

Геометрические размеры гильз (рис. 1) можно замерить, не выпрессовывая их из блока цилиндров. Замерять гильзу цилиндра можно и после выпрессовки. Замеряют гильзу в двух взаимно перпендикулярных направлениях, вдоль оси коленчатого вала и перпендикулярно к ней, а также в двух поясах по высоте на расстоянии 10—15 и 40—50 мм от верхней плоскости блока цилиндров.

Максимально допустимый износ гильз цилиндров 0,4 мм. При наличии такого износа гильзу следует выпрессовать из блока цилиндров и направить в ремонт для перешлифовки под ремонтный размер или заменить новой, выпускаемой заводом комплектно с поршнем и кольцами.
В табл. 1 приведены размеры гильз (номинальный и три ремонтных). Для обеспечения подбора поршней по ремонтным гильзам последние в пределах каждого ремонтного размера разбиты на 6 групп. Каждая группа обозначена одной или двумя буквами. (Соответствующие поршни обозначены теми же буквами.
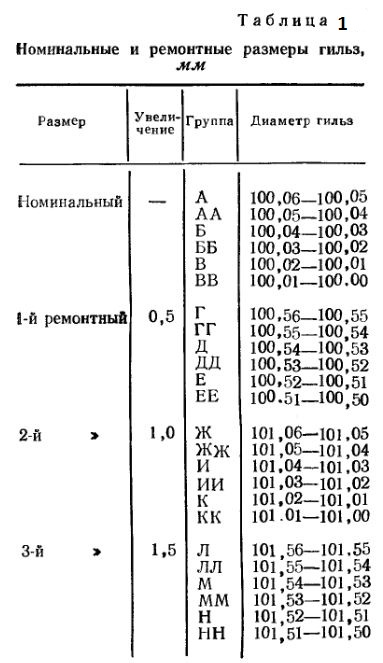
Все гильзы блока цилиндров должны иметь размер в пределах одного ремонтного размера. Максимальная овальность или конусность гильзы допускается не более 0,020 мм. Рабочая поверхность гильзы должна быть гладкой, отполированной, шероховатость поверхности — не ниже 9-го класса.
Гильзы цилиндров, диаметры которых вышли за пределы наибольшего размера 101,56 мм, ремонту не подвергаются.
Отверстия под запрессовку втулок оси вилки выключения сцепления выполнены в пределах 30,000—30,045 мм. В эти отверстия запрессованы с натягом 0,10 мм бронзовые втулки.
Внутренний размер втулок 25,06—25,13 мм. Максимальный износ втулок допустим в пределах до 0,7 мм. Изношенные втулки надо выпрессовать и взамен их запрессовать новые.
После запрессовки для обеспечения их соосности надо развернуть обе втулки одновременно. Несоосность втулок допускается не более 0,025 мм и непараллельность (по отношению к плоскости прилегания к блоку) 0,1 мм на длине 100 мм.
Для картера, идущего в запасные части, допускается непараллельность торцовых поверхностей, сопрягаемых с блоком цилиндров и коробкой передач, не более 0,05 мм на длине 100 мм. Биение поверхности отверстия, центрирующего коробку передач, допускается не более 0,15 мм, при этом для проверки картер устанавливают в приспособление фиксаторными отверстиями на установочные пальцы, одновременно опираясь на плиту приспособления поверхностью, сопрягаемой с блоком цилиндров.
ИНСТРУКЦИЯ по установке гильз ММЗ и ЗИЛ
Данные рекомендации относительно установки гильз цилиндров помогут обеспечить правильную замену и последующую надежную работу цилиндропоршневой группы.
В течение нескольких лет проводился сбор информации о надежности работы деталей, ЦПГ и причинах отказов, связанных с монтажом гильз цилиндров в блоке двигателя. В результате анализа этой информации установлено, что наиболее часто в двигателях ММЗ всех модификаций встречаются случаи обрывов буртов гильз при сборке двигателей или в начальной стадии их эксплуатации.
Основными причинами данных отказов является несоблюдение требований технической документации на сборку двигателя, а также несоответствующее техническое состояние двигателя (а именно блока цилиндров), при котором гильзы надлежащего качества не могут гарантировать работоспособность!
1. Подготовка блока
1.1 Тщательно очистить посадочные места в блоке перед установкой гильзы (поверхности должны быть чистыми, абсолютно гладкими и без коррозии). Требуемая степень очистки – когда на поверхностях не остаётся видимых следов загрязнений.
Читайте также: Блок цилиндров камаз камминз 6isbe вес


