


Мы теперь в Instagram @motormaster_tyumen
Рассмотрим сегодня обработку самой большой детали в двигателе и самых больших заблуждений при его ремонте, это блок цилиндров и поршневая группа. От этого узла в большей мере зависит ресурс всего мотора в целом. Расточка цилиндров в ремонтный размер требуется при превышении максимально допустимого износа, для каждого двигателя указывается в инструкции по эксплуатации, обычно составляет 0.03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
1. Получить отверстие заданного размера с конусностью и эллипсностью не более 0.01мм.
2. Гарантировать перпендекулярность оси отверстия оси коленвала.
3. Обеспечить необходимую чистоту поверхности с заданным микрорельефом.
Миф первый: блок можно не растачивать, а сразу отхонинговать в размер.
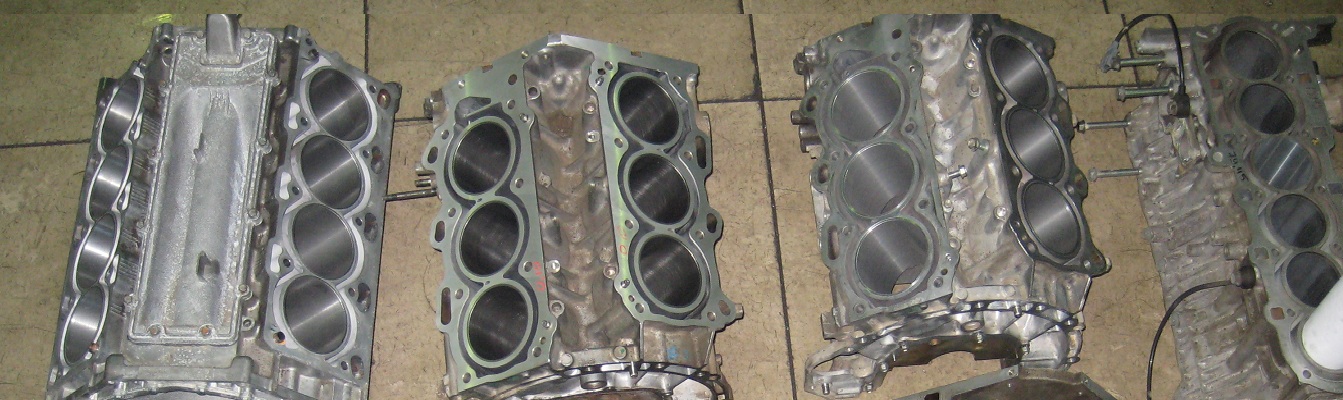
Расточка блока необходима, поскольку цилиндры могут быть изношенны неравномерно, да и блок в процессе длительной эксплуатации пусть немного, но деформируется. Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, например, к непараллельности осей цилиндров. Подобная картина, кстати, не только у блоков отечественных автомобилей, но и у известных иномарок.Таким образом, благодаря расточке цилиндра можно выправить геометрию самого «кривого» блока — сделать оси цилиндров взаимно параллельными. Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Изначальная причина — качество самого чугуна, исходного материала. Я не делал ни металлографию, ни исследования химического состава, но о снижении качества могу судить по тому, как обрабатывается данный блок. При расточке двух-трех блоков 15-летней давности твердосплавный резец требует заточки после каждых 2–3 блоков. Блоки моложе 7 лет можно растачивать и смену, и две, и три, а инструмент при этом не испытывает никаких затруднений чугунина сейчас стала попроще, помягче. Налицо явное снижение ресурса блока и мотора в целом.
Миф второй: чем зазор меньше тем лучше.
При кажущейся простоте достичь хорошего результата удается далеко не всегда и очень часто по причине одного из самых устойчивых мифов «поршень должен опускаться в цилиндр с небольшим усилием, а вы расточили так, что он туда падает». Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Отечественных производителей много, но проблемы у всех сходные. Первая — плохое качество материала. Практически всегда в сплаве повышенное содержание железа и низкое — кремния. Часто заготовки не проходят цикл термообработки — искусственного ста рения. В процессе эксплуатации такие поршни неизбежно подвергаются деформации, их «ведет». Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Читайте также: Нет искры в одном цилиндре шкода октавия
Наиболее типичная операция, выполняемая практически в любой мастерской – расточка цилиндра до следующего ремонтного размера поршня. Расточка блока под установку гильз – уже следующая по сложности операция, при этом необходимо обеспечить требуемый натяг при посадке гильзы не менее 0.04-0.05 мм и чистоту поверхности блока для лучшего теплоотвода, гильзу в блок необходимо садить при помощи жидкого азота, зазор в поршневой увеличить ещё на пару соток, а плоскость блока обработать на фрезерном или шлифовальном станке.
