

- Fusion 360 моделирование паза в стенке цилиндра интересного механизма.
- Подпишитесь на автора
- Подпишитесь на автора
- Fusion 360 сужение цилиндра
- Fusion360 для чайников.
- Подпишитесь на автора
- Подпишитесь на автора
- Fusion 360
- Проблема
- Причины:
- Решение
- РАСЧЕТЫ И ПОКОЛЕНИЯ ИНСТРУМЕНТОВ
- ОСНОВНЫЕ ПАРАМЕТРЫ ИНСТРУМЕНТОВ ДЛЯ ПОКОЛЕНИЯ ИНСТРУМЕНТОВ
Fusion 360 моделирование паза в стенке цилиндра интересного механизма.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
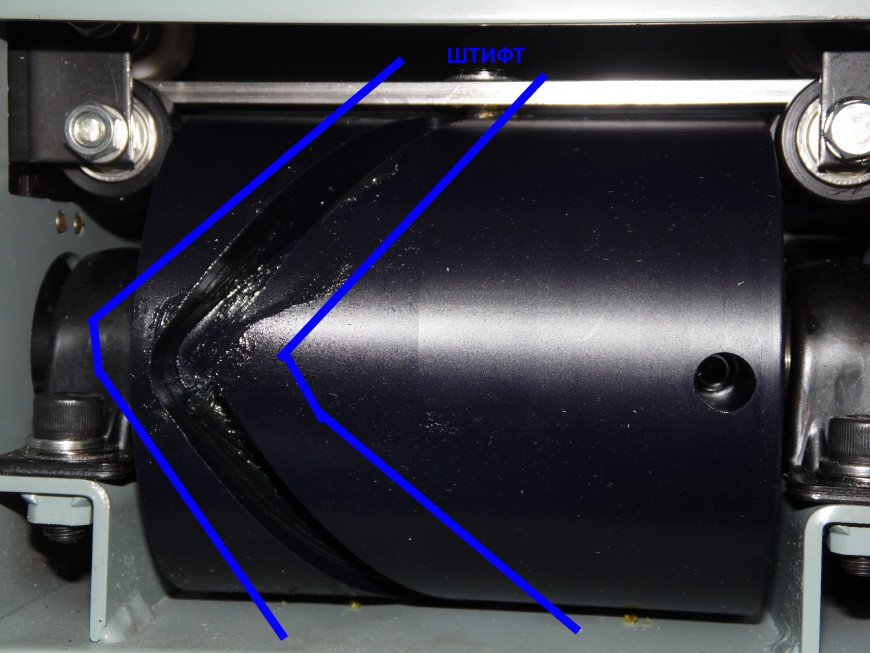
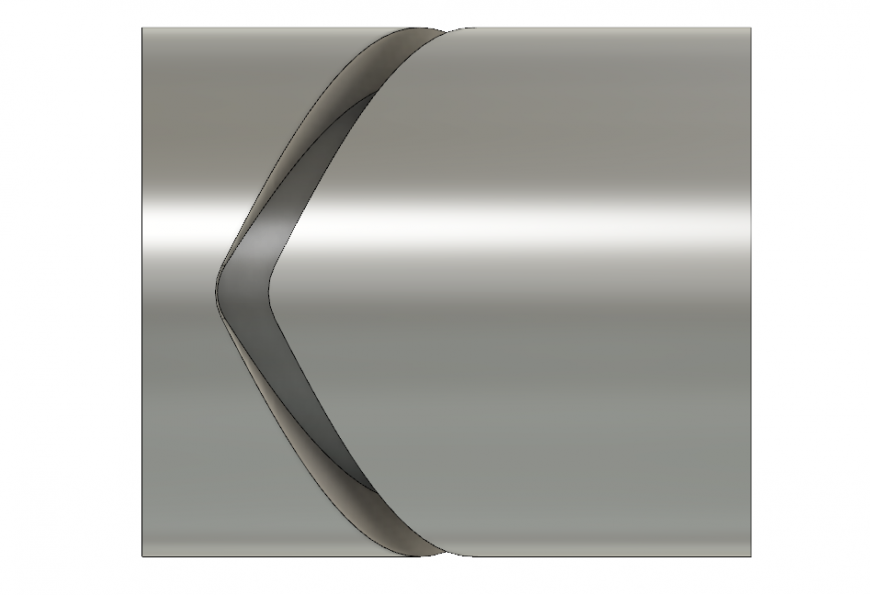
Доброго времени суток. Вращаясь, этот чёрный цилиндр, заставляет Штифт скользить по пазу, двигая шток влево-вправо по фото. Наверное можно много где использовать, данный из намоточного станка что бы укладывать нить или пруток равномерно по всей плоскости катушки. В станке используется 1 двигатель вращающий катушку и он же вращает этот цилиндр, нет сервомашинок или чего то другого.
Что бы смоделить паз, прорезь, пропил, канавку и т.п. в цилиндре (явно фрезерованном), как на фото:

2. Моделим цилиндр нужных размеров, в моём случаем 120мм высота, d=100.