Из-за вероятности повреждения нельзя применять твёрдые инструменты (скребки, фрезы и т.п.) для очистки посадочных поверхностей.

1.2 Нутромером измерить диаметры верхнего и нижнего посадочных мест гильзы в блоке.
- ММЗ:
- верхний поясок — 126,0+0,086 мм
- нижний поясок — 125,0+0,043 мм
- ЗИЛ:
- верхний поясок — 125+0,063 мм
- нижний поясок — 122+0,063 мм

1.3 Индикатором измерить глубину проточки под гильзу.

1.4 Измерение плоскостности поверхностей блока цилиндров и головки блока цилиндров.
ММЗ: В соответствии с технической документацией, новые блок и головка цилиндров должны иметь неплоскостность не более 0,05 и 0,08 мм соответственно. В процессе эксплуатации возможно коробление поверхностей указанных деталей. Допустимо без исправления общее коробление до 0,15 мм, если местное коробление на любом участке поверхности 100 х 100 мм не превышает 0,03 мм.
ЗИЛ: Головка не должна превышать 0,15 мм по всей длине и 0,03 мм по длине 50 мм.

2. Проверка с гильзой
2.1 Гильзу необходимо предварительно установить в блок без резиновых уплотнительных колец. Гильза должна вставляться легко без заклинивания. Вставленная гильза должна поворачиваться от руки.

Качание гильзы в посадочном месте недопустимо.
2.2 Измерить величину выступания гильзы над поверхностью блока цилиндров (ММЗ – 0,05-0,11 мм, ЗИЛ – 0,027-0,100 мм), сборка двигателя с несоответствующим выступанием гильз недопустима.

При ненадлежащей величине выступания не будет обеспече- но обжатие прокладки и фиксации гильзы в блоке. Следстви- ем этого будет нарушение герметичности прокладки головки блока или разрушение гильзы (отрыв бурта).
3. Установка гильзы
3.1 Установить блок на стенд для сборки двигателя.

3.2 Продуть все поверхности сжатым воздухом.

3.3 Заходная фаска на нижнем посадочном поясе в блоке должна быть чистой, гладкой, без забоин. Перед установкой гильз заходные фаски гильз и блока необходимо смазать.

Недопустимо смазывать герметиком или консистентной смазкой опорную поверхность для бурта гильзы в блоке.
3.4 Установить уплотнительные кольца на гильзу, либо в канавки блока и/или гильзы. Установку уплотнительных колец производить в соответствии с руководством по ремонту двигателя.

Недопустимо смазывать герметиком или консистентной смазкой канавки для уплотнительных колец в блоке и на гильзе.
3.5 Смазать уплотнительные кольца моторным маслом.

3.6 Ещё раз измерить выступание гильзы над поверхностью блока после установки гильзы прижав её соответствующим приспособлением.
- ММЗ: 0,05-0,11 мм
- ЗИЛ: 0,027-0,100 мм

4. Затяжка болтов
При усилии затяжки более 210 Нм происходит деформация гильзы в районе бурта.
Последовательность затяжки болтов крепления головок блока цилиндров Д-260