Миф третий: поверхность цилиндра после обработки должна быть гладкой и блестящей.
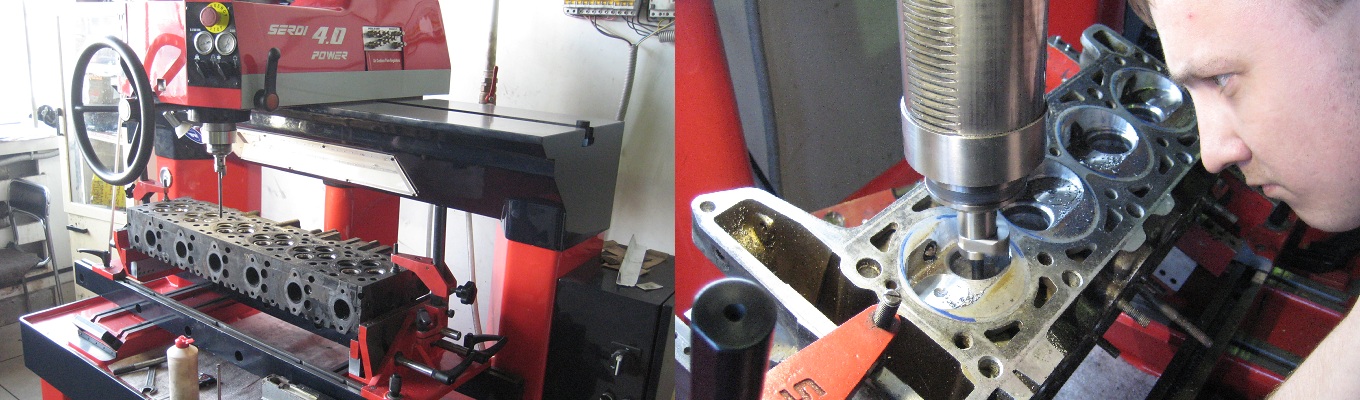
При ремонте деталей двигателя и, в частности, блока цилиндров нет неответственных операций, однако финишная обработка особенно важна. Хонингование является именно такой финишной операцией, от качества и точности которой во многом зависит ресурс работы двигателя. При ремонте блока цилиндров необходимо выдержать целый ряд допусков формы и расположения поверхностей. Расположение и прямолинейность осей цилиндра осуществляется с помощью расточки, а круглость, цилиндричность, формирование микрорельефа и обеспечение определенной структуры металла на его поверхности достигается только хонингованием.
Хонингование (англ. Honing) — отделочная обработка внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения.
При этом микропрофиль поверхности цилиндра, зависит от характеристик применяемых абразивных брусков и режимов хонингования, в том числе от частоты вращения хонголовки, скорости ее вертикальной подачи, давления брусков на стенки, а также свойств и количества смазки, подаваемой в зону резания.
После расточки для хонингования должно оставаться не меньше 0.08 мм в противном случае остается слой деформированного материала, который негативно сказывается на долговечности поршневой группы, многие расточники пренебрегают этим правилом в силу природной лени или незнания элементарной технологии обработки.
Бруски для хонигования бывают абразивные и алмазные, первых хватает на 30-40 блоков, работать с ними сложнее, но правильнее, алмаз практически вечен, но есть проблема.
Алмаз – мелкая и не очень острая частица, и когда эти частицы плотно друг с другом связаны, для обработки отверстия требуется очень большое давление. Из-за этого алмаз «рвет» поверхность, в зоне резания под воздействием высоких температур образуются твердые частицы которые изнашивают поршень и кольца, а выступающий на поверхность чугуна графит закатывается в глубь образуя так называемую жестяную рубашку, поэтому непосредственно после хонингования с поверхности нужно удалить остатки металла щеткой. По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
Большую часть припуска снимают брусками с относительно крупным абразивом. При этом цилиндр должен приобрести правильную форму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин. Съем металла при хонинговании не должен быть меньше чем глубина неровностей оставшихся от резца при растачивании. Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra , мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
Читайте также: Блок группы цилиндров служит для
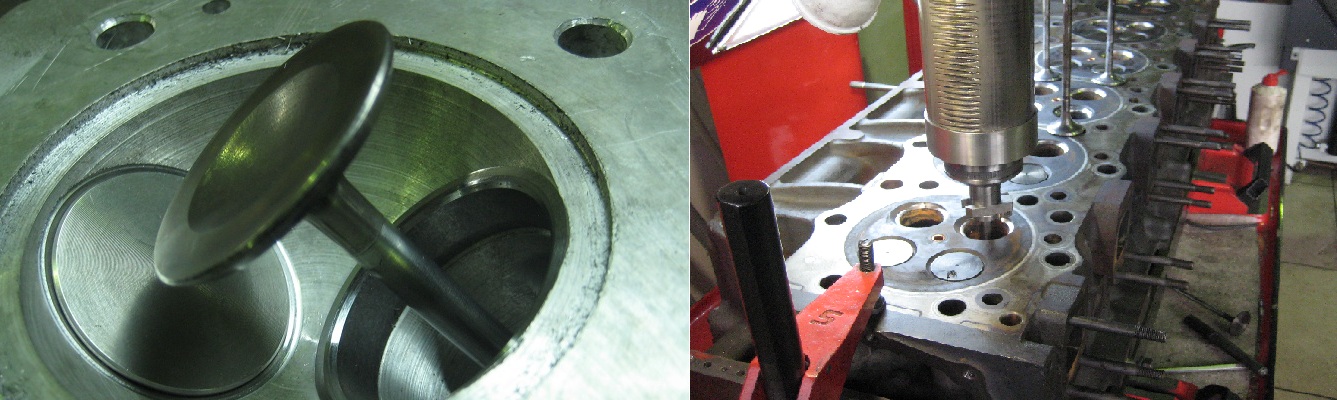
Обработку продолжают брусками с более мелким абразивом. Микрорельеф поверхности по завершении этапа представляет собой чередование впадин (причем глубина впадин тоже чередуется) и относительно «плоскости» выступов. Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