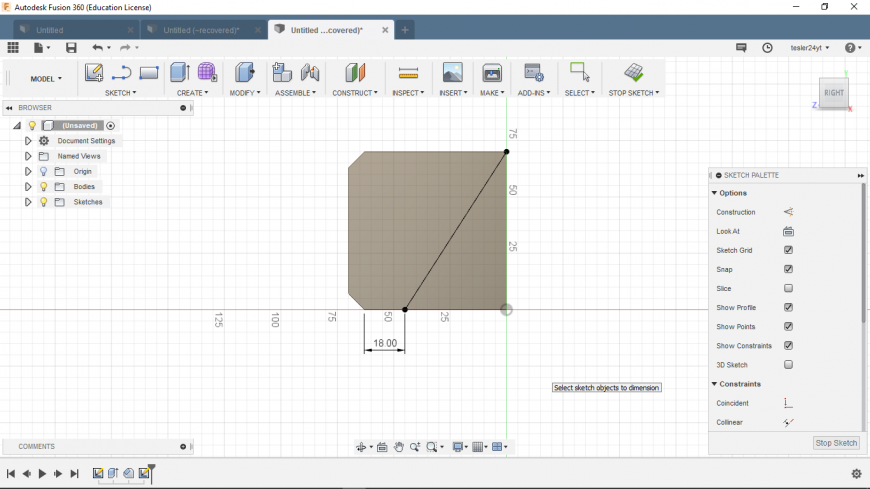
3. Создаём скетч сбоку и второй сверху цилиндра, на них разместить произвольные, конструкционные линии (Line с типом Construct, на пересечении продольной и поперечной линий точка — Point), они будут апогеем и перигеем паза, его альфой и омегой:
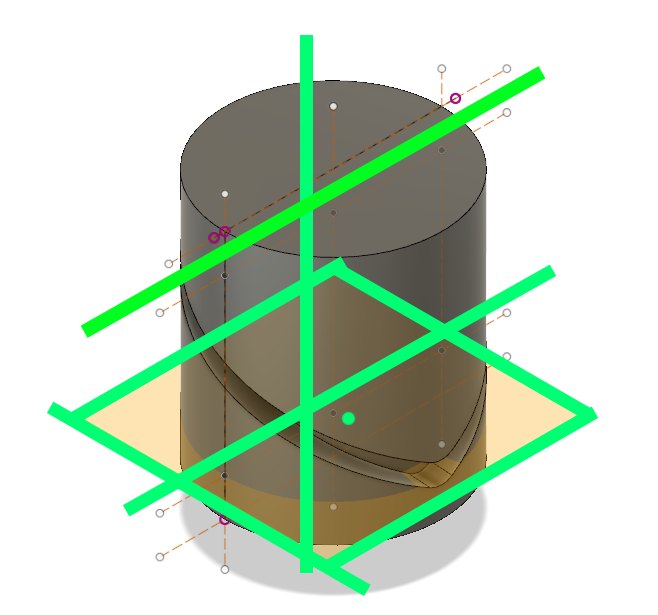
Зелёным отмечены самые нужные линии, верхней и нижней точек паза, конструкционная плоскость, и точка в центре по оси цилиндра, немного выше основания.
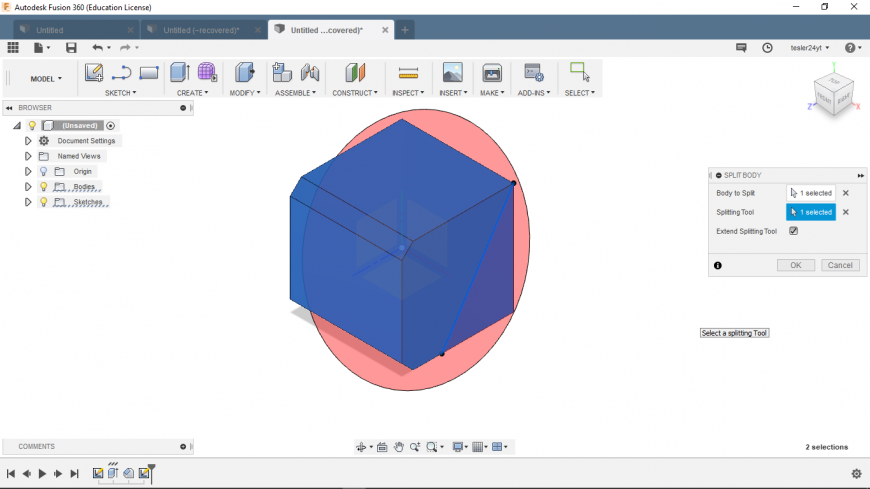
4. Пилим пополам цилиндр, инструмент Split body (выбрать тело которое пилим и выбрать как пилим, т.е. плоскость) по высоте:
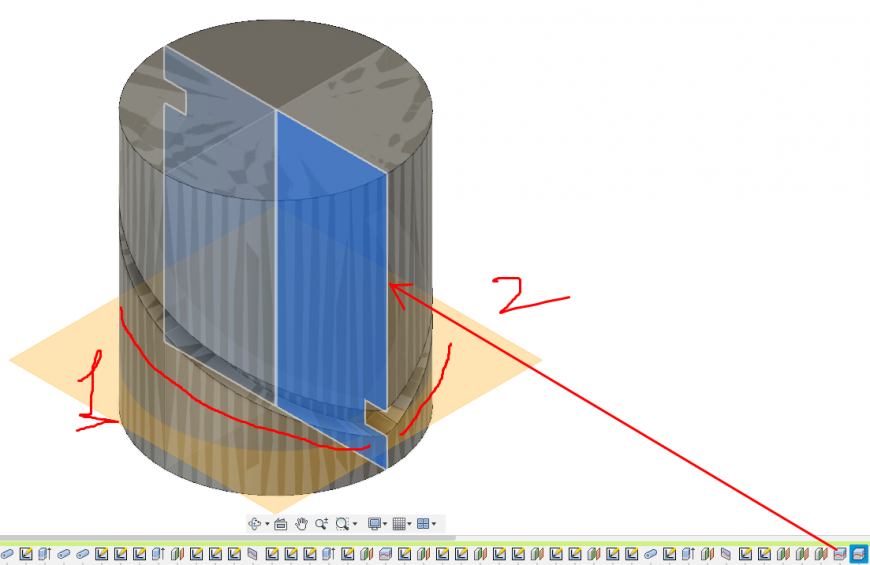
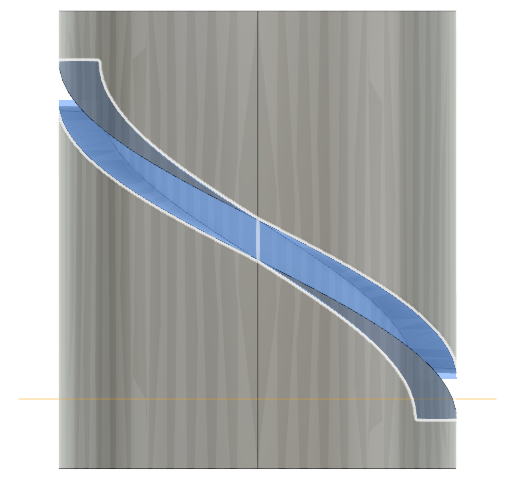
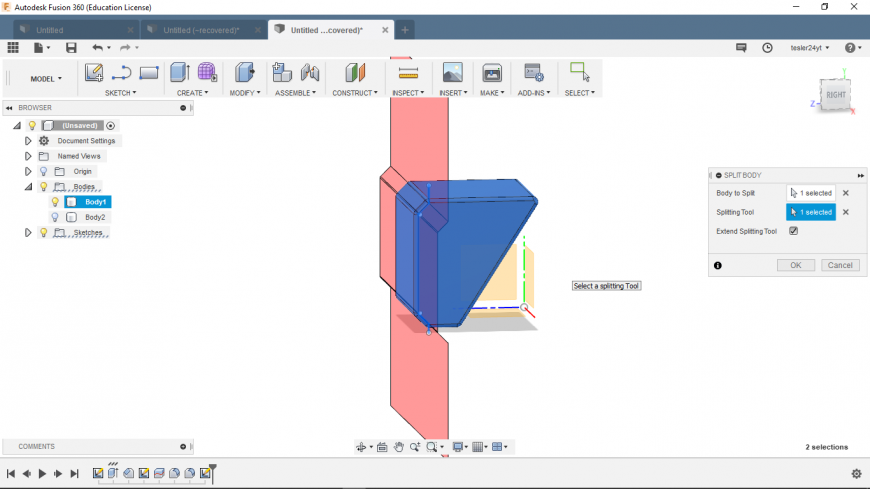
6. Скрываем половинку с пазом, делаем видимой вторую половинку, зайдя с другой стороны повторяем операцию.
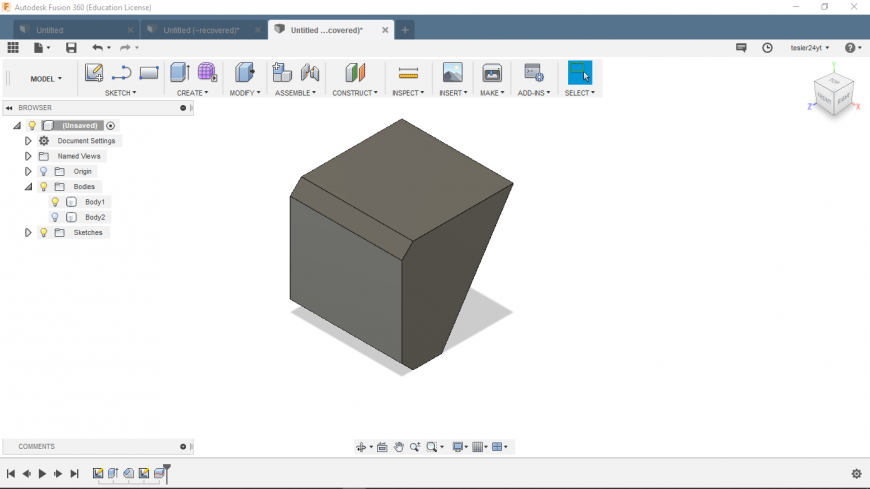
7. Можно объединить тела-половинки modifi — combine и скруглить углы modifi — fillet. Готово ?
Сравниваем с оригинальной деталью, у этой уменьшено расстояние между верхней мёртвой точкой и нижней мёртвой точкой, не дабы увеличить количество возвратно-поступательных движений, а уменьшить рабочий ход штока.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Fusion 360 сужение цилиндра

У меня есть цилиндр. Боковую часть цилиндра мне нужно сделать рифленой (шероховатой). Вопрос: как это сделать?
P.S. У меня стоит Fusion 360 Student

1. Все же Рифленую или Шероховатую?
2. Итоговая геометрия должна модифицироваться? или просто на рендере должно выглядеть так?
1. Рифленая поверхность. Просто когда я говорил про шероховатость, я имел в виду, что поверхность не будет гладкой.
2. Модифицироваться не будет. Цилиндр будет просто распечатан на 3D принтере.
Рифленую поверхность хочу сделать в форме сетки, каждая ячейка которой будет вдавлена в поверхность цилиндра (типа такого что на фото).
Для того чтобы на печати оно выглядело так, Вам все же недостаточно будет наложить декаль или что-то в этом роде. А нужно будет модифицировать геометрию.
Для того чтобы получить такую геометрию Вам нужно сделать два выреза (навстречу друг другу). а потом их размножить массивом. Вырезы можно делать по траектории, а можно как в классическом уроке про лампу.
Траекторию можно нарисовать прямой линией и спроецировать на цилиндр, или создать спиралью с большим шагом по высоте.
