
Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем. Технические условия
Купить ГОСТ 6637-80 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
- Способы доставки
- Оглавление
- Этот ГОСТ находится в:
- Организации:
- Finisning invobete spline hobs. Technical conditions
- окп зэ i8i6
- Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем. Технические условия
- 1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
- 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
- 8.2. Инструмент для нарезания шлицевых валов. Фрезы червячные чистовые для шлицевых валов с прямобочным профилем.
- ГОСТ 6637-80 Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем. Технические условия
- 1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
- 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
- ГОСТ 6637-80 Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем. Технические условия
- Текст ГОСТ 6637-80 Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем. Технические условия
- ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
- ГОСТ 6637—80
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Настоящий стандарт распространяется на червячные цельные чистовые фрезы для обработки зубчатых (шлицевых) валов с эвольвентным профилем по ГОСТ 6033-80 и ГОСТ 6033-51
Ограничение срока действия снято: Постановление Госстандарта № 1735 от 13.11.91
Оглавление
1. Типы и основные размеры
5. Транспортирование и хранение
Приложение 1. Расчетные размеры фрез
Приложение 2. Размеры профиля зубьев фрез в нормальном сечении
Приложение 3. Рекомендуемое назначение фрез
Этот ГОСТ находится в:
Организации:
Finisning invobete spline hobs. Technical conditions
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
ИЗДАТЕЛЬСТВО СТАНДАРТОВ М о t к ■ а
УДК 621.914.6:006.354 Группа Г21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
Finishing involute spline hobs. Specifications
окп зэ i8i6
Настоящий стандарт распространяется на червячные цельные чистовые фрезы для обработки зубчатых (шлицевых) валов с эвольвентным профилем по ГОСТ 6033-80 и ГОСТ 6033-51.
Требования стандарта в части разд. 1, 2, 4, 5 и п. 3.2 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. № 2).
1. ТИПЫ и ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы должны изготовлять типов:
1 — для обработки валов с плоской впадиной;
2 — для обработки валов с закругленной впадиной.
1.2. Фрезы должны изготовлять правозаходными с левым направлением винтовых канавок классов точности А, В и С.
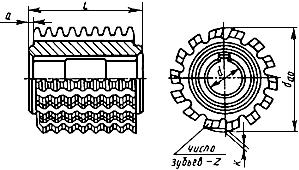
1.3. Основные размеры цельных фрез должны соответствовать указанным на чертеже и в табл. 1.
Пример условного обозначения фрезы с модулем /Ппо=5,0 мм, класса точности А, типа 1:
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1980 (6) Издательство стандартов, 1994 Переиздание с изменениями
1. Фрезы по 1-му ряду модулей являются предпочтительными для применения.
2. Размер, взятый в скобки, применять не рекомендуется.
3 Для фрез, изгоювляемых в централизованном порядке, — передний угол в нормальном сечении 0 °
Допускается изготовлять шпоночный паз фрез с полем допуска по ширине Ь — В12, по высоте С\ — Н14.
(Измененная редакция, Изм. № 1).
1.5. Расчетные размеры фрез указаны в приложении 1.
1.6. Размеры профиля зубьев фрез указаны в приложении 2.
1.7. Назначение фрез указано в приложении 3.
(Введен дополнительно, Изм. № 1).
2.1. Фрезы должны изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Фрезы должны изготовлять из быстрорежущей стали по ГОСТ 19265. Допускается изготовление фрез из других марок быстрорежущей стали, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
2.3. Твердость фрез из быстрорежущей стали — 63. 66 HRC,. Твердость фрез из быстрорежущей стали с содержанием ванадия 3 % и более, кобальта 5 % и более — 64 . 66 HRC3.
2.2, 2.3. (Измененная редакция, Изм. № 1).
2.4. На поверхности фрезы не должно быть трещин, волосовин, раковин, следов коррозии. Внешний вид фрезы, изготовляемой на экспорт, должен соответствовать контрольному образцу, согласованному с внешнеторговой организацией.