Последовательность затяжки болтов крепления головок блока цилиндров Д-240, Д-245

Последовательность затяжки болтов крепления головок блока цилиндров Д-65

Изготовитель: АО «Костромской завод автокомпонентов», 156001, РОССИЯ, г. Кострома, ул. Московская, 105
Техническая поддержка:
+7 (4942) 628-477; tech@motordetal.ru
Горячая линия:
Россия — 8-800-3333-700
Система менеджмента качества сертифицирована в DQS по ISO 9001
Система экологического менеджмента сертифицирована в DQS по ISO 14001
Читайте также: Проблемы 4 цилиндра субару форестер решение проблемы
Блок цилиндров и ГБЦ ЗИЛ-131
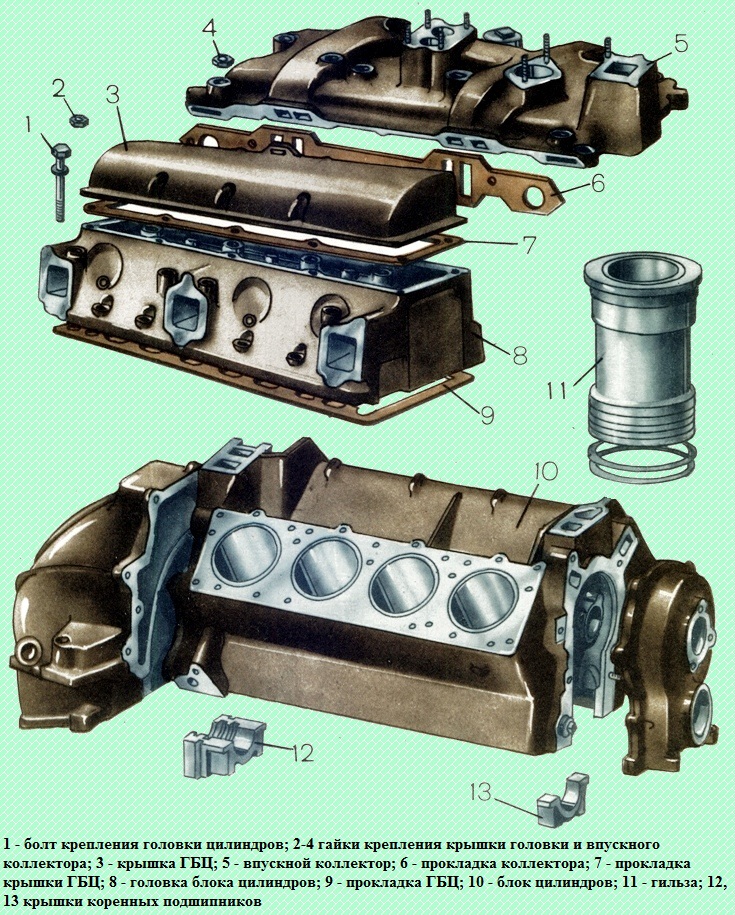
Блок цилиндров двигателя чугунный, со вставными гильзами из серого чугуна с кислоупорной вставкой в верхней части гильзы осуществляется зажимом бурта гильзы между блоком и головкой блока через асбостальную прокладку, а нижней части — двумя резиновыми кольцами
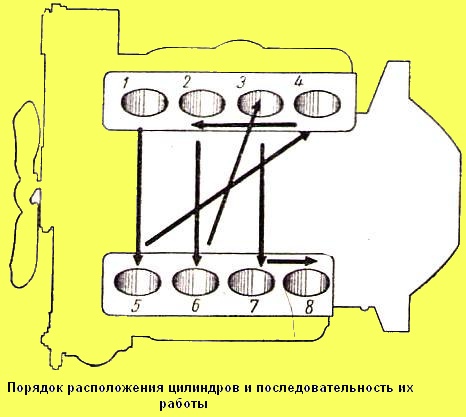
Нумерация цилиндров указана на патрубках впускной трубы двигателя.
Порядок расположения цилиндров и последовательность их работы показаны на рисунке 1.
Головка блока цилиндров изготовлена из алюминиевого сплава со вставными седлами и направляющими клапанов.
Между блоком и головками установлены прокладки из асбостального полотна.
Каждая головка блока прикреплена к блоку цилиндров семнадцатью болтами, в число которых входят четыре болта крепления оси коромысел.
Болты крепления головок к блоку необходимо затягивать специальным динамометрическим ключом, позволяющим контролировать момент натяжки, так как алюминиевая головка блока при нагреве увеличивается в высоту больше, чем стальные болты, крепящие ее.
При прогреве двигателя затяжка головки блока увеличивается, при охлаждении — уменьшается, поэтому момент натяжки болтов головок блока должен быть на холодном двигателе 7—9 кГм
Причем при температуре двигателя ниже минус 5° С момент натяжки болтов должен быть ближе к нижнему пределу (7 кГм), а при температуре плюс 20—25° С — ближе к верхнему пределу (9 кГм).
При полном нагреве двигателя натяжка головок блока автоматически возрастает до нужного предела.
Одновременно с подтяжкой болтов крепления головок блока необходимо подтягивать болты крепления выпускных газопроводов, а также хомуты уплотнения составных частей газопроводов.
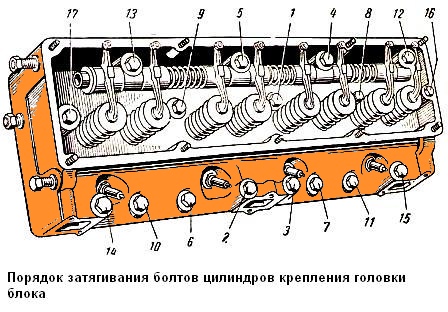
Для обеспечения полного прилегания плоскостей головок и блока необходимо соблюдать порядок затягивания болтов, указанный на рис. 2.