Fusion360 для чайников.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Доброго времени суток. Решил рассказать про замечательную программу Fusion360. Так как у этой программы весьма дружественный интерфейс с ползунками и крутилками, то освоить её не составит труда даже школьнику. Так как это больше обучающий пост, то в нём я постараюсь рассказать про основные инструменты этой программы.
Читайте также: Порядок работы цилиндров ленд ровер фрилендер
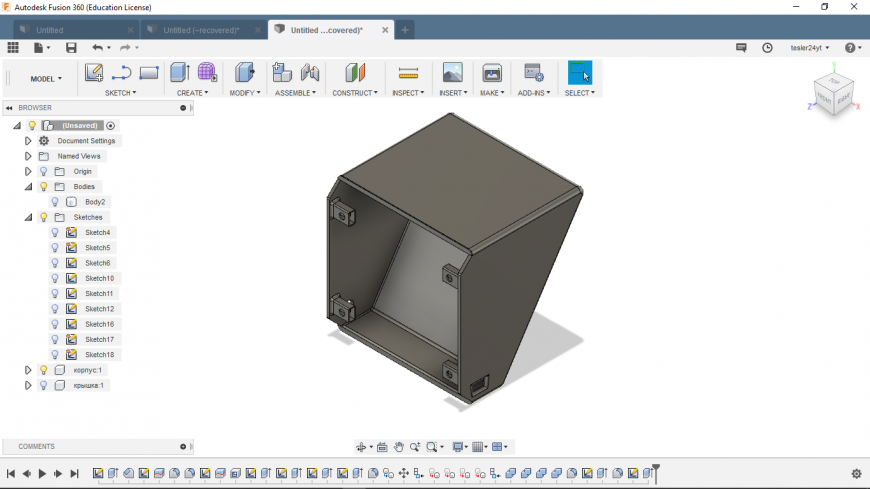
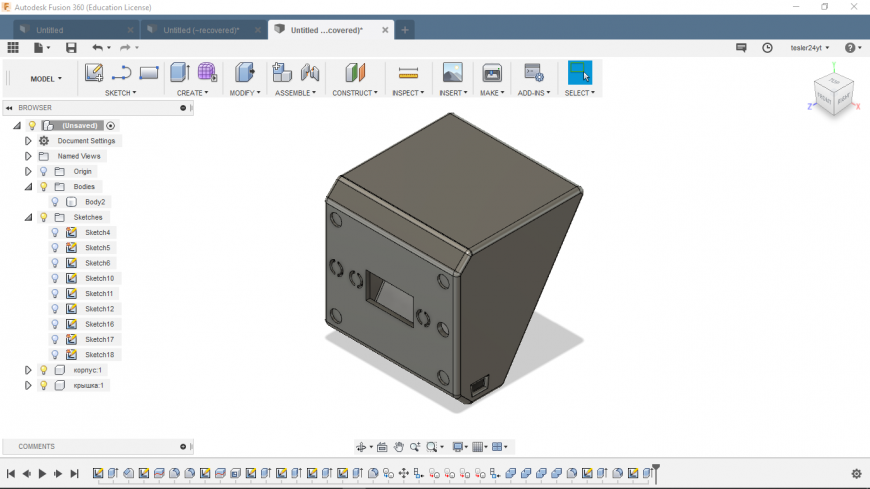
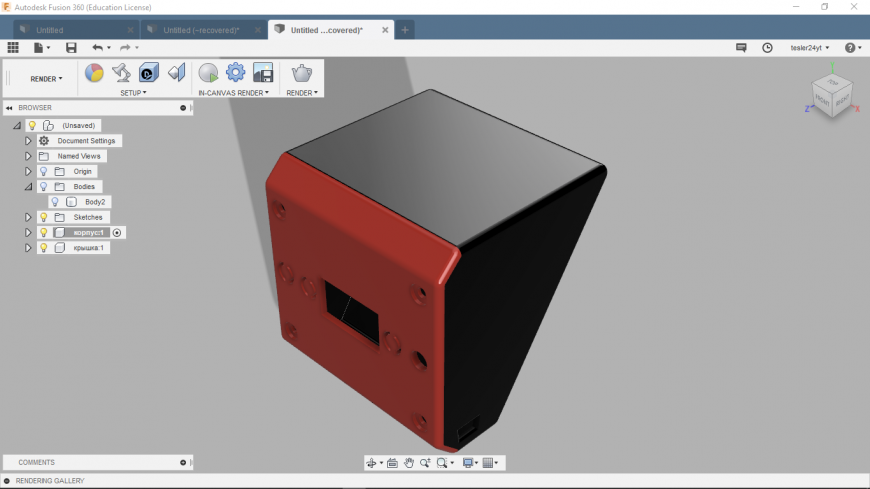
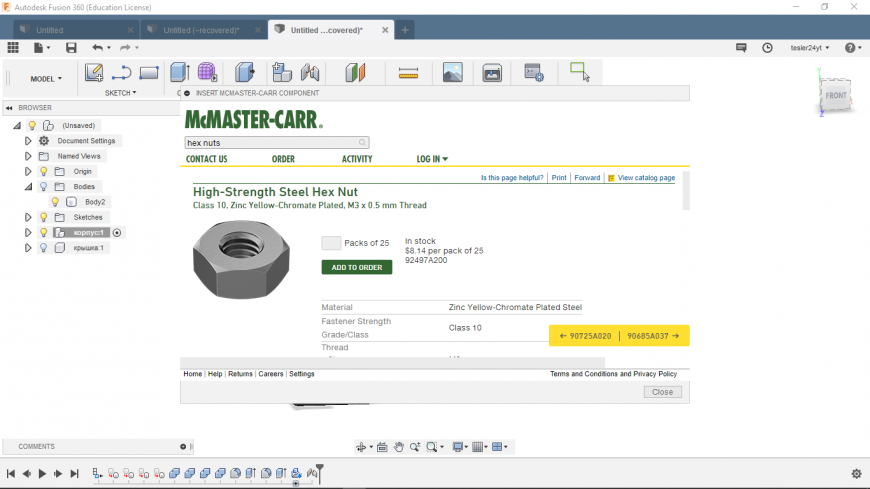