2.5. На рабочих поверхностях зубьев, на посадочной поверхности отверстия и торцовых поверхностях не должно быть забоин, заусенцев, следов дробления, поджогов.
Читайте также: Чистка тефлонового вала kyocera
2.5а. Шлифованная часть фрез, обеспечивающая требуемую точность профиля, должна быть не менее 1/2 длины зуба по наружному диаметру для фрез модулей до 4 мм и 1/3 длины зуба— для фрез модулей свыше 4 мм.
Критерием затупления фрез считается износ по задней поверхности зубьев фрез. Износ не должен превышать значений, установленных в табл. 2а.
Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем. Технические условия
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ДЛЯ ШЛИЦЕВЫХ
ВАЛОВ С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
Finishing involute spline hobs.Specifications
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.05.80 N 2105
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Вводная часть, приложение 3
6. Постановлением Госстандарта СССР N 1735 от 13.11.91 снято ограничение срока действия
7. ПЕРЕИЗДАНИЕ (май 1996 г.) с Изменениями N 1, 2, утвержденными в марте 1987 г., ноябре 1991 г. (ИУС 6-87, 2-92)
Требования стандарта в части разд.1, 2, 4, 5 и п.3.2 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. N 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы следует изготовлять типов:
1 — для обработки валов с плоской впадиной;
2 — для обработки валов с закругленной впадиной.
1.2. Фрезы следует изготовлять правозаходными с левым направлением винтовых канавок классов точности А, В и С.
1.3. Основные размеры цельных фрез должны соответствовать указанным на чертеже и в табл.1.

1. Фрезы по 1-му ряду модулей являются предпочтительными для применения.
2. Размер, взятый в скобки, применять не рекомендуется.
3. Для фрез, изготовляемых в централизованном порядке, — передний угол в нормальном сечении 0°.
Пример условного обозначения фрезы с модулем =5,0 мм, класса точности А, типа 1:
Фреза 2520-0685 5,0 А ГОСТ 6637-80
Допускается изготовлять шпоночный паз фрез с полем допуска по ширине — В12, по высоте — Н14.
(Измененная редакция, Изм. N 1).
1.5. Расчетные размеры фрез указаны в приложении 1.
1.6. Размеры профиля зубьев фрез указаны в приложении 2.
1.7. Назначение фрез указано в приложении 3.
(Введен дополнительно, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Фрезы следует изготовлять из быстрорежущей стали по ГОСТ 19265. Допускается изготовление фрез из других марок быстрорежущей стали, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
2.3. Твердость фрез из быстрорежущей стали — 63. 66 HRC . Твердость фрез из быстрорежущей стали с содержанием ванадия 3% и более, кобальта 5% и более — 64. 66 HRC .
2.2, 2.3. (Измененная редакция, Изм. N 1).
2.4. На поверхности фрезы не должно быть трещин, волосовин, раковин, следов коррозии. Внешний вид фрезы, изготовляемой на экспорт, должен соответствовать контрольному образцу, согласованному с внешнеторговой организацией.
2.5. На рабочих поверхностях зубьев, на посадочной поверхности отверстия и торцовых поверхностях не должно быть забоин, заусенцев, следов дробления, поджогов.
2.5а. Шлифованная часть фрез, обеспечивающая требуемую точность профиля, должна быть не менее 1/2 длины зуба по наружному диаметру для фрез модулей до 4 мм и 1/3 длины зуба — для фрез модулей св. 4 мм.
Критерием затупления фрез считают износ по задней поверхности зубьев фрез. Износ не должен превышать значений, установленных в табл.2а.
8.2. Инструмент для нарезания шлицевых валов. Фрезы червячные чистовые для шлицевых валов с прямобочным профилем.
