверх указанных производителем станка нормативов. Наиболее точное исполнение работы будет, если станок оснастить ЧПУ.
Жёсткость горизонтально-фрезерных станков по металлу увеличивается при усовершенствовании конструкции станины, установкой дополнительного кронштейна, усилением стола. Работы, выполняемые на токарном станке по металлу, могут производиться и на горизонтально-фрезерном оборудовании с применением особых фрезерных головок. Установка ЧПУ на станок всегда сопровождается усилением конструкции.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление.
- Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
Любое оборудование по металлу может быть оснащёно ЧПУ. Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.
Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Общие требования
Работа ручным фрезером по дереву будет более легкой и приятной, изделия получатся нормального качества, если выполнить некоторые условия:
- Фреза должна быть острой. Оценить этот параметр «на глаз» сложно, потому надо ориентироваться на рабочие моменты: если мотор сильно греется и/или обработанная поверхность не гладкая (говорят «грязная»), то фреза тупая. Ее необходимо заменить.
- Обрабатываемая заготовка должна быть прочно и надежно закреплена. Ничего хорошего на прыгающей и дергающейся заготовке вы не получите.
- Заготовки должны быть прочно закреплены. Лучше всего использовать струбцины
- Небольшая глубина съема за один проход. Чем больше древесины вы снимаете за один проход, тем больше нагрузка на фрезу. Это ведет к снижению скорости вращения, что ее больше увеличивает нагрузку. Далее — по кругу. Потому, если необходима большая глубина обработки, лучше ее разбить на несколько проходов.
- При замене фрезы необходимо агрегат обесточить. Причем не переключателем, а вынуть шнур из розетки. Это исключит возможность непроизвольного включения.
Не такие сложные требования, но их выполнение — залог хорошей работы и безопасности. Ну и основное требование — фрезер надо вести ровно, без рывков, толчков. Если ощущается сильное биение — изменяйте частоту вращения. Чаще всего ее надо уменьшить, а вообще стоит ориентироваться на рекомендации производителя (есть на упаковке).
Обработка кромки — работа с шаблоном
Обработку кромки обычной доски проще и быстрее проводить на рейсмусе, но если его нет, ручной фрезер тоже справится, вот только займет это больше времени. Есть два способа: без шаблона и с шаблоном. Если это первый опыт работы с фрезером — лучше использовать шаблон. При обработке кромок досок нужны прямые кромочные фрезы, причем, скорее всего, понадобятся две — с подшипником в начале и в конце режущей части (на фото).
Для обработки кромки — сделать ровную поверхность
В качестве шаблона можно использовать уже обработанную доску или, например, строительное правило. Длина шаблона должна быть немного больше длины заготовки — на 5-6 радиусов фрезы с каждой стороны. Это даст возможность избежать «нырка» фрезы в материал в начале и в конце. Один важный момент: горизонтальная плоскость (перпендикулярная обрабатываемой) должна быть ровной. В всяком случае ее кривизна не должна быть больше, чем зазор между подшипником и режущей частью, иначе фреза будет задевать шаблон, а это очень нехорошо — он становится неидеальным и нанесенные неровности отобразятся на других копиях.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала