

При серийном производстве блоков цилиндров применяются при ии рабочих поверхностей цилиндров многолезвийные инструменты (изобр. 3). Для ремонта двигателей могут применяться, однако, обычные однолезвийные инструменты. Предпосылкой этого является применение правильного режущего материала.
Чтобы степень разрушения кристаллов кремния в стенке цилиндра поддерживать как можно меньшей, тонкое отверстий цилиндров следует производить PKD-режущими инструментами. PKD это сокращение от Polykristalline Diamanten (поликристаллические алмазы). Речь идёт при этом об искусственных алмазах, которые в процессе спекания в тонко распределённом виде интегрированы в металлическую основу.
У PKD-резьбовых вставок алмазный слой нанесён на подкладку из твёрдого сплава (изобр. 2). Износостойкость поликристаллических алмазов до 500 раз выше, чем у твёрдого сплава. Твёрдость PKD-слоя почти соответствует твёрдости монокристаллического алмаза. Он имеет превосходную механическую износостойкость, высокую вязкость, а также высокую теплопроводность. Только при применении безукоризненных PKD-инструментов обеспечивается то, что интегрированные в металлическую основу кристаллы кремния будут точно и чисто обработаны и не будут вырваны. Поддержание постоянного качества поверхности в пределах одного отверстия возможно, поэтому, только при применении алмазных инструментов.
Режущие инструменты из твёрдого сплава при сверлении цилиндров применять нельзя. Режущие инструменты из твёрдого сплава при резании очень твёрдых кристаллов кремния износились (затупились) бы в течение короткого времени. При этом давление резания и, тем самым, масштабы разрушения кристаллов в кремниевой основе сильно бы возросли. Из-за более высокого давления резания повреждаются не только лежащие на наружной поверхности кристаллы, но и ломаются кристаллы, находящиеся под наружной поверхностью (ущерб в глубине). При последующем хонинговании эти поломанные кристаллы подрезаются. Хотя при хонинговании они непосредственно не выламываются, это только вопрос времени, пока они не будут расшатаны поршневыми кольцами, не выломаются при работе двигателя и не станут причиной абразивного износа поршня и рабочей поверхности цилиндра. Это можно представить себе как разбитое стекло со многими трещинами. Оно может вначале оставаться в раме, не может, однако, противостоять следующей нагрузке и полностью выпадает.
Параметры обработки при сверлении
В ходе, по возможности, неразрушающей обработки кристаллов кремния сверление отверстий цилиндров должно быть завершено в 2 технологические операции со снятием слоев материала по 0,1 мм.
Потребное снятие слоя материала при хонинговании — от 0,03 до 0,05 мм, т.е., при последней операции сверления желаемый диаметр сверления должен получиться от 0,06 до 0,10 меньше, чем окончательный размер цилиндра. Образующийся при сверлении в верхней мёртвой точке заусенец удаляется затем снятием фаски (изобр. 1). Из-за становящихся всё время уже поршневых колец фаска должна быть в любом случае меньше 0,5 мм, чтобы поршневые кольца не отскакивали на фаске при установке поршня в цилиндр. Так поршневые кольца или также перемычки между кольцами могут сломаться.
Параметры обработки при растачивании цилиндров Значение
рекомендуемая скорость резания (PKD-режущие средства)
Число оборотов при обработке относительно диаметра цилиндра
Инструменты для обработки алюминиевых цилиндров
Обрабатывающие бруски для хонингования и механического раскрытия
MSI предлагает впервые для ремонтных задач обрабатывающие бруски для хонингования и механического раскрытия, которые полностью удовлетворяют требованиям для окончательной обработки алюминиево-кремниевых рабочих поверхностей цилиндров. При этом речь идёт о материале для резания и раскрытия,
как он применяется в серийном производстве фирмы KS, и которого нет в свободной продаже инструментов. Применение данных инструментов при выдерживании вышеназванных параметров обработки обеспечивает высокую степень надёжности процесса с качеством обработки, которое до этого в ремонтном секторе не достигалось.
Ценные обрабатывающие бруски фирмы KS пригодны по стойкости для профессиональной обработки нескольких тысяч отверстий цилиндров. Условием высокого времени стойкости инструментов является выдерживание заданных параметров обработки и правильное обращение с инструментами.
Благодаря связке из пластмасса хонин говальные бруски имеют максимальнук температурную стойкость 80° С. Поэтому паяное крепление обрабатывающих брусков на несущей пластине невозможно. Для увеличения срока службы рекомендуется бруски фирмы KS для хонингования и раскрытия предохранять от прямого воздействия солнечных лучей и длительного контакта с маслом или прочими химикалиями. Поэтому бруски после процесса обработки должны быть очищены от прилипших масла и грязи, а также храниться в темноте. Для очистки нельзя применять растворители.
Крепление алмазных хонинговальных брусков фирмы KS
Наклеивание хонинговальных брусков на несущую пластину и последующее крепление зажимом
Из-за разнообразия и различия типов имеющихся на практике обрабатывающих станков и инструментов, обрабатывающие бруски фирмы KS поставляются в разрозненном виде.
Крепление обрабатывающих брусков должно производиться в каждом отдельном случае по собственному решению специалистом на месте, путём приклеивания обычно имеющимся в продаже одно- и двухкомпонентным клеящим веществом или защемлением (изобр. 3).
Крепление брусков зажимом
2. Алмазный хонинговальный брусок
3. Несущая пластина с пазом
5. Хонинговальная державка с зажимным креплением
Крепление брусков для раскрытия
При мягких и пористых брусках для раскрытия зажим невозможен. Они могут быть закреплены на держателе брусков только приклеиванием. Для приклеивания пригодны обычно имеющиеся в продаже одно- и двухкомпонентные клеящие вещества, обладающие достаточной конечной прочностью, а также химической устойчивостью против масел, кислот и оснований.
5. Держатель хонинговального бруска с зажимным креплением

Наклеивание бруска для раскрытия и последующее закрепление зажимом

Для брусков для раскрытия невозможно никакое закрепление зажимом
Алмазные хонинговальные бруски фирмы KS
Алмазный хонинговальный брусок фирмы KS
Алмазные хонинговальные бруски со связкой из пластмасса
Хонингование алюминиевых рабочих поверхностей цилиндров
Высота металлического держателя
Минимальное число брусков в хонинговальной головке
Крепление обрабатывающих брусков
2 алмазных хонинговальных бруска
Специальный состав алмазных хонинговальных брусков со связкой из искусственной смолы предусмотрен только для обработки алюминиевых материалов. Из-за свойств материала серого чугуна и прочих железных материалов их невозможно обрабатывать данными хонинговальными брусками.
Подготовка обрабатывающих брусков перед хонингованием
Чтобы достичь с самого начала новыми брусками плоского контакта и хороших результатов обработки, окончательно смонтированные в хонинговальной головке бруски должны быть притёрты (проведение хонинговальных движений) в цилиндре из серого чугуна со сравнимым диаметром и точной геометрией отверстия. Твёрдость цилиндра имеет следствием определённый износ брусков, что ведёт к тому, что эти бруски в короткое время на поверхности принимают форму цилиндра и переносят на всю длину бруска. В одном из ремонтируемых алюминиевых отверстий цилиндра такая операция при определённых условиях длилась бы слишком долго, и геометрия отверстия ухудшилась бы.

Кремниевый брусок фирмы KS для раскрытия
Кремниевый брусок для раскрытия фирмы KS
Брусок для раскрытия с абразивными зёрнами из благородного корунда, связанный в пористой пластмассовой оболочке
Механическое раскрытие кристаллов кремния при ALUSIL®- и LOKASIL®-paбочих поверхностях цилиндров
Крепление бруска для раскрытия
KS-номер заказа 50 009 909
У брусков для раскрытия перед первым раскрытием кромки должны быть несколько надломаны: кромки на плоской поверхности слегка скруглить наждачной бумагой.
 |
Кремниевая паста раскрытия фирмы KS
Кремниевая паста раскрытия фирмы KS
Раскрытие притиркой кристаллов кремния у Silitec -. ALUSIL — и LOKASН ерабочих поверхностей цилиндров
Войлочный брусок для раскрытия притиркой
Войлочный брусок для раскрытия притиркой
Раскрытие притиркой кристаллов кремния у Silitec -. ALUSIL — и LOKASНерабочих поверхностей цилиндров
Крепление войлочных брусков
Крепление зажимом, System Sunnen
Другие инструменты Вы найдёте в нашем каталоге фирмы KS „Инструменты и средства контроля»
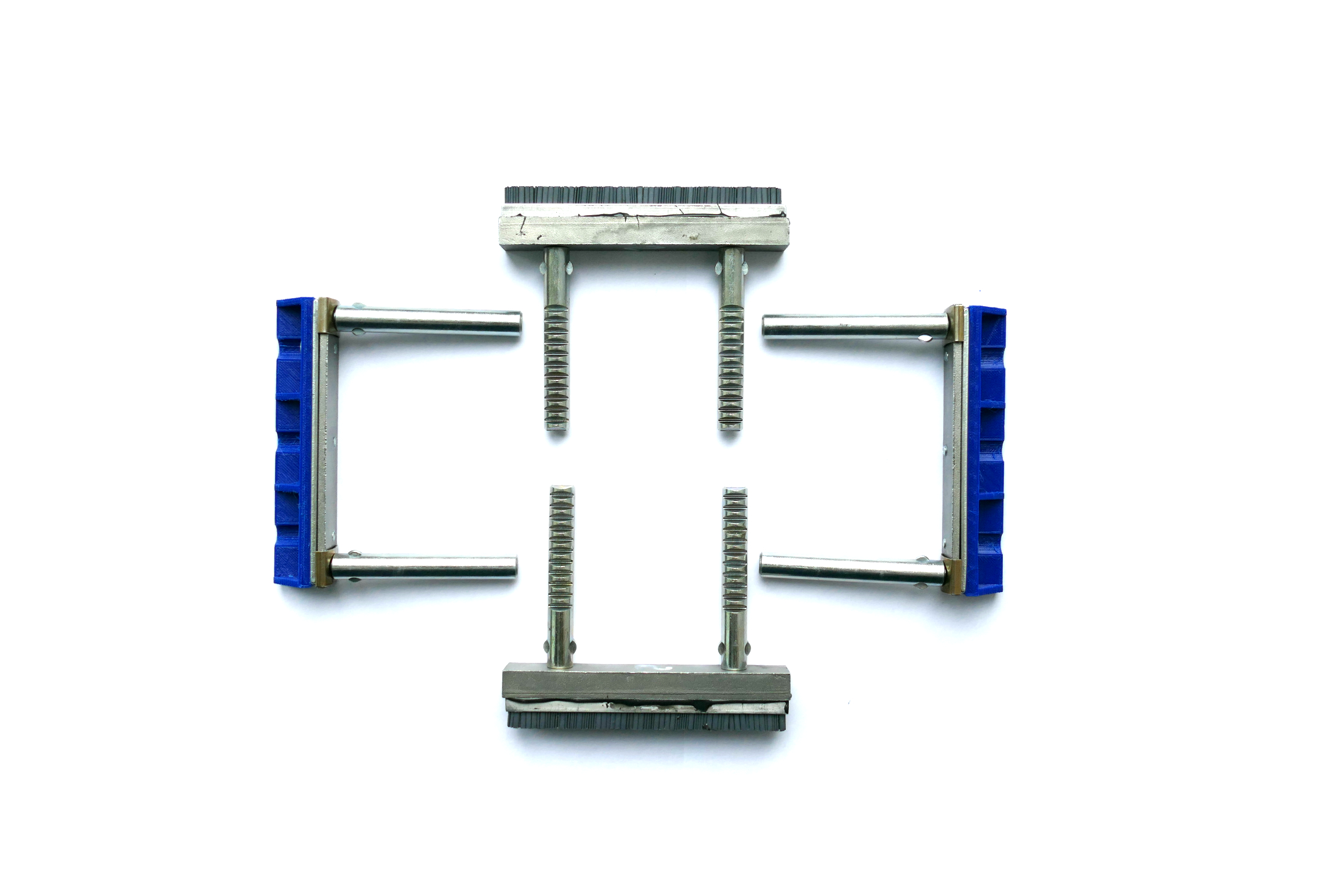
Комплект инструмента для финишной обработки цилиндров «Мотортехнология»
| Наименование модели | Комплект инструмента для финишной обработки цилиндров после хонингования «Мотортехнология» |
| Производитель | Мотортехнология (Россия) |
| Спецификация | Универсальные |
Изображение имеет только ознакомительный характер.
Производитель оставляет за собой право изменять конструкцию без уведомления покупателя.
Гарантийный срок — 12 месяцев.
В ассортименте нашей компании имеется комплект инструмента для финишной обработки цилиндров для портативных хонинговальных головок типа Sunnen.
Технологические процессы финишной обработки цилиндров достаточно подробно описаны в технической литературе. Наиболее популярной среди автомехаников является технология снижения шероховатости поверхности (крацевание) «зеркала» цилиндра за счет применения специальных щеток, на полиамидные волокна которых нанесены оксиды кремния.
Финишная обработка цилиндра предлагаемым комплектом обеспечивает:
- удаление микрозаусенцев с поверхности «зеркала» цилиндра после его обработки хонинговальными брусками;
- снижение шероховатости поверхности;
- сокращение времени приработки поршневых колец к цилиндру.
Комплект инструмента предназначен для использования на портативных хонинговальных головках типа Sunnen, которые используются на станках зарубежных производителей, например, AZ и Comec (Италия), АМС-SCHOU (КНР) и др.
Комплект сделан на базе стандартных комплектов (AN100 и AN101) для хонингования цилиндров.
Диапазон диаметров цилиндров для обработки:
- комплектом типа AN100…75…110 мм
- комплектом типа AN101…96…145 мм.
При эксплуатации комплекта инструмента происходит естественный износ щеток и направляющих, поэтому диапазон обработки будет изменяться в сторону меньших значений.
Для информации:
- Мы принимаем заказы на изготовление комплектов инструмента для финишной обработки цилиндров под хонинговальные головки различных производителей.
- Есть возможность поставки поштучно только специальных щеток для крацевания.
Ремонт головки блока цилиндров — профессионально и доступно. Часть 1
Опубликовано: 23 марта, 2009
В последнее время мы неоднократно получаем обращения с просьбой подробнее рассказать о ремонте седел клапанов и о ручном инструменте для обработки седел клапанов головок блока цилиндров фирмы Neway. То ли это новое развивающееся поколение сервисменов стучится в ворота, то ли не на шутку разразившийся кризис велит подвязать пояса, а может, то и другое?
Как известно, новое – всего лишь хорошо забытое старое, и мы с удовольствием беремся в очередной раз напомнить о весьма эффективном инструменте, способном решить проблему ремонта седел и клапанов ГБЦ даже в самых неблагоприятных условиях без существенных затрат и с высоким качеством.
Технико-экономические показатели двигателя (мощность, крутящий момент, расход топлива и др.) в первую очередь зависят от совершенства протекания рабочих процессов в камере сгорания. Детали двигателя, ограничивающие камеру сгорания – втулка, седло, клапан — испытывают максимальные механические и термодинамические нагрузки, обусловливающие их повышенный износ.
Наиболее распространенными дефектами головок блока цилиндров двигателей по статистике являются: 1 — износ втулок клапанов (до 69% отечественных и до 75% зарубежных ДВС); 2 — износ клапанных седел (до 64% отечественных и до 83% зарубежных ДВС); 3 — износ фасок и стеблей клапанов; 4 — потеря упругости клапанных пружин; 5 — трещины перемычек между отверстиями под распылители форсунок и седлами клапанов; 6 — негерметичность стаканов форсунок и заглушек.
Вышеперечисленные дефекты устранимы заменой деталей либо ремонтом при условии наличия специального оборудования и инструмента. Особое место среди него занимает оборудование для ремонта седел клапанов, без которого обойтись просто невозможно. Назначение такого оборудования – восстановление требуемой геометрии и герметичности сопряжения седло – клапан, нарушенных вследствие воздействия конструктивных и эксплуатационных факторов. Ремонт седел обязателен, потому что измененная при эксплуатации форма контактирующих поверхностей клапана и седла, наличие микрощелей в сопряжениях ухудшают условия работы сопряженных деталей. В результате увеличивается интенсивность износа, наблюдается разрушение рабочих фасок, прогары тарелок клапанов, трещины седел, наличие на фасках смолистых отложений и продуктов неполного сгорания топлива. Такие дефекты вызывают усиленный прорыв газов, снижают степень сжатия, уменьшается мощность двигателя, увеличивается расход топлива и масла, затрудняется запуск, ухудшаются экологические характеристики двигателя.
Сегодня российский рынок наполнен так называемыми «головочными» станками зарубежного производства. Их поставщики ведут споры о преимуществах и недостатках моделей, что скорее напоминает выяснение личностных отношений и только все больше запутывает. Поэтому предлагаем уйти от сложных моделей, построенных методом анализа конечных элементов, а повторить простые и неоспоримые истины.
Итак, цель ремонта клапанных седел – обспечить правильную геометрию сопряжений «клапан-седло» и их герметичность, определяемые в свою очередь преимущественно вакуумметрическим давлением и «биением» фаски клапана и седла.
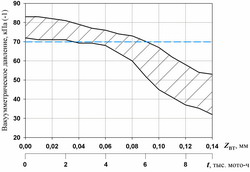
Вакуумметрическое давление (степень герметичности) во впускных сопряжениях клапан-седло двигателя Д-245 в зависимости от смещения оси направляющей втулки Zвт и по наработке t
Для достижения цели требуется обеспечить следующие условия:
1 – соосность седла и втулки;
2 – соответствие углов фасок седла и клапана;
3 – качество поверхностей сопрягаемых фасок (отсутствие дробления, задиров и др.).
Все оборудование для восстановления фаски седла в качестве установочной базы использует внутреннюю поверхность втулки (базирование по пилоту во втулке), поэтому, для соблюдения условия 1, ремонт седел начинают с дефектации втулки, ее замены при необходимости или восстановления. Только при наличии базы с правильной геометрией можно говорить о качественном ремонте (что касается, собственно, любого оборудования).
Степень обеспечения условий 2 и 3 характеризуется непосредственно технологичностью самого оборудования. В связи с тем, что станочное оборудование, как правило, влечет значительные капиталовложения, наибольшую популярность среди ремонтников получил специальный ручной инструмент, явно выигрывающий по себестоимости работ и сроках окупаемости.
Фрезерование седел с использованием ручных инструментов шарошей применяется с начала ХХ века. Шарошки – это набор фрез, каждая из которых предназначена для обработки фаски с заданным углом и выпускается для конкретной модели двигателя. Шароша жестко фиксируется на направляющем стержне, который затем вставляется и вращается в направляющей втулке клапана с зазором.
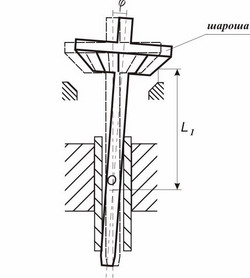
Схема установления шароша во втулке. Значительное отклонение оси обработки от оси втулки неизбежно
Привод фрезы обеспечивается воротком. К единственному преимуществу использования шарошей можно отнести лишь копеечную стоимость. А вот недостатки можно перечислять и перечислять:
— невысокая точность фрезерования фасок, т.к. в кинематической схеме используется вращающийся направляющий стержень который может совершать угловые перемещения в пределах зазора со втулкой;
— высокая вероятность появления эффекта «дробления» на обрабатываемой поверхности из-за равномерного расположения режущих пластин;
— низкая производительность в результате использования большого количества зубьев на фрезе (реализация малых контактных нагрузок режущей пластины на обрабатываемую деталь);
— необходимость перезаточки лезвий арошей после обработки 5….10 головок блока на специальном оборудовании;
— невозможность применения комплекта шарошей для других моделей двигателей в связи с фиксированным диаметром шарошек;
— невысокая точность изготовления комплекта шарошек.
Мотористы со стажем не понаслышке знакомы с ручным профессиональным инструментом Neway (США), который явился для многих первой ступенью в освоении технологии ремонта седел клапанов головок блока цилииндров. Залуженный авторитет и уважение интрумента Neway обуссловлено его высокой технологичностью. Технологичность исполнения инструмента Neway позволяет обеспечит выполнение всех трех основных условий ремонта клапанных седел, при этом, он начисто лишен недостатков, присущих шарошкам.
Основной комплект инструмента Neway включает:
— направляющий пилот легкоконусный (набор пилотов 3 – 4 шт. на один типоразмер) или с цанговым зажимом (более универсальный вариант);
— фрезу с твердосплавными сменными ножами;
Neway имеет схему базирования по жестко фиксируемому пилоту во втулке. Резание осуществляется вращающейся на пилоте фрезой. Зазор в сопряжении пилот – фреза составляет 0,003…0,005 мм. Это ограничивает угловые перемещения фрезы относительно оси (угол γ на рисунке).
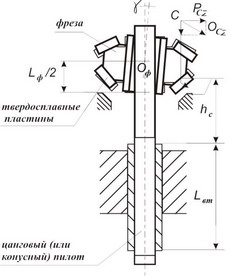
Жестко забазированный пилот Neway во втулке
Точность обработки седел с помощью Neway – биение фаски до 0,03 мм. Как и при использовании любого ручного инструмента, результат ремонта зависит от навыков мастера. Контроль точности обработки осуществляется с помощью приспособления Neway для проверки биения фаски седла.