Для нарезания зубьев на шлицевых валах (рис. 8.1) применяют червячные и дисковые фрезы, а также специальные головки для нарезания зубьев по всему контуру вала, зубья червячных фрез для прямобочных шлицевых валов имеют специальный криволинейный профиль, причем для каждого диаметра вала и числа его зубьев требуется своя фреза. Червячные фрезы изготовляют без усиков и с усиками. Фрезы без усиков используют при нарезании шлицевых валов, центрируемых по наружному диаметру D (рис. 8.2, а). Фрезы с усиками используют при нарезании валов с канавками в местах перехода от внутреннего диаметра к боковой стороне зуба, что необходимо для обеспечения центрирования по внутреннему диаметру d (рис. 8.2, б) или по боковым сторонам зуба b (рис. 8.2, в).
Читайте также: Как одеть ремень компрессора кондиционера форд фокус 2

Рис. 8.1. Нарезание шлицевого вала червячной фрезой

Рис. 8.2. Центрирование прямобочных шлицевых соединений
Червячные фрезы для нарезания эвольвентных зубьев шлицевых валов аналогичны червячным модульным зуборезным фрезам, т. е. они имеют прямой профиль боковой стороны зуба.
Центрирование эвольвентных шлицевых соединений согласно ГОСТ 6033-80 производится по боковым поверхностям зубьев (рис. 8.3, а) или по наружному диаметру (рис. 8.3, б). Допускается применять центрирование по внутреннему диаметру.

Рис. 8.3. Центрирование эвольвентных шлицевых соединений
Основные размеры червячных чистовых фрез для шлицевых валов с прямобочным профилем (ГОСТ 8027-60) приведены в табл. 8.2.
8.2. Фрезы червячные чистовые для шлицевых валов с прямобочным профилем
ГОСТ 6637-80
Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем. Технические условия
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ДЛЯ ШЛИЦЕВЫХ
ВАЛОВ С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
Finishing involute spline hobs.Specifications
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.05.80 N 2105
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Вводная часть, приложение 3
6. Постановлением Госстандарта СССР N 1735 от 13.11.91 снято ограничение срока действия
7. ПЕРЕИЗДАНИЕ (май 1996 г.) с Изменениями N 1, 2, утвержденными в марте 1987 г., ноябре 1991 г. (ИУС 6-87, 2-92)
Требования стандарта в части разд.1, 2, 4, 5 и п.3.2 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. N 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы следует изготовлять типов:
1 — для обработки валов с плоской впадиной;
2 — для обработки валов с закругленной впадиной.
1.2. Фрезы следует изготовлять правозаходными с левым направлением винтовых канавок классов точности А, В и С.
1.3. Основные размеры цельных фрез должны соответствовать указанным на чертеже и в табл.1.
1. Фрезы по 1-му ряду модулей являются предпочтительными для применения.
2. Размер, взятый в скобки, применять не рекомендуется.
3. Для фрез, изготовляемых в централизованном порядке, — передний угол в нормальном сечении 0°.
Фреза 2520-0685 5,0 А ГОСТ 6637-80
(Измененная редакция, Изм. N 1).
1.5. Расчетные размеры фрез указаны в приложении 1.
1.6. Размеры профиля зубьев фрез указаны в приложении 2.
1.7. Назначение фрез указано в приложении 3.
(Введен дополнительно, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Фрезы следует изготовлять из быстрорежущей стали по ГОСТ 19265. Допускается изготовление фрез из других марок быстрорежущей стали, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
2.3. Твердость фрез из быстрорежущей стали — 63. 66 HRC . Твердость фрез из быстрорежущей стали с содержанием ванадия 3% и более, кобальта 5% и более — 64. 66 HRC .
2.2, 2.3. (Измененная редакция, Изм. N 1).
2.4. На поверхности фрезы не должно быть трещин, волосовин, раковин, следов коррозии. Внешний вид фрезы, изготовляемой на экспорт, должен соответствовать контрольному образцу, согласованному с внешнеторговой организацией.
Читайте также: Замена подшипника в компрессоре кондиционера сценик рено
2.5. На рабочих поверхностях зубьев, на посадочной поверхности отверстия и торцовых поверхностях не должно быть забоин, заусенцев, следов дробления, поджогов.