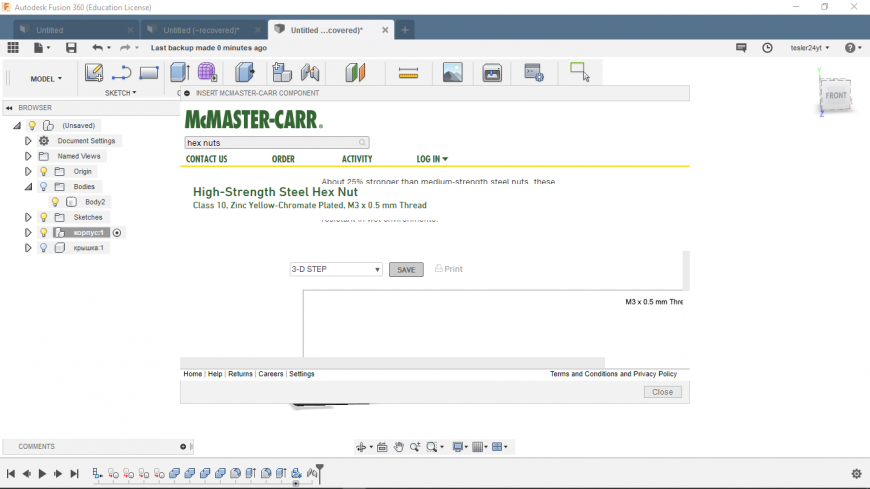
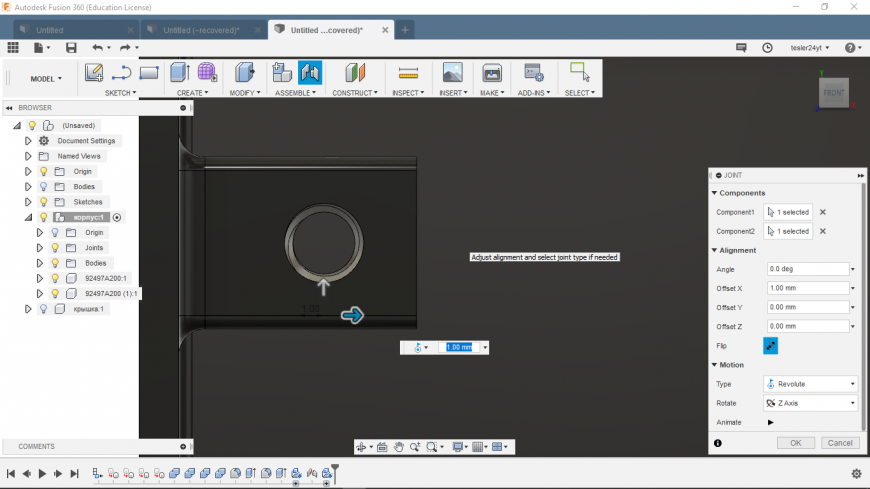
Я буду моделировать корпус для моего проекта с умным столом. Модель для печати будет состоять из корпуса и передней панели, ну а помимо этого мы вставим в эту модель пару винтов, гаек и наложим материал.
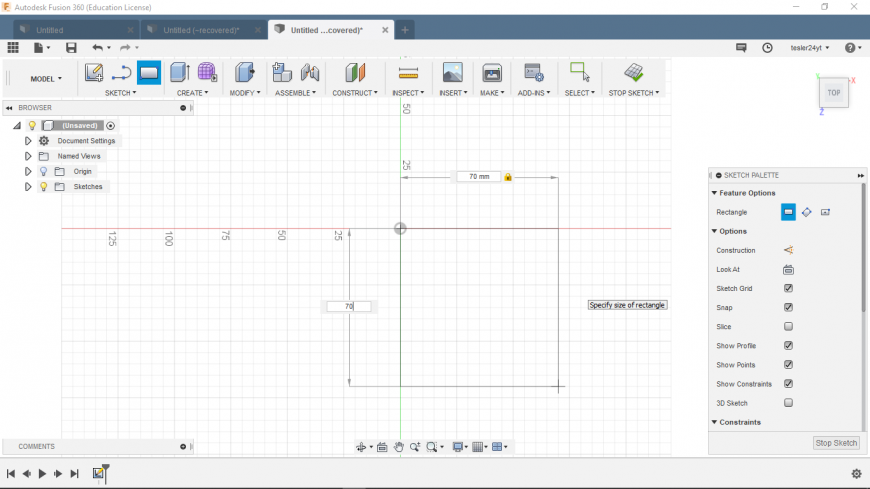
Начнём с эскиза. Начертим прямоугольник с габаритными размерами (горячая клавиша для линии L, а чтоб указать размер нажмите D)
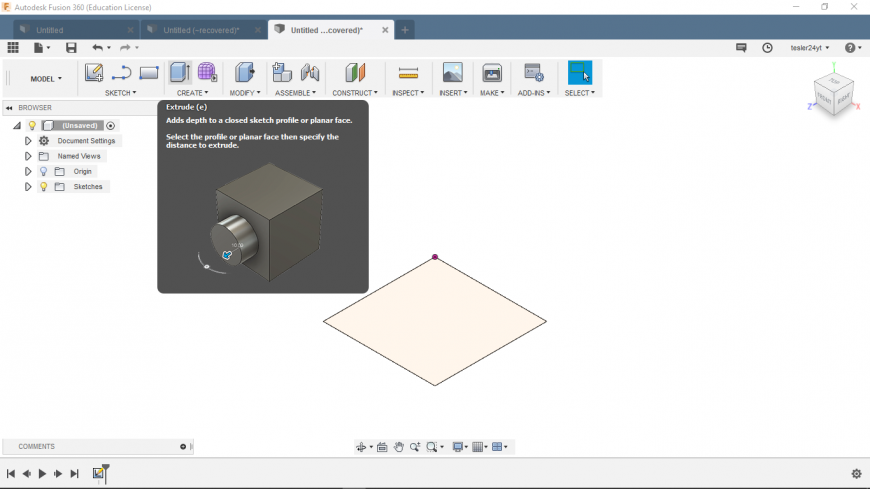
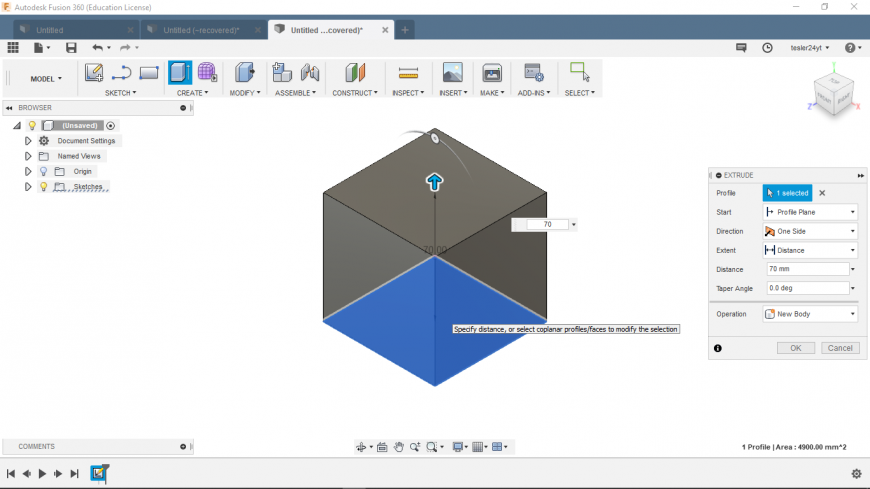
И указываем высоту экструдирования.
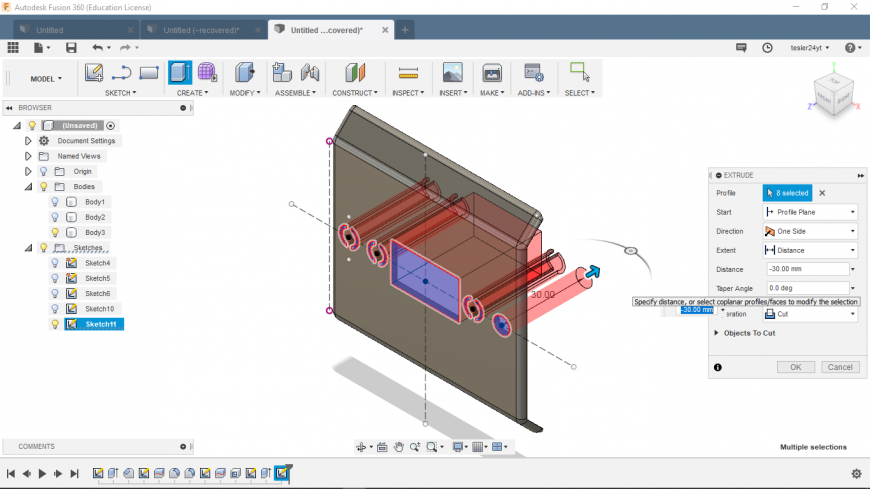