И так, подведем итоги поверхность цилиндра после РАСТОЧКИ и хонингования абразивными брусками НЕ ДОЛЖНА БЫТЬ ГЛАДКОЙ и главное, ЗАЗОР ДОЛЖЕН БЫТЬ ДОСТАТОЧНЫМ для нормальной работы двигателя.
Картина, как видим, безрадостная — в основном для тех механиков, которые стремятся во что бы то ни стало сделать в цилиндрах минимально возможные зазоры. Такие специалисты предпочитают измерять зазоры «голыми руками», поэтому нормальный зазор воспринимают весьма своеобразно: «прослабили», поршень ведь «болтается»! А как же ему не болтаться? Ведь во всех точках на боковой поверхности поршня, кроме, разумеется, тех мест, где его размер максимален, зазор за счет овальности и бочкообразности поршня будет больше номинального. Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Завершающей операция промывка блока от стружки и остатков абразива. Забудьте о бензине и керосине, промывать следует горячим раствором соды, иначе удалить абразив из поверхности цилиндра невозможно и он будет медленно, но верно изнашивать поршень и кольца. После промывки продуть каналы смазки и охлаждения и можно собирать двигатель.
Центр МОТОР−М
г. Москва, ул. Шарикоподшипниковская, 13, стр.50
(ВНИМАНИЕ! Заезд с улицы 2-я Машиностроения между домами 23 и 25)
Ремонт деталей двигателей: +7 (495) 287 15 87
info@c-motor.ru buh@c-motor.ru схема проезда
Дополнительный пункт приема деталей: +7(495) 795 52 20
МО, Люберцы, Котельнический проезд, 14
Диагностика, снятие/установка/ремонт двигателей:
+7 (495) 795 52 20
Расточка цилиндров
Сроки выполнения расточк в 2019 году — 1 день! В наличии на складе большое количество поршней разных ремонтных размеров! Полностью модернизирован и расширен станочный парк! Новые расточные и хонинговальные станки. Максимальное качество, минимальные сроки- адекватные цены!
Компанией Центр «МОТОР» выполняется расточка любых блоков цилиндров: расточка чугунных блоков, расточка алюминиевых блоков, расточка V-образных и W-образных блоков, расточка блоков цилиндров Subaru.
При расточке блока, цилиндры обрабатываются под ремонтные поршни увеличенного диаметра: сначала растачиваются, а потом хонингуются. Хонинговка – это обработка поверхности цилиндра специальными абразивными брусками: получается очень точное отверстие в цилиндре(отклонение не более 0,01 мм) и на поверхность наносятся риски, в которых задерживается масло – исключается сухое трение поршня и колец по цилиндру. Если риски будут слишком глубокими, то это вызовет повышенный расход масла (оно просто будет сгорать), а если мелкими – то увеличится трение и износ поршней и колец, поэтому при расточке блока огромное внимание уделяется хонинговке. Очень многое зависит от брусков и станка — мы используем специальные станки и абразивные бруски фирмы “Sunnen” (США) – на сегодняшний день лучшие в мире, обеспечивающие стабильную точность и качество. «Плато»-хонингование входит в стоимость работ по расточке блока цилиндров.
В случаях, когда расточить блок цилиндров нет возможности (глубокие повреждения либо отсутствие ремонтных запчастей) мы всегда можем предложить гильзовку блока либо гильзовку отдельных цилиндров.