Затягивать болты головки блока цилиндров надо равномерно, в два приема.
После затягивания всех болтов нужно дополнительно затянуть болты 1, 2, 3, 4 и 5.
При смене прокладок надо прочистить все водяные отверстия в головках блока и блоке цилиндров.
Затяжку гаек крепления крышки головки нужно производить равномерно с моментом затяжки 0,5—0,6 кГм
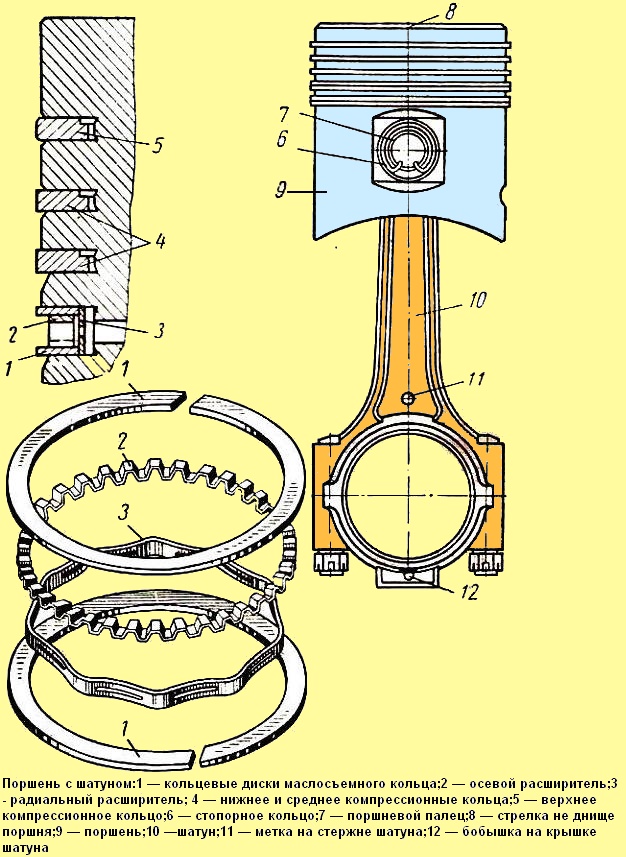
Поршневая группа ЗИЛ-131
Поршни (рис. 1) выполнены из алюминиевого сплава и покрыты оловом. Юбка поршня имеет форму эллиптического конуса, большое основание, которого расположено у нижнего края юбки, а наибольшая ось эллипса лежит в плоскости, перпендикулярной к оси поршневого пальца
Конусность на длине юбки составляет 0,035— 0,050 мм, а разность между наибольшим и наименьшим диаметрами юбки поршня 0,52 мм.
Окончательный подбор поршня к гильзе производят, проверяя усилие, необходимое для протаскивания щупа толщиной 0,08 мм и шириной 10 мм между стенкой цилиндра и поршнем со стороны, противоположной разрезу юбки поршня. Усилие на щупе должно быть в пределах 3,5—4,5 кг.
Поршневые пальцы — плавающие, каждый палец фиксируется в поршне двумя стопорными кольцами.
Пальцы изготовляют с высокой точностью и подбирают к поршням и шатунам, сортируя на четыре группы по наружному диаметру (табл. 1).
Обозначение группы наносят краской: на поршне — на внутренней поверхности (на одной из бобышек), на шатуне — на наружной цилиндрической поверхности малой головки, на пальце — на внутренней поверхности.
При сборке палец, поршень и шатун комплектуют из деталей только одноименной группы.
Читайте также: Есть ли смысл ремонтировать тормозной цилиндр
Таким подбором обеспечивается натяг между пальцем и поршнем в пределах 0,0025 — 0,0075 мм и зазор между пальцем и шатуном в пределах 0,0045—0,0095 мм (при температуре 20° С).
Во избежание задиров на сопряженных поверхностях сборка пальца с поршнем должна производиться только при нагреве поршня до температуры 55° С. Нагрев поршней надо производить только в жидком и чистом масле.
Поршневые кольца устанавливают по четыре на каждом поршне: три компрессионных и одно маслосъемное.
Два верхних компрессионных кольца хромированы по наружной цилиндрической поверхности. Наружная поверхность нижнего компрессионного кольца выполнена конической; большее основание конуса обращено вниз.