2.5а. Шлифованная часть фрез, обеспечивающая требуемую точность профиля, должна быть не менее 1/2 длины зуба по наружному диаметру для фрез модулей до 4 мм и 1/3 длины зуба — для фрез модулей св. 4 мм.
Критерием затупления фрез считают износ по задней поверхности зубьев фрез. Износ не должен превышать значений, установленных в табл.2а.
ГОСТ 6637-80 Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем. Технические условия
Текст ГОСТ 6637-80 Фрезы червячные чистовые для шлицевых валов с эвольвентным профилем. Технические условия

ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
ГОСТ 6637—80
ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
УДК 621.914.6:006.354 Группа Г2Х
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ДЛЯ ШЛИЦЕВЫХ ВАЛОВ С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
Finishing involute spline hobs. Specifications
Настоящий стандарт распространяется на червячные дельные чистовые фрезы для обработки зубчатых (шлицевых) валов с эвольвентным профилем по ГОСТ 6033—80 и ГОСТ 6033—51.
Требования стандарта в части разд. 1, 2, 4, 5 и п. 3.2 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. № 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы должны изготовлять типов:
1 —- для обработки валов с плоской впадиной;
2 — для обработки валов с закругленной впадиной.
1.2. Фрезы должны изготовлять правозаходными с левым направлением винтовых канавок классов точности А, В и С.
1.3. Основные размеры дельных фрез должны соответствовать указанным на чертеже и в табл. 1.
П ример условного обозначения фрезы с модулем /Ппо=5,0 мм, класса точности А, типа 1:
Фреза 2520-0685 5,0 А ГОСТ 6637—80
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1980 © Издательство стандартов, 1994 Переиздание с изменениями

Фреза типа 1 1 Фреза типа 2
1. Фрезы по 1-му ряду модулей являются предпочтительными для применения.
2. Размер, взятый в скобки, применять не рекомендуется.
3 Для фрез, изготовляемых в централизованном порядке, — передний угол в нормальном сечении 0 °
1.4. Ш поночный паз — по ГОСТ 9472.
Допускается изготовлять шпоночный паз фрез с полем допуска по ширине Ъ — В12, по высоте Ci — Н14.
(Измененная редакция, Изм. № 1).
1.5. Расчетные размеры фрез указаны в приложении 1.
1.6. Размеры профиля зубьев фрез указаны в приложении 2.
1.7. Назначение фрез указано в приложении 3.
(Введен дополнительно, Изм. № 1).
2.1. Фрезы должны изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Фрезы должны изготовлять из быстрорежущей стали по ГОСТ 19265. Допускается изготовление фрез из других марок быстрорежущей стали, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
2.3. Твердость фрез из быстрорежущей стали — 63. 66 HRC3. Твердость фрез из быстрорежущей стали с содержанием ванадия 3 % и более, кобальта 5 % и более — 64. 66 HRC3.
2.2, 2.3. (Измененная редакция, Изм. № 1).
2.4. На поверхности фрезы не должно быть трещин, волосовин, раковин, следов коррозии. Внешний вид фрезы, изготовляемой на экспорт, должен соответствовать контрольному образцу, согласованному с внешнеторговой организацией.
2.5. На рабочих поверхностях зубьев, на посадочной поверхности отверстия и торцовых поверхностях не должно быть забоин, заусенцев, следов дробления, поджогов.
2.5а. Шлифованная часть фрез, обеспечивающая требуемую точность профиля, должна быть не менее 1/2 длины зуба по наружному диаметру для фрез модулей до 4 мм и 1/3 длины зуба— для фрез модулей свыше 4 мм.
Критерием затупления фрез считается износ по задней поверхности зубьев фрез. Износ не должен превышать значений, установленных в табл. 2а.
- Свежие записи
- Чем отличается двухтактный мотор от четырехтактного
- Сколько масла заливать в редуктор мотоблока
- Какие моторы бывают у стиральных машин
- Какие валы отсутствуют в двухвальной кпп
- Как снять стопорную шайбу с вала