

25.11.2013  Ремонт и обустройство интерьера, Сантехника
Ремонт и обустройство интерьера, Сантехника  Комментариев нет
Комментариев нет

Водопроводный кран с клапаном оснащается ручкой с колпачком. В корпусе крана заключен шпиндель (головка). Он оснащен клапаном для регулирования потока воды. Когда из носика крана воды все время течет или капает, то это обычно объясняется изношенностью клапана, а если течет из-под ручки крана, то, скорее всего, изношено уплотнительное кольцо.
При замене клапана нужно обследовать состояние металлического седла клапана и внутренних деталей крана. Если седло неровное, его надо притереть.

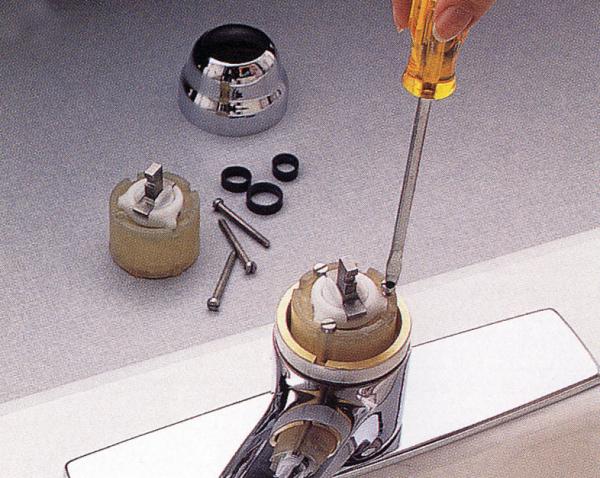
Ремонт крана с клапаном
Сначала следует перекрыть воду, закрыв либо отсечной вентиль на установке, обслуживаемой ремонтируемым краном, либо главный отсекающий вентиль. Поддев кончиком ножа цветной пластмассовый колпачок, снимают его, чтобы получить доступ к винту, удерживающему крышку ручки.

Отверткой, вывернув винт, снимают крышку с ручки, потянув ее вверх.

Разводным ключом вывинчивают шпиндель из корпуса крана, чтобы отделить его от него.

Извлекают шпиндель из корпуса крана и обследуют седло клапана.


Если поверхность седла неровная, то, прежде чем ставить новый клапан, необходимо притереть седло. Если корпус крана или шпиндель износились, лучше заменить изношенную сборку целиком.
После этого снимают клапан, отвинчивая удерживающий его винт.

Бывают также конструкции, когда клапан просто вдавливается в углубление в днище цилиндра. Такой клапан извлекается так же просто, как и ставится, достаточно только поддеть край кольца острием ножа.

Еще необходимо проверить состояние уплотнительного кольца и плотность его прилегания к соседним поверхностям. Потом кран можно собирать.
Притирка седла клапана водопроводного крана
После того как кран с клапаном разобран, можно приступить к обследованию состояния седла клапана. Седлом клапана называется поверхность, к которой прилегает клапан, и если это прилегание будет не очень плотным, то кран не сможет перекрывать воду. Продев палец в отверстие, образовавшееся после удаления цилиндра, нужно проверить на ощупь поверхность седла.
Если возникает ощущение шероховатости или неровности, желательно притереть седло к клапану. Обрабатывают седло при помощи устройства для притирки, оснащенного фрезой, диаметр которой соответствует размерам седла. Устройства для притирки продаются в комплекте с набором разноразмерных фрез или абразивных дисков.
Подобрав фрезу, которая по размеру и диаметру соответствуют габаритам ремонтируемого крана, закрепляют ее на устройстве для притирки.

Далее ввинчивают устройство в корпус крана.

Слегка надавив на рукоятку, совершают два-три оборота рукоятки по часовой стрелке.

Затем вывинчивают устройство из корпуса крана, после чего продувают внутренний объем, чтобы удалить опилки и иные загрязнения. После этого можно собирать кран.
Если струя воды вытекает под низким давлением
Чаще всего это объясняется тем, что отложения минеральных солей закупоривают маленькие отверстия в аэраторе или в распылителе душа. Аэратором называется небольшая деталь, привинченная близ носика крана и выполненная виде решетки с множеством маленьких отверстий. Нужно открутить аэратор и очистить загрязнения щеточкой, ворс которой смочен в уксусе.

Можно также опустить аэратор в ванночку, наполненную уксусом, и отмачивать его в течение нескольких часов.
Давление в канализационных или водопроводных трубах из стали часто снижается из-за коррозии. Трубы ржавеют, и из-за этого уменьшается внутренний диаметр.
Ремонт крана с керамическими дисками
Перед началом ремонта нужно перекрыть воду, закрыв местный или главный отсечной вентиль. Потом нужно снять наконечник ручки крана, повернув его в сторону и слегка потянув вверх и вбок.

Вывернув винт крепления станины ручки, снимают ее. Затем, отвернув винт крепления накладного щитка, убирают его.

Если этот щиток еще в хорошем состоянии, очищают его, протирая тканью. Если же он изношен, заменяют его новым. Меняют уплотнительные прокладки из неопрена. Заменив керамические диски новыми, прикрывают их новым щитком.
После ремонта крана с керамическими дисками необходима предельная осторожность. Дело в том, что воздух, скопившийся в водопроводных трубах, способен, проникнув в отремонтированный кран, повредить диски. Поэтому следует полностью открыть кран, а затем осторожно и медленно подавать воду в систему, потихоньку открывая отсечной вентиль, пока вода не выдавит весь воздух из трубы.
Технологический процесс притирки арматуры
Чтобы арматура была непроницаема для воды, пара и газа, запорные детали плотно подгоняют: притирают пробки, клапаны и диски к гнездам, ставят уплотнительные прокладки и достаточно плотно набивают сальники требуемым материалом. Для притирки, смены прокладок и набивки сальников арматуру разбирают на отдельные детали.
Параллельную задвижку сначала открывают, выдвигая шпиндель вверх. Затем гаечным ключом отвертывают гайки болтов, скрепляющие крышку с корпусом задвижки, следя за тем, чтобы не повредить гайки и болты. Выколачивают болты и на каждый навертывают гайку. После этого осторожно, чтобы не повредить прокладки, поднимают крышку вместе со шпинделем и дисками, затем снимают обойму дисков и освобождают оба диска. Для набивки сальника отвертывают гайки с болтов у крышки сальника, снимают крышку и удаляют старую набивку.
Читайте также: Форд торнео клапан егр где находится
Для разборки вентилей и кранов отвертывают крышку корпуса и вынимают шпиндель с клапаном.
Плотная подгонка запорных деталей арматуры достигается взаимной притиркой сопрягаемых между собой деталей при помощи шлифующих материалов. Притирать можно вручную или на сверлильном станке с использованием приспособлений.
Притирочными материалами служат порошки корунда, карборунда, толченое и просеянное через мелкое сито стекло и притирочные пасты ГОИ. В качестве смазки применяют машинное масло.
В пробочных кланах притирают конусную пробку к конусному отверстию корпуса. Кран укрепляют в тисках, а пробку смазывают машинным маслом и посыпают шлифующим порошком. Затем вставляют пробку в отверстие конуса и начинают притирать ее по конусу, поворачивая вправо и влево воротком, надетым на головку-пробки. Повороты вправо делают несколько больше, чем повороты влево, и с легким нажимом. Такая операция продолжается до тех пор, пока пробка плотно не притрется к отверстию.
В паровых вентилях и обратных клапанах притирают золотники (клапаны) к гнездам седла.
Для проверки плотности притирки отверстие крана и пробку вытирают досуха. Затем мелом проводят продольную черту по всей длине пробки, вставляют пробку в отверстие и несколько раз поворачивают вправо и влево. При плотной притирке меловая черта будет равномерно стерта по всей длине пробки, а при неплотной частями. Окончательную притирку проверяют опрессовкой, т.е. испытанием крана, вентиля, задвижки давлением воды или воздуха. Газовые краны испытывают давлением воздуха.
Приспособление для механизированной притирки арматуры

Для механизированной притирки арматуры используют приспособление к сверлильному станку (рисунок выше). К вертикальному валику 3 приварена кулиса 4, получающая качательное движение от кривошипа-конуса 9 с планкой 8, вставленного в шпиндель сверлильного станка. Планка имеет палец 7 с роликом 6, который перемещается в прорези кулисы. Валик 3 вращается во втулке трубки, укрепленной на шпинделе сверлильного станка при помощи хомутов 10, 11, которые стягиваются болтами 12. Нижний конец валика 3 входит в трубку 2, к которой крепится сменная головка 1 с чугунным притиром 16. Головка крепится к трубке 2при помощи шарнира и опирается на шаровую поверхность упора. Валик 3 входит в сцепление с трубкой 2 при помощи зубчатой муфты 15. При слишком сильном нажиме на притир муфта размыкается и притир при качании валика 3 остается на месте. В зависимости от характера притирки усилие, передаваемое муфтой, регулируется гайками 13, сжимающими пружину 14. При притирке арматуру крепят к столу сверлильного станка. После пуска станка нажимают на рукоятку подачи шпинделя. При этом притир, совершая возвратно-поступательное движение и перемещаясь по вертикали, притирает поверхность арматуры абразивным материалом. Шлифующие материалы подаются к обрабатываемой поверхности через отверстие в головке.
32. Притирка и доводка уплотнительных поверхностей. Технология ремонта трубопроводной арматуры.
32. Притирка и доводка уплотнительных поверхностей. Технология ремонта трубопроводной арматуры. 32. Притирка и доводка уплотнительных поверхностей. Технология ремонта трубопроводной арматуры.
Притирочные материалы. При ремонте трубопроводной арматуры большое внимание уделяется вопросу притирки и доводки уплотнительных поверхностей.
Чистота поверхности существенно влияет на важнейшие эксплуата¬ционные свойства деталей: износостойкость, предел усталости, сопротивление коррозии, прочность. Высокая степень чистоты обработки поверхности деталей арматуры достигается притиркой, являющейся особо точным способом чистовой обработки поверхностей. Слой металла, снимаемый притиркой, составляет 0,002—0,03 мм. Притиркой достигается высокая точность размеров и геометрической формы детали (до 0,001—0,002 мм) чистота поверхности — вплоть до Ra = 0,032 0,025 мкм.
На чистоту притираемой поверхности существенно влияют свойства притирочных материалов и их зернистость, сипа давления на деталь и материал притира. Для достижения высокой производительности при притирке важное значение имеет правильный выбор абра-зивного материала. Самыми распространенными являются корунд, электрокорунд (нор-мальный и белый), карбиды кремния и бора. По размерам зерна шлифпорошки и микропорошки делят на три группы: шлифпорошки зернистостью от 5 до 3 — для грубой доводки, обеспечивающие получение параметра шероховатости от Ra = 0,32 мкм до Ra = 0,08 мкм чистоты; микропорошки от М28 до М14 — для предварительной доводки, которыми достигается Ra = 0,020 мкм и микропорошки от М10 до М5 — для окончательной доводки, позволяющие получить от Rz = 0,100 мкм до Rz = 0,025.
Кроме абразивных материалов применяются различные пасты, которые можно разбить также на три группы: абразивные пасты на основе электрокорунда, карбида кремния и карбида бора, алмазные пасты на основе синтетических алмазов: химико-механические пасты на основе оксида хрома.
Ассортимент паст, применяемых промышленностью для доводки, очень велик. Так как большинство паст не стандартизировано, многие предприятия изготовляют пасты сами.
В случае отсутствия микропорошков для доводки разрешается их замена пастами ГОИ.
Для предварительной и чистовой притирки рекомендуются пасты следующего состава:
1) электрокорунд белый М10—М14 в смеси с олеиновой кислотой, густота пасты должна соответствовать густоте технического вазелина при 20 С;
2) электрокорунд белый № 5 в смеси с олеиновой кислотой той же густоты, что и паста на основе электрокорунда белого М10—М14.
Читайте также: Подкапотка ваз 2109 инжектор 8 клапанов
На некоторых арматурных заводах предварительную притирку производят абразивной массой, представляющей собой кашицеобразную смесь абразивного зерна с машинным маслом или олеиновой кислотой. Окончательную притирку производят смесью порошка электрокорундового абразива зернистостью М3 (320) с машинным маслом и олеино¬вой кислотой.
В цепях повышения производительности, особенно когда притирка производится без вырезки арматуры из трубопровода, целесообразно применять алмазные пасты на основе синтетических алмазов или эльбора.
Синтетические алмазы выпускают в виде паст и порошков. В зависимости от размера зерен, метода их получения и контроля порошки делятся на две группы:
1) шлифпорошки размером зерен 630—40 мкм;
2) микропорошки размером зерен 60—1 мкм.
Шлифпорошки выпускаются пяти марок:
АСО, АСР, АСВ, АСК и АСС; микропо-рошки— двух марок: АСМ и АСН.
Режущая способность, производительность и срок службы порошков определяются концентрацией алмаза, т.е. его содержанием в алмазноносном слое инструмента. За 100% ную концентрацию условно принято содержание 4,4 карата-алмаза в 1 см3 алмазного слоя, что занимает около 25% его объема. Поставляются порошки расфасованными по 10, 25, 50, 100, 250, 500, 1000, 2500 и 5000 каратов.
Пасты из синтетических алмазов применяются для окончательной операции-доводки (параметр шероховатости от Ra = 0,160 мкм до Ra = 0,020 мкм и от Rz = 0,100 мкм до Rz = 0,025 мкм). Наилучшие результаты получаются при обработке наиболее твердых и хрупких материалов — азотированной стали, твердых сплавов и стекла.
Используя алмазные пасты вместо абразивных из электрокорунда, карбида кремния и оксида хрома (при той же зернистости), можно увеличить производительность в 2—3 раза и более, а также улучшить чистоту обработанной поверхности. Выпускают следующие алмаз-ные пасты: нормальные (Н) — с концентрацией алмазного порошка 2%: повышенные (П) — с концентрацией алмазного порошка 5%; высокие (В) — с концентрацией алмазного порош-ка 10%. Пасты поставляются расфасованными в тубах или шпри¬цах по 5, 10, 20, 40 и 80 г. Характеристика паст приведена в табл. 18.
Зернистость
Размер зерен основной фракции,
Концентрация алмазного порошка, % массы
Цвет пасты и
Для обеспечения требуемой чистоты поверхности выбирают оптимальную зернистость алмазной пасты в зависимости от твердости обрабатываемого материала.
В табл. 19. приведены ориентировочные значения шероховатости поверхности, обеспечиваемой алмазной пастой различной зернистости. При этом для обработки твердых мате-риалов рекомендуется верхнее значение зернистости, а для мягких — нижнее.
В нашей стране разработан сверхтвердых материал эльбор, используемый для эффек-тивной обработки уплотнительных поверхностей арматуры.
Используя эльборовые пасты вместо обычных, изготовленных из электрокорунда и карбида углерода, при той же зернистости можно повысить производительность обработки уплотнительных поверхностей арматуры в 2—3 раза. Стойкость эльборовых паст при одинаковых технологических условиях обработки уплотнительных поверхностей в 1,5 — 2 раза выше, чем паст из синтетических алмазов, и в 3—5 раза выше, чем обычных абразивных паст. Притирку и доводку пастами и порошками из эльбора следует применять там, где тре-буется высокая чистота уплотнительной поверхности (Ra = 0,16 0,02 мкм).
Зернистость алмазного порошка(пасты)
Класс чистоты
Шероховатость поверхности
среднее арифметическое отклонение профиля мкм, Ra, не более
высота неровностей, мкм, Rz, не более
Примечания. Для классов чистоты 9—12 основной является шкала Ra, для классов 13 и 14 — шкала Rz.