Ножи на фрезах сделаны из сверхтвердого материала (карбида вольфрама, 85 HRC), сохраняющего режущие свойства на две и более тысячи седел без промежуточной заточки. Имеются фрезы с расположением ножей под углами 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°. Для регулирования диаметра обработки, ножи могут перемещаться в своих пазах с дальнейшей фиксацией с помощью специальных зажимов. Например, фреза № 230 предназначена для обработки седел диаметром от 28 до 38 мм (ВАЗ, Москвич, малолитражные иномарки), то есть, каждый из ножей имеет диапазон настройки вылета +5мм. Универсальность применения фрез для различных моделей двигателей – одно из достоинств инструмента Neway. Большая гамма фрез, выпускаемая фирмой Neway, – это возможность обработки седел от мотоциклетных моторов до двигателей тяжелых грузовиков.
В соответствии с технологией ремонта седла и клапана необходимо обеспечить так называемый интерференционный угол (различия углов рабочей фаски клапана и седла на 0,5…1 о ). При работе ручным инструментом большое влияние имеет человеческий фактор, вызывающий дополнительные погрешности обработки. После обработки седла фрезами Neway образуется микрорельеф рабочей поверхности фаски седла для устранения подобных погрешностей, после первых 10-15 минут работы двигателя, клапан самостоятельно «прихлопывается» к седлу (находит свое место), что обеспечивает его более плотную посадку и идеальную герметичность. В конструкции фрез Neway заложено отклонение угла на 0,5 о , а геометрия режущей кромки типа «гребенка» создает микрорельеф рабочей поверхности.
Инструмент Neway для обработки седел можно подобрать в комплекте, либо сформировать для определенного типа машин. После приобретения первого комплекта Neway через некоторое время мотористы расширяют сферу деятельности за счет покупки дополнительных фрез других типоразмеров.
Сделать шаг от шарошей к профессиональному инструменту, от любительского уровня к профессионализму – просто, выгодно и необходимо. Главное подтверждение этому – динамика бизнеса наших партнеров, большинство из которых начинали отрабатывать технологию ремонта ГБЦ именно с инструментом Neway, а по истечении времени имели потребность в более производительном специальном станочном оборудовании.
За более чем десятилетний период работы в России, инструментом Neway отремонтированы тысячи головок легковых, грузовых и мотоциклетных двигателей. За это время ручные фрезы Neway успели не только стать популярными, но и любимыми. Трудно найти моториста, который не слышал или не работал инструментом Neway. Фрезами Neway работают и в специализированных дилерских центрах и автомастерских.
Американская компания Neway начала производить инструмент для ремонта деталей двигателей в далеком 1952 году. Актуальность выбранного направления и в наше время неоспорима. В активах фирмы целый комплекс простого, но вместе с тем эффективного и надежного инструмента. В номенклатуре выпускаемой продукции имеется приспособление Gizmatic для обработки клапанов, инструмент для ремонта втулок, приспособление для проверки биения фаски клапана.
Инструмент фирмы «NEWAY» официально рекомендован для применения производителями автомобилей США, Европы, Японии: GMC, FORD, MERCEDES, VW, AUDI, BMW, OPEL, VOLVO, ROVER, SAAB, SCANIA, MAN, PORSCHE, FIAT, PEUGEOT, RENAULT, CITROЁN, HONDA, MAZDA, TOYOTA, MITSUBISHI, MAN.