Читайте также: Протекает тормозной цилиндр приора
Стоимость работ по расточке и хонингованию блока цилиндров:
Ремонт блока цилиндров




Полная технологическая цепочка ремонта блока цилиндров двигателя включает следующие виды работ:
- диагностика блока цилиндров
- мойка блока цилиндров
- опрессовка блока цилиндров
- расточка и хонингование блока цилиндров
- гильзовка блока цилиндров двигателя
В случае износа цилиндров или их повреждения требуется провести работы по восстановлению — расточку, хонингование и гильзовку.
Расточка и хонингование блоков цилиндров
В технических центрах «Механики» растачиваются и хонингуются все виды блоков цилиндров: рядные и V-образные, как чугунные, так и алюминиевые.
В «Механике» применяется безалмазное хонингование. Этот способ позволяет получить рабочую поверхность цилиндров, оптимальную по противоизносным и антифрикционным свойствам. К тому же такая технология исключает появление прижогов, наволакиваний, внедрение абразивных частиц в металл и появление иных дефектов поверхностного слоя, а также существенно влияет на увеличение ресурса двигателя.
Гильзовка
Специалисты компании «Механика» имеют богатый опыт в гильзовке сильно изношенных цилиндров.
При износе цилиндров или в случае значительных повреждений их рабочих поверхностей блок растачивается под ремонтную гильзу. В отверстие запрессовывается гильза, которая подрезается, а затем растачивается и хонингуется под заданный размер поршня.
В техцентрах «Механики» ремонтные гильзы устанавливаются в чугунные и алюминиевые блоки цилиндров двигателей иномарок и отечественных автомобилей.
Опыт сотрудников техцентров «Механики», а также наличие специального оборудования, позволяют выполнять не только стандартные работы по расточке, хонингованию и гильзовке блоков цилиндров двигателей, но и финишную обработку поверхности цилиндров.
Финишная обработка цилиндров может включать
- Платохонингование, «выравнивающее» микропрофиль поверхности обработанного цилиндра, благодаря чему сокращается период обкатки мотора.
- Нанесение антифрикционного меднографитового покрытия, которое повышает стойкость поршней и колец к прихватам и задирам при кратковременных перегревах или работе двигателя с повышенными нагрузками.
Помимо стандартных работ по расточке, хонингованию и гильзовке специалисты технических центров компании «Механика» при необходимости могут провести дохонинговку блока цилиндров (восстановление сетки хона), а также оказать дополнительные услуги по ремонту блоков цилиндров двигателей.
Дополнительные услуги по ремонту блоков цилиндров
- Замена вкладышей ВПМН (для двигателей ВАЗ 2101–2107 / ГАЗ 406 и двигателей иномарок)
- Перепрессовка поршней (для двигателей автомобилей ВАЗ, «Ока» и иномарок)
- Шлифовка ВПМН в ремонтный размер (для двигателей автомобилей ВАЗ 2101–2107 / ГАЗ 406)
Стоимость услуг
Наименование работ
Цена, руб.
Расточка и хонингование
блока цилиндров
Для двигателей автомобилей ВАЗ 2101-2112, «Таврия», ГАЗ 402, АЗЛК / «Ока»
Для двигателей автомобилей ВАЗ, «Таврия» / «Ока» (через ремонт или переход с диаметра 76,0 на 79,0 мм)
Для двигателей автомобилей ВАЗ от оси коленвала («от постели»)
Для двигателей автомобилей ГАЗ 406, ГАЗ 405, ГАЗ 409
Для двигателей автомобилей ГАЗ 421, УАЗ (диаметр 100 мм)
Для двигателей иномарок, в том числе через ремонт (за цилиндр)
Для двигателей иномарок (аллюсил) (за цилиндр)
Для двухтактных двигателей (диаметр до 45 мм) (за цилиндр)
Для двухтактных двигателей (диаметр свыше 45 мм) (за цилиндр)
Для двухтактных двигателей «ROTAX» или аналог (за цилиндр)
Расточка и хонингование с ФГБЦ
Дохонинговка (восстановление сетки хона)
Гильзовка и хонингование блока цилиндров (без стоимости гильз)
Для двигателей автомобилей ВАЗ, «Таврия», «Ока»
Для двигателей автомобилей ГАЗ 406, ГАЗ 405, ГАЗ 409
Для двигателей автомобилей УАЗ (диаметр 100 мм), Газель-Cummins ISF
Для двигателей иномарок (чугун) (гильза — чугун) (за цилиндр)
Для двигателей иномарок (алюминий) (гильза — чугун) (за цилиндр)
Для V-образных двигателей иномарок (чугун) (гильза — чугун) (за цилиндр)
Для V-образных двигателей иномарок (алюминий) (гильза — чугун) (за цилиндр)
Работа по одному цилиндру
или съем более 1 мм