Пастами обрабатывают детали из чугуна, труднообрабатываемых сталей, цветных ме-таллов и жаропрочных, нержавеющих, ванадиевых, титановых, кобальтовых сплавов и дру-гих металлов. Процесс абразив¬ного резания сочетается с химическим воздействием состава паст на притираемую поверхность. Микрорезание ведется свободными зернами-карбидами, вошедшими в состав пасты.
В процессе трения при радиальном давлении поверхности притира на обрабатываемую поверхность детали зерна вдавливаются в более мягкую поверхность притира и снимают с обрабатываемой поверхности тончайшую стружку. Химическое воздействие паст объясняется наличием в пасте олеиновой кислоты и других элементов, образующих на обраба-тываемой поверхности вместо прочной оксидной пленки более мягкую пленку, которая лег-ко снимается с поверхности уплотняющих гребешков, чем обеспечивается высокая чистота и производительность притирки.
Пасты из эльбора различают по концентрации (количеству эльбора): В — высокая, С — средняя, Н — низкая, П — повышенная, и консистенции: Т— твердая, Г — густая, М — мазеобразная, Ж — жидкая.
Концентрация паст зависит от твердости обрабатываемого материала. Она должна быть тем выше, чем крупнее эльборовый порошок и тверже обрабатываемый материал.
Для того чтобы каждое зерно совершало определенную работу и имело равномерный слой смазки, необходимо с уменьшением зернистости порошка, а следовательно, и с увели-чением суммарной поверхности зерен уменьшать количество эльборового порошка и увеличивать количество других компонентов (жиров, стеарина), и наоборот.
Притирка и доводка уплотнительных поверхностей деталей из различных материалов (закаленных, легированных сталей, твердых сплавов и др.) производится специально приго-товленными пастами следующего состава (в %):
Можно применять смесь, состоящую из одного карата эльборового порошка и 12—15 капель оливкового масла.
Пасты из эльбора выпускают массой 10, 25, 50, и 100 г различной зернистости (ЛМ40, ЛМ48, ЛМ20, ЛМ14, ЛМ10, ЛМ7, ЛМ5, ЛМ3, ЛМ1).
Читайте также: Клапан для лодок узэмик три кита
Кроме паст и порошков из эльбора для обработки деталей арматуры (шпиндели, ши-беры, тарелки) применяют шлифовальные круги из эльбора.
Выбор зернистости шлифовального круга обусловлен требованиями к чистоте обра-ботанной поверхности.
Необходимо стремиться применять круги с более крупным разме¬ром эльборового зерна, обеспечивающим интенсивность процесса обработки, а также снижение удельного расхода эльбора.
При изготовлении шлифовальных кругов из эльбора применяют шлифзерно и шлиф-порошок из эльбора следующей зернистости: шлиф¬зерна Л50, Л40, Л32, Л25, Л20, Л16; шлифпорошок Л12, Л10, Л8, Л6, Л5, Л4.
Инструмент из эльбора по сравнению с обычными абразивными ал¬мазными инстру-ментами обладает повышенной режущей способностью (в 5—10 раз) и постоянством ее в процессе длительной эксплуатации: отсутствием засаливания, что исключает необходимость частой правки инструмента: высокой стойкостью рабочего контактного профиля. обеспечи-вающей получение обрабатываемой плоскости с высокой точ¬ностью: меньшим выделением теплоты в зоне обработки.
Для обозначения эльбора (в отличие от натуральных алмазов) введена буква Л. Циф-ры, следующие за буквами, указывают минималь¬ный размер зерен основных фракций в со-тых долях миллиметра.
Притиры. В технологии доводки кроме притирочных материалов значительную роль играют притиры. Форма притира является зеркальным отражением обрабатываемой поверх-ности и определяет точность поверхности обрабатываемой детали. В связи с тем что форма притира непрерывно изменяется в процессе доводки, он должен быть достаточно жестким и незначительно изнашиваться под воздействием паст.
Рекомендуется применять притиры из чугуна марок СЧ18-36, СЧ18-30, СЧ21-40 или серого перлитового чугуна без твердых включений и пористости следующего химического состава (%): С 2,8—3,1 ( в том числе связанного 0,6—0,8); Mn 0,5—0,7; Si 1,8—2,1; S 0,1—0,12; Р 0,3—0,1.