Оборудование для ремонта седел головок блока на выставках всегда вызывает повышенный интерес посетителей

Аварийный износ направляющих втулок и седел двигателя ЗМЗ

Аварийный износ направляющих втулок и седел двигателя Scania

Прогоревший клапан двигателя ВАЗ

Вакуум-тестер VC90
производства Rossi&Kramer
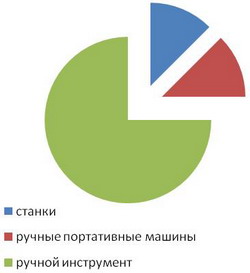
Относительное распределение оборудования для ремонта седел ГБЦ в РФ по трем классам

Эффект дробления поверхности – частый результат обработки седла шарошами

Инструмент Neway для ремонта седел

Пилоты Neway: легкоконусный (сверху)- для более жесткой фиксации и цанговый (снизу)- наиболее универсальный

Прибор для проверки биения фаски седла
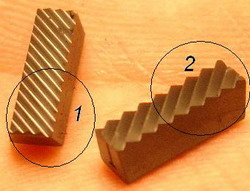
Карбид-вольфрамовые резцы Neway. Для седел стандартной твердости (до 45 HRC) – с мелким шагом режущих кромок (1) и седел повышенной твердости (более 45 HRC) – с крупным шагом режущих кромок (2). Благодаря расположению режущих кромок на резце по типу «гребенка» в процессе обработки участвуют две и более кромки, способствуя равномерности распределения нагрузки.
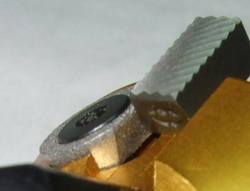
Специальный зажим ножа на фрезе Neway

Фреза — № 230. Регулирование расположения резцов на фрезе Newayпозволяет одной фрезой обрабатывать разные диаметры седел. На рисунке резец 1 настроен на минимальный диаметр обработки, резец 2 на максимальный
Фрезы Neway: слева с двухсторонняя с углами фасок 30 о и 45 о , в середине – двухстороння с углами фасок 15 о и 60 о , справа – односторонняя с угломфаски 60 о  Зацепление фрезы и вращающего ключа Neway по шестигранной поверхности обеспечивает легкую и точную установку. Втулка фрезы может быть перепрессована, если поверхность отверстия повреждена или сильно изношена.
Зацепление фрезы и вращающего ключа Neway по шестигранной поверхности обеспечивает легкую и точную установку. Втулка фрезы может быть перепрессована, если поверхность отверстия повреждена или сильно изношена. Технологически обеспеченный люфт ключа вращения, предохраняет от перекоса оси обработки относительно оси втулки при перехватывании
Технологически обеспеченный люфт ключа вращения, предохраняет от перекоса оси обработки относительно оси втулки при перехватывании
Специальный привод Neway для вращения фрезы