Я думаю интуитивно можно понять как работает инструмент фаска (горячая клавиша F) или его подобие chamfer и предлагаю посмотреть как работает инструмент Split body (горячей клавиши нет). Для начала создаём эскиз с прямой на плоскости предмета которую нужно разделить.
Таким не хитрым способом я получил корпус как отдельный объект и переднюю панель.
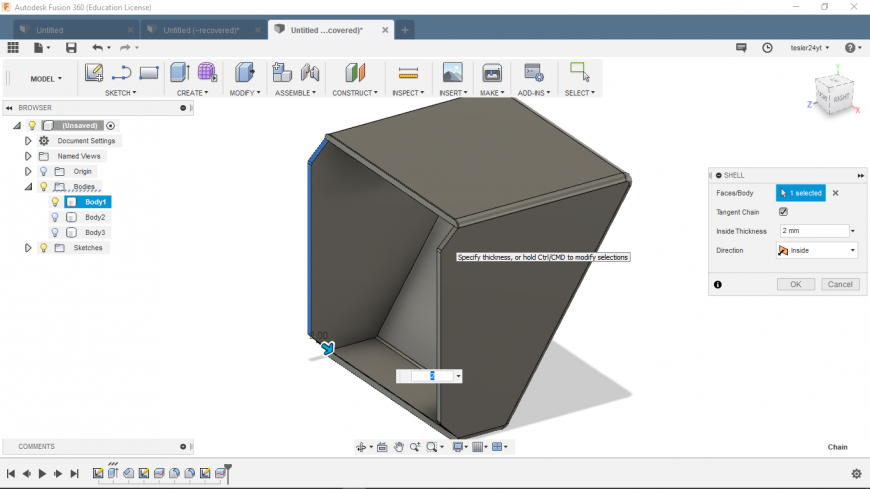
Теперь корпус надо сделать полым внутри и с определёнными стенками. На помощь нам приходит инструмент Shell (нет горячей клавиши). Этот инструмент имеет всего 2 настройки это плоскость(и) которую мы будим убирать и размер стенки.