Структура чугуна должна иметь перлитную основу (90— 95% перли¬та) с равномерно распределенными выделениями графита в виде отдель¬ных гнезд и тонких пластинок.
Для того чтобы притир сохранил точность формы поверхности на длительное время, необходимо отливки, из которых изготовляют при¬тир, подвергнуть отжигу (искусственному старению) по следующему режиму: притиры после черновой механической обработки за-гружают в печь, нагретую до температуры не выше 100 С; скорость нагрева не более 60°С/ч; температура отжига (450 20) С; время выдержки выбирается из расчета 25 мм/ч при наибольшей толщине; скорость охлаж¬дения не более 40°С/ч; выгрузка деталей при температуре не выше 80 С.
Чугунные притиры после отжига подвергают двум видам обработки— чистовому то-чению и взаимной притирке.
Режимы притирки и доводки. Производительность процесса доводки и достигаемые при этом точность и шероховатость поверхности зависят не только от природы абразивного инструмента, но и от ряда других условий: скорости перемещения притира, его точности, удельного давления между притиром и деталью, размера зерна, способа подачи доводочного материала, припуска на доводку и др.
Скорость перемещения притира. С увеличением скорости перемещения притира до 4 м/с производительность процесса воз¬растает прямо пропорционально скорости. При доводке шаржированны¬ми притирами дальнейшее увеличение скорости приводит к чрезмерному нагреву деталей. При доводке абразивной суспензией увеличение скорости снижает производительность вследствие большой центробежной силы, которая стремится отбросить абразивную суспензию от центра притира.
При механической доводке плоских и цилиндрических наружных поверхностей оп-тимальные скорости вращения притира составляют для предварительной доводки 15—20 м/с и для окончательной — 4 м/с. Скорость возвратно-поступательного движения деталей состав-ляет 0,2—0,4 скорости вращения притира.
Удельное давление. Производительность процесса тем больше, чем выше давле-ние между притирами и деталью. Эта зависимость сохраняется до 0,3 МПа. Чрезмерно большие давления приводят к быстрому раскалыванию или истиранию абразивного зерна и к сниже¬нию производительности, вызывая нагревание трущихся поверхностей, что приводит к деформации деталей и к снижению точности. Чрезмерное увеличение давления может также вызвать задиры на поверхности притира.
Припуск на притирочно-доводочных операциях составляет в сред¬нем: на предварительных операциях 0,02—0,05 мм (в некоторых случаях может быть доведен до 0,1—0,2 мм), на окончательных — 3—5 мкм.
Распределение усилий при доводке. Для предотвра¬щения завалов и переко-сов на доведенной поверхности необходимо правильно распределить усилия, прилагаемые к детали, а также определить центр тяжести детали, перемещаемой по притиру. Для этого должны быть выполнены следующие условия: вертикальное усилие, т.е. давление на притир, прилагается перпендикулярно к его рабочей поверхности, а точка его приложения должна находиться не в центре, а несколько ближе к краю обрабатываемой поверхности.
При выборе режимов обработки при операциях доводки следует руководствоваться следующими результатами экспериментальных данных: наилучшие результаты по съему ме-талла и чистоте обработанной поверхности обеспечивает паста из эльбора, приготовленная по рецептам № 1 и 2; при применении пасты из эльбора зернистостью ЛМ5 чисто¬та обработанной поверхности стальных закаленных деталей повышается до 12-го класса.
Производительность обработки при проведении доводочных и поли¬ровочных операций прямо пропорциональна величине зерна микропорошка и увеличивается с ее ростом, чистота обработанной поверхности снижается при применении паст с более крупным зер-ном. Зернистость пасты следует выбирать, исходя из требуемой чистоты обработанной по-верхности, постепенно переходя от пасты с более крупным зерном к более мелкозернистой пасте (табл. 20)