Компрессионные кольца устанавливают так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена вверх, как указано на рис. 1.
Маслосъемное кольцо составное из двух плоских стальных колец и двух расширителей — осевого и радиального.
При установке поршня в двигатель плоские кольцевые диски 1 нужно устанавливать так, чтобы их замки были расположены под углом 180° одно относительно другого, а замки осевого 2 и радиального 3 расширителей — под углом 90° к замкам дисков (каждый).
Для снятия или установки поршневых колец необходимо пользоваться специальным инструментом.
Размеры поршневых колец и канавки в поршне, а также зазоры между ними и зазор в замке даны в таблице 2.
Для увеличения срока службы поршневые кольца в свободном состоянии имеют сложную форму, вследствие чего после установки кольца в цилиндр обеспечивается наиболее выгодное распределение давления кольца на стенку гильзы.
При установке колец на поршень их стыки (замки) следует устанавливать под углом 90° друг к другу.
шатуны стальные, двутаврового сечения, В нижней головке шатуна установлены сталеалюминевые тонкостенные вкладыши толщиной 2-0,16 мм.
В верхнюю головку шатуна запрессована свертная бронзовая втулка.
Вкладыши изготовлены с большой точностью, полностью взаимозаменяемы и при установке не требуют шабровки, подпиливания стыков или установки прокладок. Эти операции при тонкостенных вкладышах не допускаются.
В новом двигателе диаметральный зазор в соединении шатунная шейка коленчатого вала — шатун с вкладышами в сборе составляет 0,032—0,076 мм.
При установке на двигатель поршня в сборе с шатуном стрелка 8 на днище поршня должна быть всегда обращена в сторону переднего конца коленчатого вала.
В комплекте поршень с шатуном в сборе, предназначенном для левой группы цилиндров, метка 11 на стержне шатуна и стрелка 8 на поршне должны быть обращены в одну сторону, а в комплекте для правой группы цилиндров — в разные стороны.
Затяжку гаек болтов шатуна необходимо производить динамометрическим ключом с моментом затяжки 7—8 кГм. После затяжки гайки следует тщательно зашплинтовать.
В случае если при указанном моменте натяжки отверстие в болте и прорезь в гайке не совпали, разрешается дополнительный поворот гайки до совпадения отверстия с ближайшей прорезью, при этом момент натяжки не должен превышать 11,5 кГм.
Проверку и подтяжку гаек болтов шатуна надо производить при каждом снятии масляного картера.
Разница в весе комплектов поршень с шатуном в сборе не должна превышать 16 г.