Это мой первый пост поэтому не судите строго я постарался сделать максемально подробно для начинающих моделистов.
Я буду рад если вы оцените мой труд! Спасибо за внимание!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Fusion 360
Проблема
Как понять и оптимизировать создание траектории в продуктах Fusion 360 и HSM CAM для повышения производительности. Информация, представленная в этой статье, может быть полезна при появлении следующих симптомов в Fusion 360 или HSM CAM:
- Низкая скорость генерации траектории перемещения инструмента.
- При работе в рабочем пространстве CAM эластичные и черные прямоугольники на экране.
- Fusion 360 или HSM CAM перестает отвечать при создании траекторий перемещения инструментов.
- Аварийное завершение работы программы при создании траектории перемещения инструмента.
Причины:
Важно понимать ключевые параметры, влияющие на генерацию траектории в Fusion 360. Понимание этих концепций дает лучшие результаты, ускоряет время расчета и снижает трудность при работе с большими наборами данных в рабочей области CAM.
Решение
РАСЧЕТЫ И ПОКОЛЕНИЯ ИНСТРУМЕНТОВ
При создании траекторий Fusion 360 использует три шага;
- Генерируются прорези.
- Режущие проходы упорядочены.
- Режущие проходы соединены вместе.
Для выполнения этих задач Fusion 360 использует как многопоточные (с использованием всех ядер компьютера), так и не поточные вычисления. Хотя все траектории могут выполнять многопоточные вычисления, степень использования всех ядер компьютера может сильно различаться в зависимости от типа операций. Это отклонение может привести к снижению производительности при создании определенных путей к инструментам, так как используется не вся доступная вычислительная мощность компьютера.
Ниже перечислены траектории инструмента CAM, которые не всегда используют все ядра компьютера для генерации;
- Адаптивные клиринговые операции
- Операции гребешка
Чтобы избежать длительного времени генерации траектории при работе с большими наборами данных, работайте с траекториями, которые легко используют все ядра компьютера. Две самые сильные траектории для этого:
- Карманные операции
- Параллельные операции
ОСНОВНЫЕ ПАРАМЕТРЫ ИНСТРУМЕНТОВ ДЛЯ ПОКОЛЕНИЯ ИНСТРУМЕНТОВ
Некоторые параметры траектории могут значительно влиять на время генерации траектории в продуктах Fusion 360 и HSM. Когда вы начинаете разрабатывать траектории, начните с большего шага / уменьшения, чтобы позволить траекториям генерироваться быстрее — это уменьшает нагрузку на каждом внутреннем шаге расчета траектории. «Предварительный просмотр» возможных траекторий инструмента с более крупным шагом / более может облегчить изначально разработку стратегий вырезания, а меньший степпинг / оверк можно применить, как только траектория траектории будет выглядеть правильно. Этот рабочий процесс может помочь в создании только одного трудоемкого поколения траектории при экспериментировании с различными стратегиями резки.
Читайте также: Где в ниве находится рабочий цилиндр сцепления
Помимо уменьшения количества режущих проходов и перемещений, некоторые параметры траектории могут существенно влиять на время вычислений. Эти параметры включают в себя настройки допуска и сглаживания, настройки обработки останова и уровни удерживания в режиме «Адаптивная очистка». Влияние каждого из этих параметров на генерацию траектории описано ниже:
Настройки для допуска и сглаживания траектории инструмента (доступ к которым на вкладке «Пропускает» для большинства операций) также могут иметь большое влияние на время вычисления траектории. Эти параметры определяют способ создания траектории инструмента по отношению к геометрии модели.
Инструментальные траектории CAM приближают геометрию модели, используя небольшие линейные сегменты для обхода кривых. Допуск траектории инструмента определяет максимально допустимое расстояние хорды между линейными сегментами созданной траектории инструмента и фактической геометрией модели. Это визуально ясно в подсказке инструмента Fusion 360 Tolerance, показанной ниже:
Поскольку траектория инструмента с плотным (численно меньшим) допуском к изогнутым поверхностям должна создавать множество линейных сегментов, более жесткие допуски требуют более длительного времени расчета траектории и создания больших программных файлов (так как требуется больше строк кода), но приведет к более точному (истинному для геометрия модели). Это видно на рисунках ниже;
На скриншоте выше допуск установлен на 0,01 мм, по умолчанию в Fusion 360, а траектория инструмента точно линеаризует геометрию модели. Черные точки показывают точки траектории, в которых линейные сегменты начинаются и заканчиваются, а размер программы g-кода для этой операции составляет 40,4 КБ. Сравните это со скриншотом ниже, в котором допуск установлен на 1 мм в качестве преувеличенного примера;
Эта траектория инструмента генерируется гораздо быстрее, чем скорость с более жестким допуском, а размер программы g-кода уменьшается до 7,5 КБ, так как траектории инструмента позволяют создавать более длинные линейные сегменты для движения резания. Однако это приводит к снижению точности, поскольку длина хорды от траектории инструмента до геометрии модели может варьироваться на большее расстояние.
Установочные допуски зависят от требований к рабочей поверхности, динамики станка, ожидаемой скорости подачи и возможности поиска станка. В программах Fusion 360 и HSM CAM рекомендуется начинать с достаточно жесткого допуска, чтобы точно фиксировать геометрию модели, а затем применять сглаживание к траектории инструмента, чтобы уменьшить размер программы g-кода.
Сглаживание работает с дугами G2 и G3, когда возможно, перемещается в траекторию инструмента вместо линейных движений, что может сократить размер обработанного сообщения. Допуск сглаживания определяет количество перемещений дуги, которое может варьироваться от траектории инструмента, что означает, что общая допустимая дисперсия из положения модели представляет собой числовую сумму допусков и допусков сглаживания. В качестве примера того, как работает сглаживание, см. Приведенный ниже снимок экрана, на котором был применен допуск сглаживания 0,01 мм к той же траектории, показанной выше, с допуском резки 0,01 мм;
Количество точек значительно уменьшено, что связано с изменением размера траектории. Включив сглаживание, размер программы g-кода теперь составляет 12 КБ, по сравнению с траекторией выше, в которой размер был 40,4 КБ.
Важно помнить, что не все машины поддерживают перемещение дуги за пределы плоскости XY. Некоторые пост-процессоры (например, Fanuc) имеют возможность разрешать 3D-дуги, доступные в диалоговом окне Post Process, но многие этого не делают. Чтобы уменьшить размер программного файла с помощью сглаживания, настройте траектории, которые используют перемещение дуги по осям, разрешенным машиной. Если применить сглаживание к дугам, которые не могут быть выполнены машиной, постпроцессор будет использовать свой встроенный допуск (также в свойствах поста) для посткодирования, но программа может быть больше, чем показано в Fusion.
Читайте также: В цилиндре находится 88 г водорода какую работу совершает
Рекомендуется использовать допуски 1: 1 к коэффициенту сглаживания, чтобы оптимизировать время генерации траектории и размеры файлов при работе в Fusion 360. Смотрите на ветку форума, ссылка на которой, чтобы получить информацию о том, как размеры программы и сглаживание влияют на G-коды, а также время создания траектории: Общие сведения о сглаживании
Применение обработки останова к траектории инструмента может влиять на время генерации траектории инструмента, заставляя вычисления быть последовательными. Поскольку операции обработки остатков для обработки только для удаления материалов, оставленных предыдущими операциями, одна операция должна быть сгенерирована перед другой, предотвращая одновременное генерирование операций. Это может свести на нет преимущества при использовании Распределенной CAM, поскольку последовательные траектории должны создаваться одна за другой и одна и та же машина.
Один из способов обеспечения последующей обработки и избежания последовательных последовательностей траекторий — это использование опции «Обработка остальной обработки из инструмента». Все 2D операции с обработкой покоя по умолчанию для этой опции, а также трехмерные траектории, которые включают эту опцию, перечислены ниже:
- Parallel
- Контур
- Карандаш
- Гребешок
- спиральный
- радиальный
- Морфовая спираль
- Проект
- Превращаться
После установки «Источник для обработки покоя» как «Из инструмента» (как показано ниже), введите параметры инструмента, использованные в предыдущей операции очистки. Fusion 360 будет предполагать, что граница обработки, определенная в операции, уже будет очищена с помощью инструмента, определенного здесь, и траектория инструмента будет генерироваться только в областях, в которых заготовка могла быть оставлена с помощью начального (обычно большего диаметра) чернового инструмента. Это даст возможность ограничить траектории инструмента, чтобы очистить только оставшийся запас, оставленный более крупным инструментом, не делая расчет траектории инструмента зависимым от предыдущих операций.
На вкладке «Связывание», как в 2D, так и в 3D адаптивных операциях очистки, уровень Adaptive Stay-down работает, чтобы определить, как долго разрезается путь до того, как будет выполнен переход. Fusion будет искать пути, которые инструмент мог бы безопасно продолжить, сокращаясь до более короткой длины, определяемой либо максимальным расстоянием от останова, либо уровнем останова.
При вычислении перемещений привязки для операции адаптивной очистки Fusion сначала вычислит расстояние быстрого перемещения отвода до следующего прохода. Затем он будет искать любые безопасные пути, по которым инструмент может оставаться внизу, и продолжать сокращаться до более короткой длины, определяемой либо максимальным остаточным расстоянием, либо процентом остаточного уровня. Уровень Stay-Down коррелирует с отношением быстрого расстояния, необходимого для перемещения соединения — на 50% расстояние, разрешенное для ходов Stay-Down, равно быстрому расстоянию.Снимок экрана ниже иллюстрирует траекторию инструмента с наименьшим уровнем «Stay down Level»;
Инструмент отводится поверх детали, а не остается внизу, чтобы перейти к началу следующего движения резания. На скриншоте ниже, где для параметра Stay-Down Level установлено значение «Most», инструмент будет оставаться вниз, а не втягиваться для всех перемещений. Эта траектория может занять больше времени, чем выше, чем на третьем этапе создания траектории инструмента, поскольку перемещение ссылок должно быть рассчитано до тех пор, пока они не найдут максимально возможный безопасный путь, а не отводят между прорезами.
Увеличение процента остаточного уровня увеличит время генерации траектории, потому что поколение режущего диска продолжит поиск более длинных безопасных путей, вместо того, чтобы втягиваться и использовать быстрый ход.Рекомендуемое количество Stay-Down Level для балансировки, заставляющее инструмент оставаться на месте и время генерации инструментальных средств составляет 20-30% — редко бывает, что уровень Stay-Down более 50% приведет к более быстрому времени обработки, но более высокие проценты остаточного уровня всегда будут приводить к более медленному времени генерации траектории.